Известные способы применения стеклянпой смазки при прокатке не нашли П1ирокого распространения, так как, во-первых, наличие такой смазки ухудшает захват металла валками, а во-вторых, вследствие большого увеличения поверхности металла в результате вытяжки первоначальный слой смазки на заготовке оказывается слишком тонким. Между тем при определенных условиях применение стеклянной смазки для получения, например, тонких сечений из специальных жаропрочных сплавов, обладающих большой твердостью даже при высокой температуре нагрева перед прокаткой, резко уменьшает неравномерность деформапии, вызванную охлаждаюохим действием валков и наличием контактного трения. Удельное давление при прокатке тонких профилей и листов снижается под действием стеклянной смазки в два-три раза. Слой расплавленной стеклянной смазки прочно удерживается на поверхности металла и оказывает на процесс прокатки свое действие не только на сухих валках, но и в случае охлаждения валков водой, часть которой попадает на поверхность прокатываемого металла.
Предлагаемый способ применения смазки при горячей прокатке отличается от известных тем, что расплавленное или порошкообразное стекло наносят во время прокатки на поверхность прокатываемого металла после того, как его сечение получает размер, исключающий пробуксовку валков, а поверхность очищена от слоя окалины.
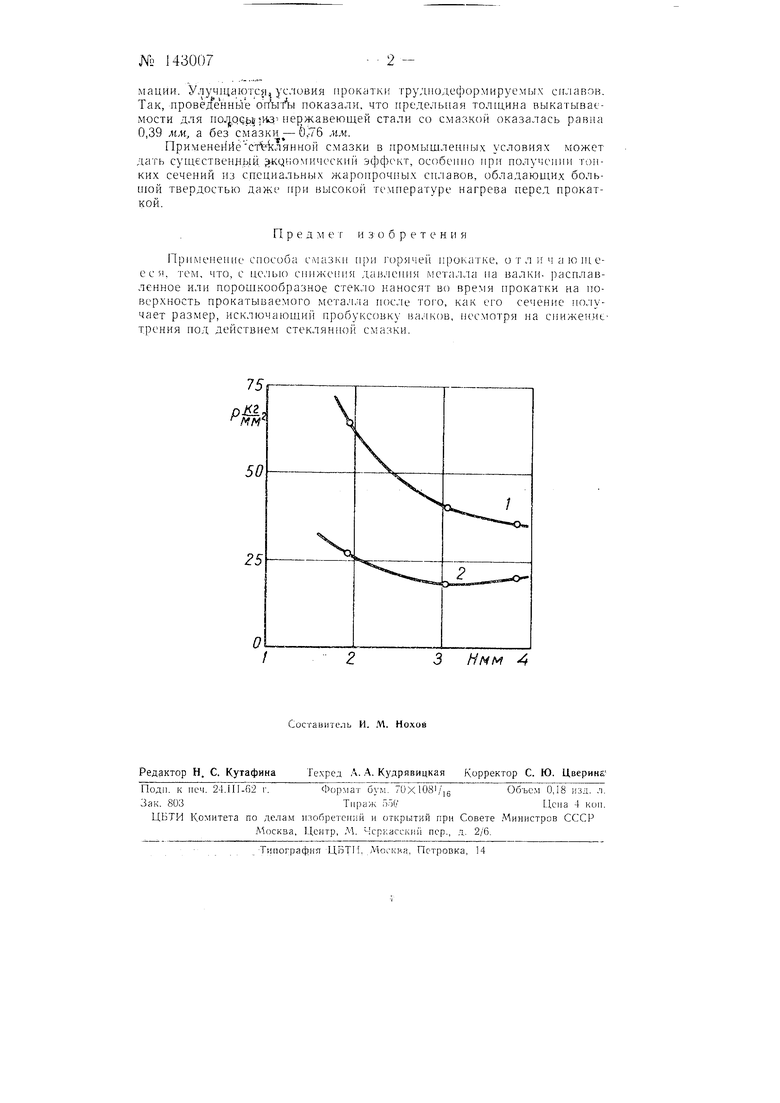
. На чертеже дан график зависимости удельного давления от толщины полосы при горячей прокатке со стеклянной смазкой (кривая /) и без смазки (кривая 2). Размеры образцов, скорость прокатки и установленное расстояние между валками одинаково в обоих случаях.
Описываемый способ обеспечивает надежность и эффективность применения смазки. Кроме того, достигается снижение давления металла на валки, увеличение вытяжки, уменьшение неравномерности дефор
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов давлением | 1979 |
|
SU829226A1 |
| Опорный валок для многовалковых станов | 1961 |
|
SU142269A1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПРОФИЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2090274C1 |
| СПОСОБ ПОЛУЧЕНИЯ СМАЗКИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1991 |
|
RU1820625C |
| Способ прокатки односторонних периодических профилей | 1979 |
|
SU880593A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ НИЗКОПЛАСТИЧНОЙ СТАЛИ С СОДЕРЖАНИЕМ БОРА 1,3-1,8% | 2003 |
|
RU2255820C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2004 |
|
RU2259243C1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
