СО
о со ю сд
ней мере двух Г-образных пластин. Последние установлены перпендикулярно поверх- пости К 2 на противоположных его краях в местах крепления захватов 5 и на расстоянии друг от друга по длине К 2 не менее одного шага захватов 5. Отогнутые концы Г-образных пластин расположены под углом 45-90° на разном расстоянии от поверхности К 2 и повернуты к плоскости его симметрии. Передние по ходу К 2 торцы Г-образных пластин выполнены со скосом в сторону, противоположную направлению движения К 2, с возможностью образования с линией горизонта угла 10-45°. В днище загрузочного бункера 10 выполнены Г-образ- ные п)орези 13 по форме, соответствующей Г-образным пластинам, для прохода последних через бункер 10. При перемещении В 6 проходят через прорези 13 и, входят в объем, заполненный Д. Г1ри встрече с Д, ориентированными перпендикулярно плоскости К 2, отогнутые концы Г-образных пластин сдвигают их своими передними торцами к середине К 2. Одна Г-об- разная пластина В 6 толкает один конец Д в одну сторону, а другая Г-образная пластина - в другую. Осуществляется вращение Д до положения, когда они станут параллельно плоскости К 2 и их подхватят захваты 5. Параллельно расположенные в бункере 10 Д не взаимодействуют с В 6 и захватываются захватами 5. 6 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ПОДАЧИ ТВЕРДОГО ТОПЛИВА (ВАРИАНТЫ) | 2011 |
|
RU2467251C1 |
| ПОДВЕСКА ДЛЯ КРЕПЛЕНИЯ ПЕРЕПЕЛОВ (ВАРИАНТЫ) | 2017 |
|
RU2655938C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2021 |
|
RU2756122C1 |
| Установка для промывки деталей | 1986 |
|
SU1397095A1 |
| Элеваторное бункерное загрузочное устройство | 1980 |
|
SU874307A1 |
| ОБЛИЦОВКА ПОМЕЩЕНИЯ НАВЕСНЫМИ ПАНЕЛЯМИ С ПЛАВАЮЩИМ СТЫКОМ - "ПЛАСТ" И КОМПЛЕКТ СТРОИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДЛЯ НЕЕ | 2005 |
|
RU2270303C1 |
| УСТРОЙСТВО ДЛЯ ВНЕСЕНИЯ ДОБАВОК В СУХИЕ КОРМА | 2013 |
|
RU2547467C1 |
| Загрузочное устройство | 1975 |
|
SU575203A1 |
| ФАСОННАЯ ДЕТАЛЬ, ТРУБА ИЛИ ЧАСТЬ ТРУБЫ, ИЗГОТОВЛЕННАЯ ИЗ НЕЕ, И ПРОДОЛЬНОЕ ФАЛЬЦЕВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU2026123C1 |
| УНИВЕРСАЛЬНЫЙ МАЛОИНВАЗИВНЫЙ ХИРУРГИЧЕСКИЙ РЕТРАКТОР | 2023 |
|
RU2803377C1 |
Изобретение относится к автоматизации процессов в машиностроении, в частности при подаче цилиндрических плоских деталей (Д), в том числе колец, и позволяет повысить производительность, надежность работы и упростить конструкцию устройства. Через загрузочный бункер 10 проходит бесконечный конвейер (К) 2с захватами 5. В устройстве имеется ворошитель (В) 6, выполненный в виде по край
1
Изобретение относится к автоматизации в машиностроении, в частности при подаче цилиндрических плоских деталей, в том числе колец.
Целью изобретения является повышение производительности, надежности работы и упрощение конструкции устройства.
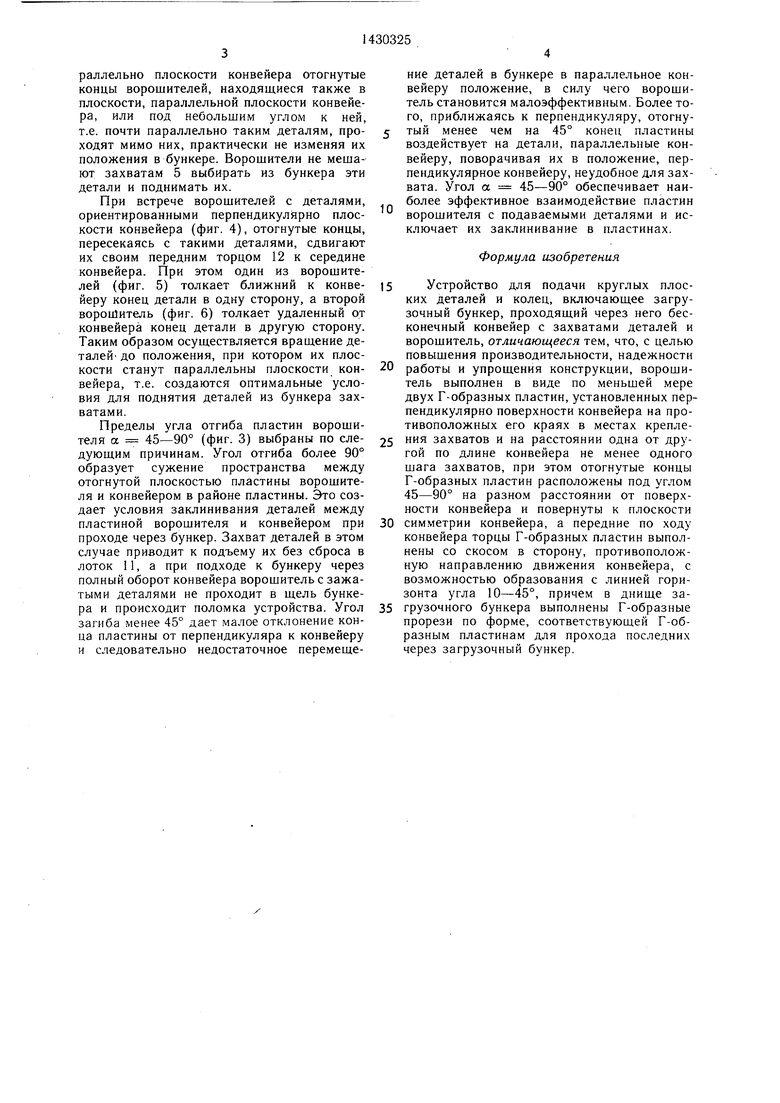
На фиг. 1 изображено предлагаемое устройство для подачи круглых плоских деталей и колец; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б па фиг. 2; на фиг. 4-6 - вид В на фиг. 1 (этапы последовательного перемещения деталей в положение, удобное для захвата).
Устройство содержит корпус 1 (фиг. 1 и 2), в котором размещен бесконечный конвейер 2. Конвейер 2 представляет собой замкнутую цепь 3 с установленными на ней вплотную одна к другой пластинами 4, на которых размещены захваты 5 деталей и ворошители 6. Цепь установлена на двух звездочках: приводной 7 и натяжной 8, с помощью которой осуществляется натяжение цепи. Приводная звездочка 7 соединена с приводом 9. На корпусе 1 установлен загрузочный бункер 10, в котором находятся детали, подлежащие поднятию для последующей подачи к станку через лоток И, который размещен в верхней части корпуса 1.
Захват 5 представляет собой планки, толщина которых не превышает толщины поднимаемых деталей, закрепленные на пластинах 4 под углом 7 10-15° они обеспечивают возможность деталям круглой и кольцеобразной формы скатываться «на ребре в лоток 11.
Ворошители 6 (фиг. 3) выполнены в виде по меньшей мере двух Г-образных пластин, установленных на захватах 5 на расстоянии по длине конвейера не менее одного шага захватов, а по ширине - на противоположных краях конвейера. Пластины 4 прикреплены вдоль краев конвейера, перпен5 дикулярно его плоскости. Свободные концы пластин отогнуты к плоскости симметрии конвейера, на угол ос 45-90° (фиг. 3). Отгиб пластин производится на разном расстоянии от поверхности конвейера таким
Q образом, чтобы свободный конец одной пластины находился от поверхности конвейера на расстоянии, меньшем радиуса поднимаемой детали, а свободный конец второй пластины - на расстоянии, большем того же радиуса. Передний по ходу конвейе5 ра 2 торец 12 ворошителей 6 образует с линией горизонта угол р 10-45° и направлен в сторону, противоположную направлению движения конвейера 2. Минимальный угол должен быть больше угла тре,, ния и составляет 10°, чтобы при проходе ворошителя через буакер детали, преодолевая трение скольжения, соскальзывали с пластин, максимальный угол составляет 45°, так как увеличение угла влечет за собой неоправданное увеличение габаритов
5 устройства.
Бункер 10 имеет в нижней части прорези 13, соответствующие форме ворошителей 6 для прохода ворошителей через них. Прорези 3 по ширине не превышают толщины деталей, чтобы предотвратить выпа0дание деталей из бункера.
. Устройство работает следующим образом.
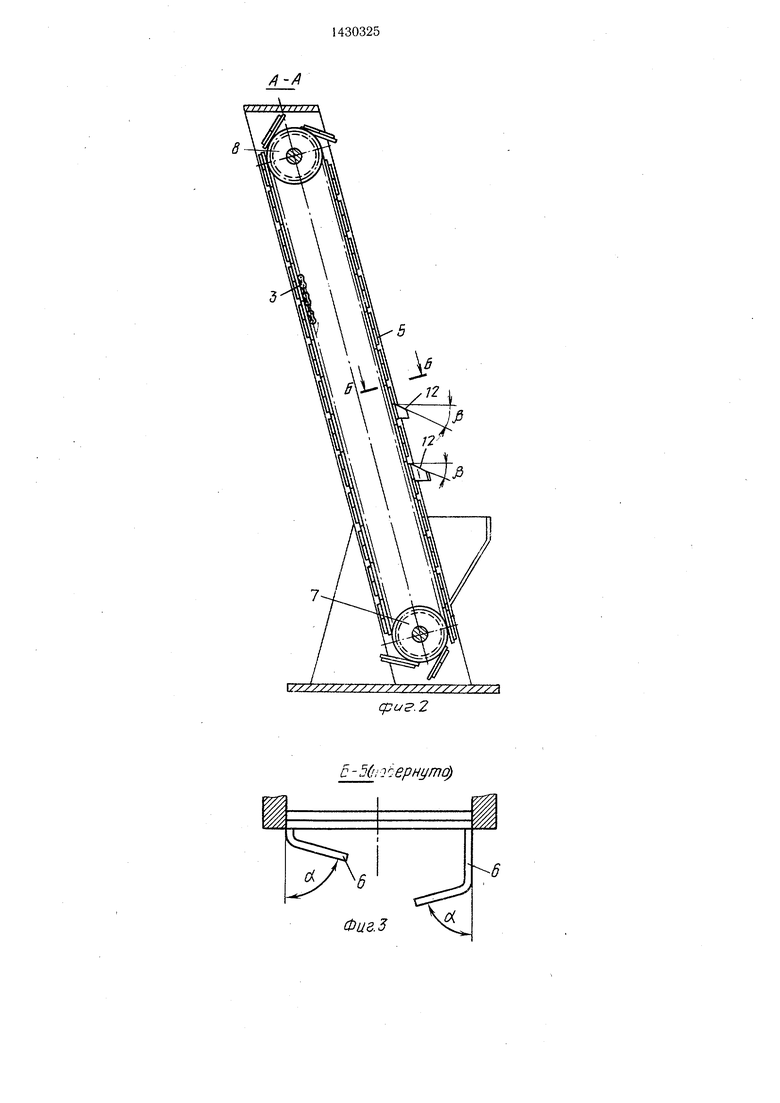
Ворошители 6, двигаясь вместе с конвейером 2, проходят через прорези 13 бункера 10 и входят в объем, заполненный де1талями 14. При расположении деталей параллельно плоскости конвейера отогнутые концы ворошителей, находящиеся также в плоскости, параллельной плоскости конвейера, или под небольшим углом к ней, т.е. почти параллельно таким деталям, проходят мимо них, практически не изменяя их положения в бункере. Ворошители не мешают захватам 5 выбирать из бункера эти детали и поднимать их.
При встрече ворошителей с деталями, ориентированными перпендикулярно плоскости конвейера (фиг. 4), отогнутые концы, пересекаясь с такими деталями, сдвигают их своим передним торцом 12 к середине конвейера. При этом один из ворошителей (фиг. 5) толкает ближний к конвейеру конец детали в одну сторону, а второй ворошитель (фиг. 6) толкает удаленный от конвейера конец детали в другую сторону. Таким образом осуществляется вращение деталей до положения, при котором их плоскости станут параллельны плоскости конвейера, т.е. создаются оптимальные условия для поднятия деталей из бункера захватами.
Пределы угла отгиба пластин ворошителя а 45-90° (фиг. 3) выбраны по следующим причинам. Угол отгиба более 90° образует сужение пространства между отогнутой плоскостью пластины ворошителя и конвейером в районе пластины. Это создает условия заклинивания деталей между пластиной ворошителя и конвейером при проходе через бункер. Захват деталей в этом случае приводит к подъему их без сброса в лоток 11, а при подходе к бункеру через полный оборот конвейера ворошитель с зажатыми деталями не проходит в щель бункера и происходит поломка устройства. Угол загиба менее 45° дает малое отклонение конца пластины от перпендикуляра к конвейеру и следовательно недостаточное перемеще0
ние деталей в бункере в параллельное конвейеру положение, в силу чего ворошитель становится малоэффективным. Более того, приближаясь к перпендикуляру, отогнутый менее чем на 45° конец пластины воздействует на детали, параллельные конвейеру, поворачивая их в положение, перпендикулярное конвейеру, неудобное для захвата. Угол а 45-90° обеспечивает наиболее эффективное взаимодействие пластин ворошителя с подаваемыми деталями и исключает их заклинивание в пластинах.
Формула изобретения
Устройство для подачи круглых плоских деталей и колец, включающее загрузочный бункер, проходящий через него бесконечный конвейер с захватами деталей и ворощитель, отличающееся тем, что, с целью повыщения производительности, надежности
работы и упрощения конструкции, ворошитель выполнен в виде по меньшей мере двух Г-образных пластин, установленных перпендикулярно поверхности конвейера на противоположных его краях в местах крепления захватов и на расстоянии одна от другой по длине конвейера не менее одного шага захватов, при этом отогнутые концы Г-образных пластин расположены под углом 45-90° на разном расстоянии от поверхности конвейера и повернуты к плоскости
симметрии конвейера, а передние по ходу конвейера торцы Г-образных пластин выполнены со скосом в сторону, противоположную направлению движения конвейера, с возможностью образования с линией горизонта угла 10-45°, причем в днище загрузочного бункера выполнены Г-образные прорези по форме, соответствующей Г-об- разным пластинам для прохода последних через загрузочный бункер.
// / X/////////X7//Xxl
с(
сриг.2
-5(, :6ери(/тф
Лиг.З М
Вид В
/4
ФагЛ
Фиа5
5 5
| Бункерное загрузочное устройство | 1975 |
|
SU544534A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ЭЛЕВАТОРНОЕ БУНКЕРНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 1972 |
|
SU426791A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
