Изобретение относится к металлургии, в частности к непрерывной разливке металлов.
Известна машина непрерывного литья заготовок, содержащая кристаллизатор, зону вторичного охлаждения с роликовыми секциями, ролики, которые установлены в подшипниках, расположенных за пределами габаритов полости кристаллизатора параллельно технологической оси машины (см. В. П.Григорьев и др. "Конструкция и проектирование агрегатов сталеплавильного производства", Москва, 1995 г., с.419-423, рис.226, с.468-474) - прототип.
Недостатком указанной конструкции является быстрый износ и выход из строя подшипников вследствие малого расстояния от поверхности подшипника до поверхности затвердевающего слитка (горячей зоны), имеющего температуру 1000-1100oC. Это приводит к поломке подшипников, прекращению вращения их и требует дальнейшего демонтажа ролика с заменой подшипников, что существенно сокращает срок службы подшипников и роликов и требует постоянных ремонтов машины непрерывного литья.
Отличие предложенной конструкции состоит в том, что в машине непрерывного литья заготовок, содержащей кристаллизатор, зону вторичного охлаждения с роликовыми секциями, ролики которых установлены в подшипниках, при этом подшипники роликов, расположенные за пределами габаритов полости кристаллизатора параллельно технологической оси машины, установлены так, что расстояние между центрами подшипников определяют из следующей зависимости:
l = k • b,
где k - коэффициент, зависящий от соотношения сторон полости кристаллизатора, и составляет 1-3,
b - максимальная ширина полости кристаллизатора, м.
Это позволят существенно увеличить срок службы подшипников, а следовательно, и стойкость роликов, увеличив при этом межремонтное время работы роликовых секций, значительно сократив при этом затраты на ремонт.
Уменьшение соотношения "k" менее единицы приводит к снижению стойкости подшипников, а увеличение соотношения более 3,0 может привести к деформации ролика (его износу) вследствие большого расстояния между его опорами.
Коэффициент k при этом для слябовых машин стремится к минимальному значению, а для блюмовых машин к максимальному, то есть определяется соотношением толщины и ширины отливаемой заготовки.
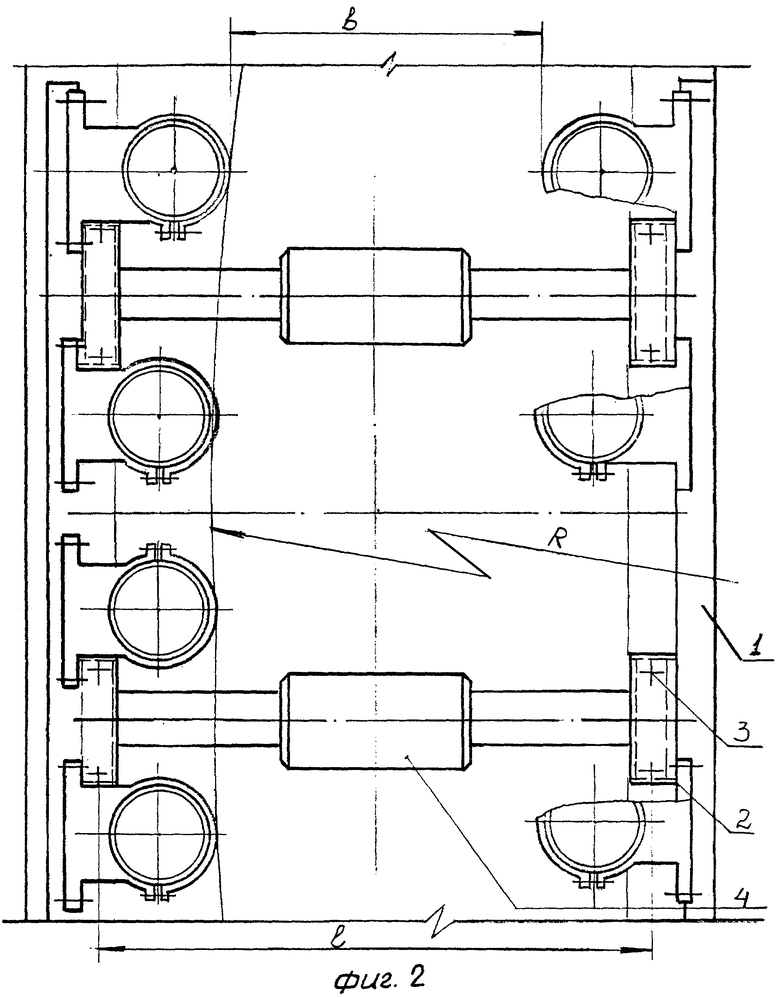
Сущность изобретения поясняется чертежом, где на фиг.1 изображен поперечный разрез роликовой секции, на фиг.2 - продольный разрез. Роликовая секция содержит раму 1, в которой выполнены гнезда 2 для подшипников 3. В подшипниках установлены ролики 4. Каждый ролик с обоих концов имеет шейки 5 (диаметром d1), которые непосредственно входят в подшипники, в средней части ролик (в зоне непосредственного контакта со слитком) выполнен большего диаметра (d2), чем диаметр шейки, при этом соотношение диаметров d1/d2 и расстояние между центрами подшипников выбираются из условий: чтобы сохранялась достаточная жесткость роликов (так как прогиб роликов не допускается) и подшипники были бы вынесены из "горячей зоны" (т.е. максимально удалены от поверхности затвердевающей заготовки). Как показали результаты испытаний при непрерывном литье блюмовых заготовок, расстояние может составлять 2-3 ширины отливаемой заготовки (b), а при литье слябов - 1-1,5 максимальной ширины отливаемого сляба.
Машина непрерывного литья блюмовых заготовок работает следующим образом. Расплавленный металл через разливочное устройство подаетя в кристаллизатор, где происходит его первичное охлаждение, при соприкосновении его с охлаждаемыми медными стенками. После выхода затвердевающей заготовки из кристаллизатора, он попадает в зону вторичного охлаждения, состоящего из роликовых секций, с помощью которых слиток поддерживает свою геометрическую форму. В этой зоне осуществляется вторичное охлаждение непрерывнолитой заготовки с помощью форсунок, располагаемых обычно между роликами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК И ОПОРНЫХ ЭЛЕМЕНТОВ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1996 |
|
RU2098227C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ РЕМОНТА КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И КРИСТАЛЛИЗАТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2098222C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1994 |
|
RU2079389C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ КРИСТАЛЛИЗАТОРА ДЛЯ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2106225C1 |
| УСТРОЙСТВО ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1996 |
|
RU2108199C1 |
| КРИСТАЛЛИЗАТОР МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2120347C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ ВТОРИЧНОГО ОХЛАЖДЕНИЯ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2010 |
|
RU2440213C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ | 1992 |
|
RU2017571C1 |
Изобретение относится к металлургии, в частности к непрерывной разливке металлов. Машина непрерывного литья заготовок содержит кристаллизатор, зону вторичного охлаждения с роликовыми секциями. Ролики установлены в подшипниках. Подшипники расположены за пределами габаритов полости кристаллизатора. Расстояние l между центрами подшипников определяют из следующей зависимости l = k • b, где k - коэффициент, зависящий от соотношения сторон полости кристаллизатора и составляет 1,0-3,0; b - максимальная ширина полости кристаллизатора. Изобретение позволяет увеличить срок службы подшипников, стойкость роликов, сохранить затраты на ремонт. 2 ил.
Машина непрерывного литья заготовок, содержащая кристаллизатор, зону вторичного охлаждения с роликовыми секциями, ролики которых установлены в подшипниках, расположенных за пределами габаритов полости кристаллизатора параллельно технологической оси машины, отличающаяся тем, что расстояние l между центрами подшипников определяют из следующей зависимости:
l = k • b,
где k - коэффициент, зависящий от соотношения сторон полости кристаллизатора и составляет 1,0 - 3,0;
b - максимальная ширина полости кристаллизатора, м.
| Григорьев В.П | |||
| и др | |||
| Конструкции и проектирование агрегатов сталеплавильного производства | |||
| - М.:МИСиС, 1995, с.419 - 423, рис | |||
| Переносное устройство для вырезания круглых отверстий в листах и т.п. работ | 1919 |
|
SU226A1 |
| GB 1112832 A, 04.08.65 | |||
| МНИЧЕСКАЯ '" | 0 |
|
SU271739A1 |
| Поддерживающее устройство машины непрерывного литья | 1975 |
|
SU571178A3 |
| Роликовая проводка машины непрерывного литья заготовок | 1990 |
|
SU1734932A1 |
| RU 94010474 A1, 10.11.95. | |||
