Вторичное охлаждение на установках непрерывной разливки металла известно. Например, в зоне вторичного охлаждения применяют роликовые обоймы для предохранения слитка от раздутия.
Конструкция этих обойм, состоящая из роликов, прижатых к слябу широких его сторон, не обеспечивает достаточной жесткости слитка, так как в просветах между роликами (расстояние между роликами составляет 150-250 мм) слиток иногда раздувается, что приводит к прорыву металла. Стремление к сокращению расстояния между роликами приводит к почти полному перекрытию поверхности слитка и ухудшает условия охлаждения слитка водой.
Кроме этого, сложность и дороговизна изготовления роликовых обойм, низкая стойкость в эксплуатации создают нецелесообразность применения их на промышленных установках с большой производительностью. Опыт разливки слитков различных сечений показал, что слитки шириною граней до 300 мм к раздутию не расположены и роликовых обойм не требуют.
Предлагаемое устройство выполнено с вертикально установленными подпружиненными направляющими, имеющими внешнее охлаждение. Расстояние между направляющими принимают не менее 200 мм. .
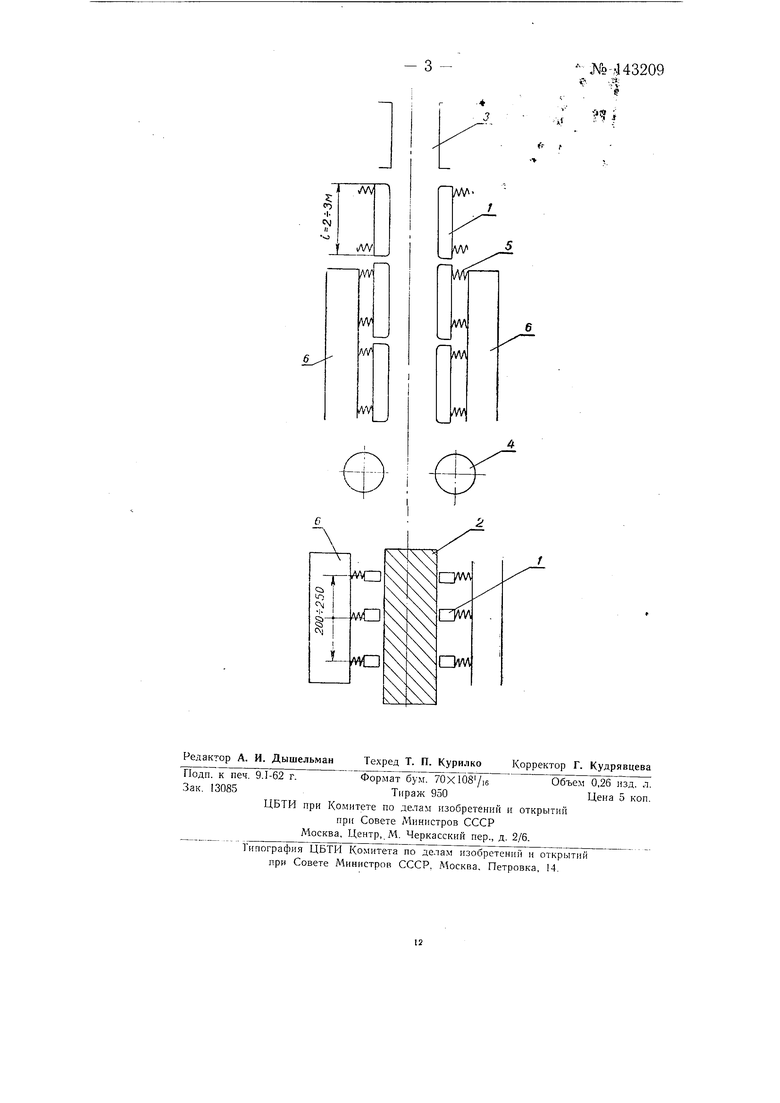
На чертеже показана принципиальная схема устройства вторичного охлаждения на установке непрерывной разливки стали.
Устройство состоит из нескольких чугунных направляющих /, расположенных с каждой стороны широкой стенки сляба 2. По высоте направляющие выполнены из двух секций и установлены параллельно оси установки от низа кристаллизатора 3 до верхнего валка тянущей клети 4. Каждая секция направляющих крепится своими концами к двум траверсам со спиральными пружинами 5, которые прижимаются к
№ 143209 - 2 t усилием каждой пружины до 3 т. Такое натяжеТн Удерж Мет слиток от раздутия. Между направляющими ;ен1 ШоЙяий1 фс|Л1Нки-брызгала, которые подают воду вторич1аж|(|.11ия л| пза|средсдвенно на слиток 2.
процессе испытания | устройства было установлено, что более откр1||тая n B l flfiocTb cjTHTila - доступная к непосредственному охлаждени1|| е водой«%о: ДЙёТ возможность равномерного отвода тепла со всей поверхности слитка, что обеспечивает правильную геометрию слитка.
Применение направляющих вместо роликов значительно уменьщаст затраты на изготовление системы вторичного охлаждения и ремонты ее, позволяет быстро ликвидировать последствия прорывов металла, упрощает обслуживание системы вторичного охлаждения.
Образование на поверхности слитка местных, неглубоких (до 2 мм) полосок от контактирующих с ним брусьев на качество слитка отрицательного влияния не оказывает.
В заключениях Института Стальпроект и Ново-Тульского металлургического завода отмечена полезность устройства.
Предмет изобретения
Вторичное охлаждение на установке непрерывной разливки металла, отличающееся тем, что, с целью предупреждения раздутия слитка в зоне вторичного охлаждения, вертикально установлены подпружиненные направляющие, имеющие внещнее охлаждение, с расстояниями между ними не менее 200 мм.
- № ,443209
о
e .
,tS: - 

| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывной разливки стали | 1961 |
|
SU150988A1 |
| Установка для непрерывной разливки металла | 1955 |
|
SU105784A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1677925C |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТЫХ ПЛОСКИХ СЛИТКОВ В ТВЕРДОЖИДКОМ СОСТОЯНИИ | 1990 |
|
RU1677927C |
| Устройство для вторичного охлаждения слитка установки непрерывной разливки стали | 1963 |
|
SU461789A1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2033303C1 |
| Способ непрерывной разливки металлов | 1980 |
|
SU950487A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041009C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1973 |
|
SU383525A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1998 |
|
RU2136438C1 |