: Изобретение относится к электрофи- фическим и электрохимическим методам фбработки и, в частности, касается- вырезной электроэрозионной обработки проволочным электродом-инструментом. ; Цель изобретения - повышение производительности при вьшолнении базиро™ ания проволочного электрода-инструмента относительно плоскостей обра- ((атываемой заготовки.
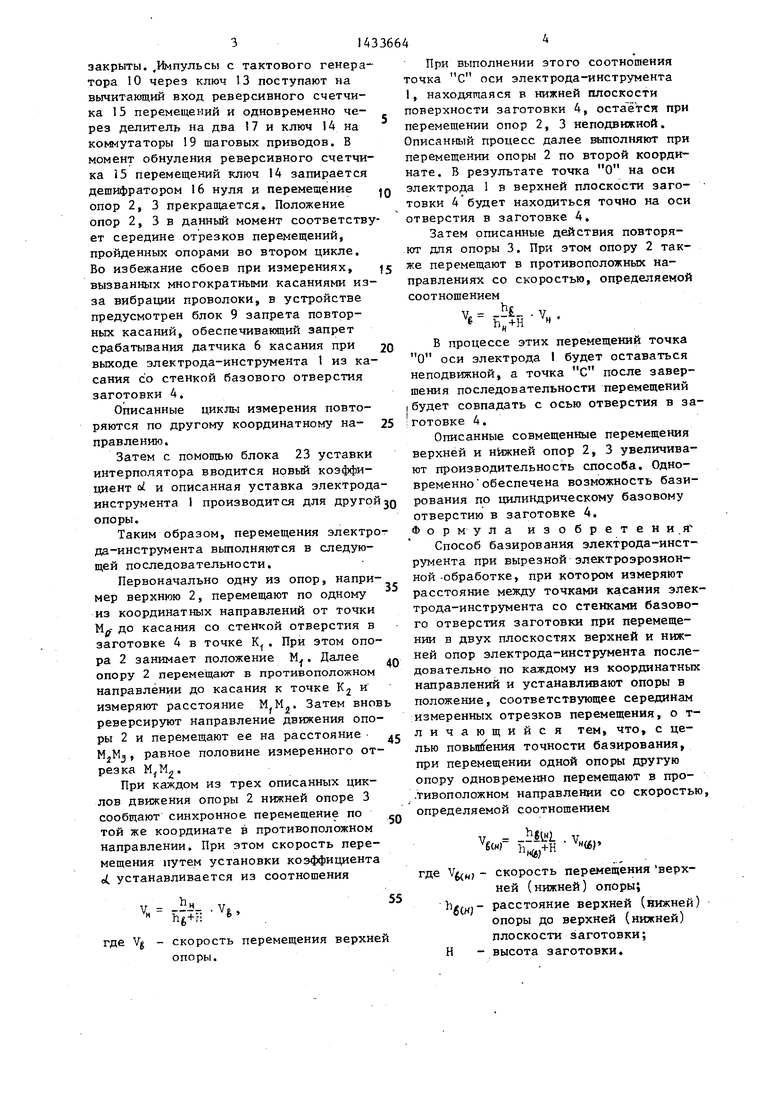
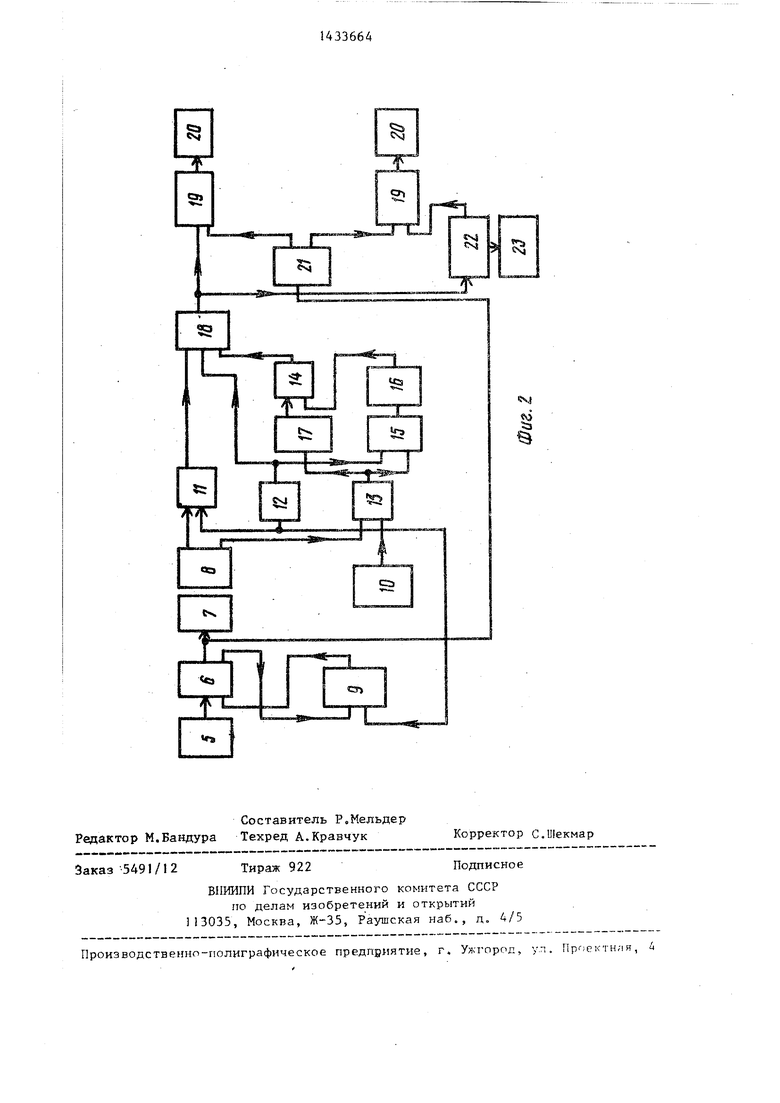
На фиг, 1 представлена схема пере- ьгещения электрода-инструмента при пыполнении способаJ на фиг, 2 - блок- схема устройства для реализации спо- (;оба.
Проволочный электрод-инструмент 1 :;акреплен в верхней опоре 2 и нижней опоре 3. Во время перемещений опоры
3 занимают промежуточные положения jj-M и NQ-H. Точки касания электро- -инструмента 1 с плоскостями заготовки 4 обозначены К,, К, характер- ifbie положения электрода-инструмен1 - О, С.
Верхняя опора 2 установлена на расстоянии h от верхней плоскости
аготовки 4, Нижняя опора установлена ijta расстоянии от нижней плоскости ;1аготовки 4. Заготовка 4 имеет высо-
fy н. .
1 Устройство для реализации предлагаемого способа содержит межэлектрод- гый промежуток 5, датчик 6 касания
лектрода-инструмента 1 с заготовкой
, счетчик 7 циклов перемещения, де
и ифратор 8 циклов перемещения, блок запрета повторных касаний, такто- Еый генератор 10, управляющие ключи 11-14, реверсивньй счетчик 15 пере- ещений, дешифратор 16 нуля счетчика ll5, делитель на дйа.17 схему 18 сов г|адения (по схеме ИЛИ), коммутаторы 1|9 шагового привода, шаговые приводы 4о, триггер 21 направления перемеще- НИИ, управляемый коммутатором шаго- йых приводов, блок 22 интерполятора, Обеспечивающий синхронную передачу Импульсов, поступающих на его вход с заданным коэффициентом пересчета, влок 23 уставки (коэффшщента пересчета) интерполятора.
Способ реализуется следующим об- разом.
В исходном состоянии проволочный электрод-инструме т 1 занимает произвольное положение внутри базового отверстия заготовки 4.
Q
0
5
о
5
0
5 Q
5
С помощью блока 23 уставки интерполятора обеспечивают требуемый коэффициент пересчета числа импульсов шаговых приводов 20, Коэффициент пересчета d. устанавливают в соответствии с соотношением
оС-
H+hgt«j ,
Далее запускают тактовый генератор 10 импульсов и вьтолняют автоматичес- кз установку электрода-инструмента 1 по одной из координат. Установка осуществляетЬя в три цикла. В первом цикле, соответствующем нулевому состоянию сметчика 7 циклов, ключ 11 находится в открытом состоянии, ключи 12 и 13 сигналами дешифратора 8 циклов закрыты. Импульсы тактового генератора 10 через ключ 11 непосредственно поступают на коммутатор 19 шагового привода одной из опор 2 или 3 и с коэффициентом пересчета et, 1 через блок 22 интерполятора на коммутатор 9 шагового привода другой опоры 3 или 2.
Направление перемещения опор 2, 3 определяется состоянием триггера 21 направления. При любом состоянии триггера 21 направления опоры 2, 3 перемещаются в противоположных направлениях..
При касании электрода-инструмента I стенок базового отверстия заготовки 4 датчик 6 касания вырабатьгоает сигнал, который опрокидьшает триггер 21 направления, реверсируя направления перемещений шаговых приводов 20. Одновременно с этим счетчик 7 циклов переходит в следующее состояние, соответствующее второму циклу, и дешифратор 8 циклов закрывает ключ 11, открьгоает ключ 12.
Импульсы с тактового генератора 10 через ключ 12 поступают на коммутаторы 19 шаговых приводов и одновремен- но на суммирующий вход реверсивного счетчика 15 перемещений. Второй цикл заканчивается при повторном касании электрода-инструмента 1 со стенкой базового отверстия заготовки 4. Сигнал с датчика 6 касания опрокидывает триггер 21 направления, реверсируя при этом направление перемещений шаговых приводов 20. Счетчик 7 циклов переходит в состояние третьего цикла, ключ 13 открывается, ключи 11 и 12
314
закрыты..Импульсы с тактового генератора 10 через ключ 13 поступают на вычитающий вход реверсивного счетчика 15 перемещений и одновременно через делитель на два 7 и ключ 14 на коммутаторы 19 шаговых приводов. В момент обнуления реверсивного счетчика 15 перемещений ключ 14 запирается дешифратором 16 нуля и перемещение опор 2, 3 прекращается. Положение опор 2, 3 в данньй момент соответствует середине отрезков перемещений, пройденных опорами во втором цикле. Во избежание сбоев при измерениях, вызванных многократными касаниями из- за вибрации проволоки, в устройстве предусмотрен блок 9 запрета повторных касаний, обеспечивающий запрет срабатывания датчика 6 касания при выходе электрода-инструмента 1 из касания со стенкой базового отверстия заготовки 4.
Описанные циклы измерения повторяются по другому координатному на- правлению.
Затем с помощью блока 23 уставки интерполятора вводится новый коэффициент ui и описанная уставка электрода инструмента 1 производится для другой
опоры.
Таким образом, перемещения электрода-инструмента вьшолняются в следующей последовательности.
Первоначально одну из опор, например верхнюю 2, перемещают по одному из координатных направлений от точки М до касания со стенкой отверстия в
заготовке 4 в точке К . 2 занимает положение
При
М,
этом опо- Далее
Ра f- .
опору 2 перемещают в противоположном направлении до касания к точке К2 и измеряют расстояние MM,j. Затем внов реверсируют направление движения опоры 2 и перемещают ее на расстояние MjM, равное половине измеренного отрезка MjM.
При каждом из трех описанных циклов движения опоры 2 нижней опоре 3 сообщают синхронное перемещение по той же координате в противоположном направлении. При этом скорость перемещения 1тутем установки коэффициента et устанавливается из соотношения
V
Ь .VP hfe+H fc
где Vj - скорость перемещения верхней опоры.
0
50
При выполнении этого соотношения точка с оси электрода-инструмента I, находящаяся в нижней плоскости поверхности заготовки 4, остаётся при перемещении опор 2, 3 неподвижной. Описанный процесс далее выполняют при перемещении опоры 2 по второй координате. В результате точка О на оси электрода 1 в верхней плоскости заготовки 4 будет находиться точно на оси отверстия в заготовке А,
Затем описанные действия повторяют для опоры 3. При этом опору 2 также перемещают в противоположных направлениях со скоростью, определяемой соотнощением
V. - iЬн+Н
н
В процессе этих перемещений точка О оси электрода I будет оставаться
после заверэлектрода
неподвижной, а точка С щения последовательности перемещений I будет совпадать с осью отверстия в за- :готовке 4.
Описанные совмещенные перемещения верхней и нижней опор 2, 3 увеличивают производительность способа. Одновременно обеспечена возможность базирования по цилиндрическому базовому отверстию в заготовке 4. Формула изобретени.я
Способ базирования электрода-инструмента при вырезной электроэрозионной -обработке, при котором измеряют расстояние между точками касания электрода-инструмента со стенками базового отверстия заготовки при перемещении в двух плоскостях верхней и нижней опор электрода-инструмента последовательно по каждому из координатных направлений и устанавливают опоры в положение, соответствующее серединам измеренных отрезков перемещения, о т- личающийся тем, что, с целью повыйения точности базирования, при перемещении одной опоры другую опору одновременно перемещают в противоположном направлении со скоростью, определяемой соотношением
V - eiyl V WH «tf)
где скорость перемещения верхней (нижней) опоры;
h(j- расстояние верхней (нижней) опоры до верхней (нижней) плоскости заготовки;
Н - высота заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2639418C1 |
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ ПРОВОЛОЧНОГО ЭЛЕКТРОДА НА ВЫРЕЗНЫХ ЭЛЕКТРОЭРОЗИОННЫХ СТАНКАХ | 2014 |
|
RU2572678C1 |
| Способ электроэрозионной обработки | 1981 |
|
SU1085737A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ СТАНОК | 1996 |
|
RU2098242C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ ВЫРЕЗНОЙ АВТОМАТИЗИРОВАННЫЙ СТАНОК | 2008 |
|
RU2399465C1 |
Изобретение относится к машиностроению, в частности к вырезной электроэрозионной обработке. Целью изобретения является повышение производительности при совмещении проволочноМ/ го электрода-инструмента с осью фазо- . вого отверстия заготовки. Последовательно измеряют расстояние MjMj и MjM при перемещении опоры 2 по каждому из координатных направлений между точками касания электрода- инструмента 1 со стенками базового отверстия в заготовке 4. Противоположную опору синхронно перемещают в противоположном направлении со скоростью V Ь„: (hj+H)V , где Н - высота заготовки; V - скорость перемещения верхней (нижней) опоры; h. расстояние верхней (нижней) опоры до верхней (нижней) плоскости заготовки. Затем процесс повторяют для нижней опоры 3. 2 ил. SS (Л Фиг.1
| Авторское свидетельство СССР № 1174195, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
