114
Изобр бтение относится к сварочному производству, а именно к оборудованию для контактной сварки, и может быть использовано для утгравления пнев моприволом сжатия электродов машин точечной роликовой и рельефной сварки при внезапном исчезновении электро э нергии о
; Цель изобретения - повышение ка-- I чества сварного соединенргя за счет I исключения прожога свариваемых изде I ЛИЙ при вназапнои исчезновении элект- : роэнергии,,
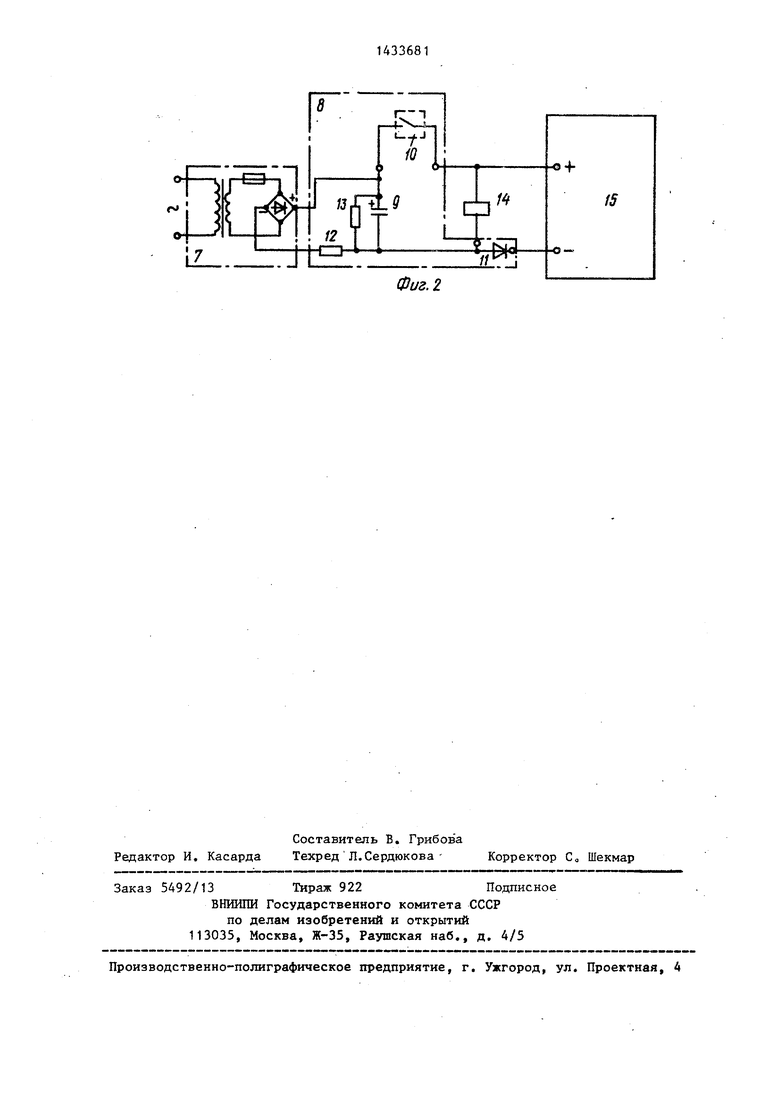
: На фиг э 1 показаны кривые ynpaBjre i кия приводом сжатия электродов маши- : ны контактной сварки,1 на фиг о 2 - : устройство для управлвния пневмопри- водом снсатия электродов м.апмны кон°- ; тактной сварки г,
На фиг о 1 приняты следутощие обозна ; чения ; 1 т арактеристика тока и
его спада во вторичном коктЗ ре| 2 ; кривая изменения усилий сжатия элект : родов по установленному аиклу, 3 - кривая времени срабатывания электро пневматического клапана при исчезно- : вении электроэнергии в моменты А и В : 4 - кривая времени спада тока во вто ричной цепи маинны в моменты А и В исчезновения злектроэнерг.1ж;| 5 кривая временной задержхси с Т С в но
мент А§ б - кривая временной задержки с С Т в момент А, А - момент
Устройство содержит автономньй источник 7 питания в виде понижакяце го трансформатора с выпрямителем, блок 8 временной задержки, содержащи конденсатор 9, магнитозгправляемьй
: окончания сварки В -- момент во время 35 контакт 10,, диод 11 гальванической
с
0
5 0
5
Rj - сопротивление катушки эл ктро- пневматичес- кого плана. Ом; С - емкость
конденсатора;
1 - ток во вторичной цепи машины,
А;
Lj - индуктивность вторичной цепи машины;
Rg - активное
сопротивление вторичной цепи;
U,j - вторичное напряжение трансформатора .машины, В,
30
и отключают временную задержку при спаде тока во, вторичной цепи до 60 А.
Устройство содержит автономньй источник 7 питания в виде понижакяце- го трансформатора с выпрямителем, блок 8 временной задержки, содержащий конденсатор 9, магнитозгправляемьй
35 контакт 10,, диод 11 гальванической

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления режимом точечной контактной электросварки | 1979 |
|
SU872114A1 |
| Машина для контактной стыковой сварки оплавлением | 1983 |
|
SU1107981A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Прерыватель тройного действия для точечной сварки | 1948 |
|
SU83455A1 |
| Устройство для ограничения напряжения холостого хода сварочного трансформатора | 1974 |
|
SU647076A1 |
| Устройство для контроля состояния контактных поверхностей | 1973 |
|
SU499071A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ И РОЛИКОВОЙ ЭЛЕКТРОСВАРКИ | 1966 |
|
SU223957A1 |
| КОММУТАТОР АВТОМОБИЛЬНОГО СВАРОЧНОГО АГРЕГАТА | 2001 |
|
RU2191098C1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ НАПРЯЖЕНИЯ | 1994 |
|
RU2129330C1 |

Изобретение относится к сварочному производству, а именно к способам и устройствам уп авления машиной контактной сварки, и может быть использовано для управления пневмопри™ водом сжатия электродов машин точеч ной роликовой и рельефной сварки при внезапном исчезновении электроэнергии Целью изобретения является повьш1ение качества сварного соединения за счет исключения прожога свариваемых изделий при внезапном исчезнойении электроэнергии Для этого в устройство, содержащее блок управления и электропневматический клапан с катушкой электромагнита, введены автономный источник питания и блок временной задержки, состоящий из конденсатора, диода и магнитоуправляемого контакта, размещенного на токоподводе сварочной машины. При внезапном исчезнове- НИИ электроэнергии отвод электродов производят с временной задержкой Т:: где € - время задержки, с; Т - время спада тока-от запасенной энергии во вторичной цепи, с, и тока во вторичной цепи до 60 А. Отвод электродов производится от срабатывания катушки электромагнита электропневматического клапана, получающего питание от разряда конденсатора через магнито- управляемый контакт, который также и отключает катушку электромагнита электропневматического клапана от конденсатора при падении тока во вторичной цепи машины до 60 А, 2с. и 1 . ф-лы, 2 ил о из 03 ляь -гя -vEazni s
проведения сварки; с. - задерж- ки| Т время спада тока : время срабатывания злектропневматимеского 1шапана| Рц усилие сжатия при
ковкеI Fgg усилие скат.ия при сварке 40
R С - величина разрядного контура
14
временной задержки . сварки
I - то к отключения временной за™ огх,л
держки о
При осуществлении способа управ- g ления Bpei-Bi задержки на отвод электрода при внезапном исчезновении электроэнергии в-лбирают из /словия
f-ь. т
(- - J- .,
де Т R-,
il
i.nv
I4R.J
.c
время спада тока от запасенной энергии во вторичной цепи: ма01И
НЫз С|
apei/iH задержки 5, с §
0
g
0
5
развязки и резисторы 12 и 13. К катушке 14 электропневматического клапана параллельно подключены блок 8 временной задержки и блок 15 управления „
Устройство работает следующим образом,
В обычном цикле работы машины устройство не участвует, но питание от автономного источника 7 питания подается через резистор 12 на конденсатор 9, который заряжается до определенной полярности и величины, необходимых для срабатывания (втягивания якоря) катушки 14 злектромагнита электропневматического клапана, сопротивление которой 60 Ом. При этом магнит оуправляемый контакт 10 раскрыт, а конденсатор 9 остается заряженнымо Управление катушкой 14 электропневматического клапана осуществляется от блока 15 управления. Напряжение, подаваемое по команде из блока 15 управления на катушку 1А, по величине и полярности одинаково с напряжением и полярностью конденсатора 9.
При команде Сжатие электродов с блока 15 управления на катушку 14 подается напряжение, срабатывает электропневматический клапан, и электроды сжимают свариваемые детали. После сжатия электродов блок 15 уп- равления разрешает провести цикл сварки, согласно которому через электроды и свариваемое изделие проходит сварочный ток, создавая вокруг токо- подводов электромагнитное поле,
Магнитоуправляемый контакт 10, размещенный в этом поле, например, на одном из токоподводов, под воздей ствием электромагнитного поля срабатывает и замыкает цепь конденсатора 9 с катушкой 1А, что .обеспечивает готовность его разрядиться на сопротивление катушки 14 в любой момент исчезновения электроэнергии во время сварки.
При внезапном исчезновении электроэнергии, т.е. при аварийном отключении питающей электросети, случайном или ошибочном нажатии на.кнопку
25
- 0,15 с
К,. 60 Ом
0,0025 Ф 2500
При этом пренебрегают индуктивностью катушки электропневматическо- го клапана и не учитывают время , при срабатывании защиты ввод- ЗО разряда конденсатора. Ограничиваются лишь выбором приблизительной емкости конденсатора, которая обеспечивает время задержки б , равное времени Т спада тока во вторичной цепи машины Точность выбора большей емкости С не требуется, и она может быть сколь угодно велика. J так как при достижении спада тока во вторичной цепи машины до 60 А магнитоуправ- ляемьй контакт отключает действие временной задержки,
ного автомата машины контактной сварки, при обрывах проводов или пропадании контактов в схемах управления, питание на катушку 14 с блока 15 управления исчезает, а во время проведения сварки это опасно, так как электрод отходит от свариваемой детали, а мощность запасенная во вторичной цепи, велика настолько, что возникает электрическая дуга,
В момент исчезновения электроэнергии и замкнутом магнитоуправляемом контакте 10 (в это время протекает ток сварки) конденсатор 9 разряжается на катушку 14 и не позволяет ей отключаться, что обеспечивает задержку отвода электрода, и они сжимаются с необходимым и заданным усилием сжатия. Это создает условия безопасности работы и сохранения дорогостоящих изделий и электродов. При спаде тока до 60 А (фиг. 1) Магнитоуправляемый контакт 10 срабатывает и разрывает цепь конденсатора 9 с катушкой 14, чем снимает напряжение с катушки 8 и разрешает отвод электрода от свариваемой детали.
В штатном цикле работы машины команды на подвод, отвод, сжатие.
пропускание сварочного тока, проковку и другие поступают от регулятора цикла сварки блока 15 управления, и при протекании тока сварки отвод электродов не разрешен.
Способ бьт опробован на машине точечной сварки с выпрямленным током во вторичной цепи типа fTB-1500iyxn4o
V,
,-6
При этом L, 0,83 X 10 Гн;
50х10 - 0м|
Ij 100000 А.
9,44 В;
Определяют время спада тока во вторичной цепи машины Т по формуле
ЬЧ
кД
1п(1 Lib0,15 с 7,5 периодов.
так как
г Т,
По найденному Т 0, из вестному R 60 Ом выбирается С из соотношения Г R,,C:
- 0,15 с
К,. 60 Ом
0,0025 Ф 2500 мкФ
При этом пренебрегают индуктивностью катушки электропневматическо- го клапана и не учитывают время разряда конденсатора. Ограничи
ваются лишь выбором приблизительной емкости конденсатора, которая обеспечивает время задержки б , равное времени Т спада тока во вторичной цепи машины Точность выбора большей емкости С не требуется, и она может быть сколь угодно велика. J так как при достижении спада тока во вторичной цепи машины до 60 А магнитоуправ- ляемьй контакт отключает действие временной задержки,
Второй метод контактного выполнения заключается в том, что Т определяют опытным путем - замером тока 1 и его времени спада, например, снятием характеристик тока короткого замьжания. По Т 2 подбирают С. Этот метод целесообразен в эксплуатации, на действующих машинах, так как он не требует расчета.
Применение предлагаемого изобретения позволяет повысить качество сварного соединения при внезапном исчезновении питающей электроэнергии за счет исключения прожога крупногабаритных деталей ответственного назначения.
fKQb,
Фиг.1
| Кабанов Н.С, Сварка на контактных мапинах | |||
| Мо Высшая школа, 1979, Со 121о Орлов БоД, Технология и оборудование контактной сварки | |||
| М,: Машиностроение, 1975, Со 396-398о |
