Изобретение относится к области машино-, приборостроения, в частности к электроэрозионной обработке (ЭЭО) изделий повышенной точности (например, изделий матричной и штамповой оснастки, копиров, шаблонов, лекал, инструментов для высадки и выдавливания с поверхностями практически любой конфигурации и из любых токопроводящих материалов) проволочным электродом-инструментом (ЭИ) на электроэрозионных вырезных станках с ЧПУ.
Известен способ ЭЭО изделий, включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой управляющей программой (УП), с использованием энергии упругих ультразвуковых колебаний (УЗК), которые накладывают на верхнюю направляющую инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижнюю направляющую инструментальной скобы при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ с амплитудой УЗК Аузк, мм: Аузк=b⋅tg(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град, частотой УЗК fузк, кГц, равной частоте импульсов генератора импульсов (ГИ) станка fги, кГц, и периодом повторения УЗК τузк, мкс, равным периоду повторения импульсов ГИ τпр, мкс (см. Патент RU 2467841 С1, МКП В23Н 7/06. Способ электроэрозионной обработки изделий проволочным электродом-инструментом / Д.В. Кравченко, А.О. Уланова - №2011120707/2; заявл. 20.05.2011; опубл. 27.11.2012. Бюл. №33).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе при реализации ЭЭО проволочным ЭИ обеспечивается выравнивание боковой поверхности по вертикали и ликвидируется ожидаемый уклон α этой боковой поверхности только для пуансона (изделие с охватываемой боковой поверхностью), при этом противоположная боковая поверхность матрицы (изделие с охватывающей боковой поверхностью) формообразуется при наличии недопустимого уклона α, т.е. не происходит выравнивание этой боковой поверхности по вертикали, что является недостатком, присущим известному способу ЭЭО проволочным ЭИ.
Сущность изобретения заключается в решении задачи по разработке варианта ЭЭО проволочным ЭИ, практическая реализация которого позволит исключить вероятность возникновения уклонов α боковых формообразуемых поверхностей пуансона и матрицы, т.е. при ЭЭО проволочным ЭИ одновременно в рамках технологической операции получить два изделия (пуансон и матрицу) со строго вертикальными боковыми поверхностями.
Технический результат - одновременное в рамках технологической операции обеспечение заданной точности размерной ЭЭО изделий (пуансона и матрицы) проволочным ЭИ и повышение производительности обработки за счет совмещения во времени формообразования сразу двух изделий (матрицы и пуансона).
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе ЭЭО изделий проволочным ЭИ формообразование заданной поверхности изделия осуществляется на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой УП, с использованием энергии УЗК, которые накладывают на верхнюю направляющую инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижнюю направляющую инструментальной скобы при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ с амплитудой УЗК Аузк, мм: Аузк=b⋅tg(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град, частотой УЗК fузк, кГц, равной частоте импульсов генератора импульсов (ГИ) станка fги, кГц, и периодом повторения УЗК τузк, мкс, равным периоду повторения импульсов ГИ τпр, мкс.
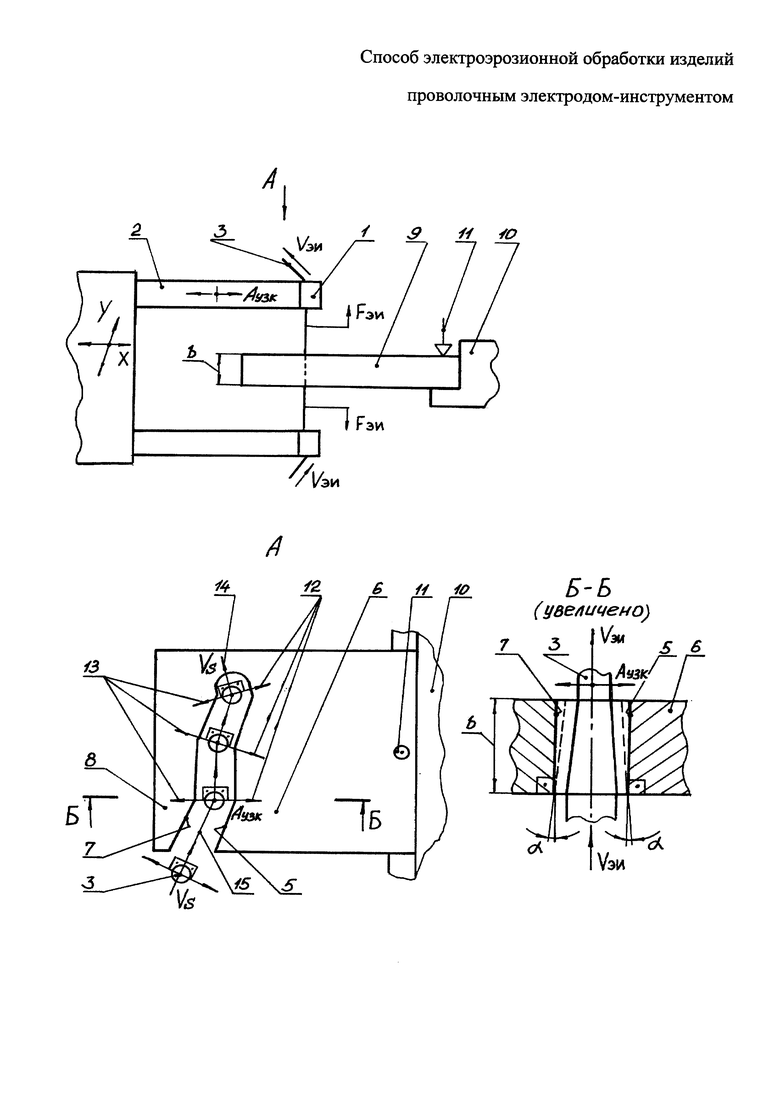
Особенность заявляемого способа заключается в том, что УЗК накладывают на верхнюю направляющую 1 инструментальной скобы 2 станка при направлении подачи ЭИ 3 в зону обработки снизу вверх или нижнюю направляющую 4 инструментальной скобы 2 при направлении подачи ЭИ 3 в зону обработки сверху вниз поочередно, сначала в направлении к формообразуемой поверхности 5 пуансона 6 (изделие с охватываемой боковой поверхностью), затем в направлении к формообразуемой поверхности 7 матрицы 8 (изделие с охватывающей боковой поверхностью). При этом время tн, мин, поочередного изменения направления УЗК должно быть меньше или равно времени tд, мин, дискретного перемещения проволочного ЭИ 3: tд=Д/Vs, где Д - дискретность шагового двигателя привода перемещения инструментальной скобы 2 станка с закрепленным в ней проволочным ЭИ 3, мм; Vs - скорость подачи проволочного ЭИ 3, мм/мин.
На чертеже изображен технологический эскиз начала ЭЭО проволочным ЭИ 3 по предлагаемому способу, который может быть реализован на базе электроэрозионных вырезных станков с контурной системой ЧПУ при работе линейно-кругового интерполятора (СВЭИ - 2, СВЭИ - 7, 4532Ф3, AGIECUT 200, ROBOFIL 4020, FANUC ROBOCUT α - 1iC и др.), подверженных предварительной модернизации (установка ультразвукового оборудования), чтобы обеспечить возможность воздействия УЗК на элементы технологической системы этих станков (верхнюю 1 или нижнюю 4 направляющие инструментальной скобы 2) следующим образом.
Заготовку в виде пластины 9, изготовленной из токопроводящего материала, устанавливают на столе 10 электроэрозионного вырезного станка с ЧПУ и закрепляют прихватом 11. После погружения заготовки 9 в ванну с диэлектрической рабочей жидкостью (условно не показана), задания необходимых показателей электрического режима обработки от ГИ, скорости перемотки VЭИ и силы натяжения FЭИ ЭИ 3, включают оборудование для генерации упругих УЗК, которые накладывают на верхнюю 1 или нижнюю 4 направляющую инструментальной скобы 2, в зависимости от направления подачи ЭИ 3 в зону обработки, соответственно, снизу вверх или сверху вниз, поочередно за период времени tн, сначала в направлении 12 к формообразуемой поверхности 5 пуансона 6 (изделие с охватываемой боковой поверхностью), затем в направлении 13 к формообразуемой поверхности 7 матрицы 8 (изделие с охватывающей боковой поверхностью) перпендикулярно направлению 14 движения ЭИ 3, обозначенном на виде А стрелками, с необходимой амплитудой Аузк, частотой fузк и периодом повторения τузк и одновременно с этим реализуют согласованные координатные перемещения по осям X и Y по траектории 15 проволочного ЭИ 3 с заданной скоростью подачи Vs на формообразование боковых поверхностей пуансона 6 и матрицы 8. В результате ЭЭО проволочным ЭИ 3 одновременно (совмещением во времени) получают изделия (пуансон 6 матрицу 8) со строго вертикальными боковыми поверхностями, соответственно, 5 и 7 (разрез Б-Б).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2640689C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423209C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423208C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
Изобретение относится к электроэрозионной обработке (ЭЭО) сложнопрофильных изделий повышенной точности проволочным электродом-инструментом (ЭИ) на электроэрозионных многокоординатных вырезных станках с ЧПУ, дополнительно оснащенных оборудованием для генерации упругих ультразвуковых колебаний (УЗК). Способ включает формообразование заданных поверхностей изделий на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой управляющей программой (УП). Способ ЭЭО изделий проволочным ЭИ осуществляют с использованием энергии УЗК, которые накладывают на верхнюю направляющую инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижнюю направляющую инструментальной скобы при направлении подачи ЭИ в зону обработки сверху вниз поочередно, сначала в направлении к формообразуемой поверхности изделия с охватываемой боковой поверхностью, затем в направлении к формообразуемой поверхности изделия с охватывающей боковой поверхностью. Способ обеспечивает одновременное получение двух изделий в виде пуансона и матрицы со строго вертикальными боковыми поверхностями. 1 з.п. ф-лы, 1 ил.
1. Способ электроэрозионной обработки (ЭЭО) заготовки проволочным электродом-инструментом (ЭИ) с получением изделий в виде пуансона и матрицы, включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой управляющей программой (УП), с использованием энергии упругих ультразвуковых колебаний (УЗК), которые накладывают на верхнюю направляющую инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижнюю направляющую инструментальной скобы при направлении подачи ЭИ в зону обработки сверху вниз в направлении к формообразуемой боковой поверхности изделия перпендикулярно направлению движения ЭИ с амплитудой УЗК Аузк, мм: Аузк=b·tg(α), где b - толщина изделия, мм; α - ожидаемый уклон боковой формообразуемой поверхности изделия, град., частотой УЗК fузк, кГц, равной частоте импульсов генератора импульсов (ГИ) станка fги, кГц, и периодом повторения УЗК τузк, мкс, равным периоду повторения импульсов ГИ τпр, мкс, при этом УЗК накладывают на верхнюю направляющую инструментальной скобы станка при направлении подачи ЭИ в зону обработки снизу вверх или нижнюю направляющую инструментальной скобы при направлении подачи ЭИ в зону обработки сверху вниз поочередно, сначала в направлении к формообразуемой поверхности изделия с охватываемой боковой поверхностью в виде пуансона, а затем в направлении к формообразуемой поверхности изделия с охватывающей боковой поверхностью в виде матрицы.
2. Способ по п. 1, отличающийся тем, что время tн, мин, поочередного изменения направления УЗК устанавливают меньшим или равным времени tд, мин, дискретного перемещения проволочного ЭИ: tд=Д/Vs, где Д - дискретность шагового двигателя привода перемещения инструментальной скобы станка с закрепленным в ней проволочным ЭИ, мм; Vs - скорость подачи проволочного ЭИ, мм/мин.
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423208C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423209C1 |
| US 9085037 B2, 21.07.2015 | |||
| JPS 2001170822 A, 26.06.2001. | |||

