Предложенное устройство предназначено для точечной и роликовой электросварки алюминиевых сплавов на низкочастотных машинах.
Известны устройства для точечной и роликовой электросварки, содержащие сварочную машину с пневматическим приводом давления, управляемым электропневматическим клапаном, и систему управления сварочным током с электроконтактным датчиком, через промежуточный усилитель подключенным к сварочному контактору.
Предложенное устройство отличается от известных тем, что к выходу усилителя параллельно подключено реле, нормально разомкнутые контакты которого через регулируемое сопротивление включены в цепь питания электропневматического клапана. Такое устройство позволяет повысить качество при точечной и роликовой сварке легких сплавов на низкочастотных машинах за счет синхронизации ковочного усилия с величиной перемещения электродов от теплового расширения металла.
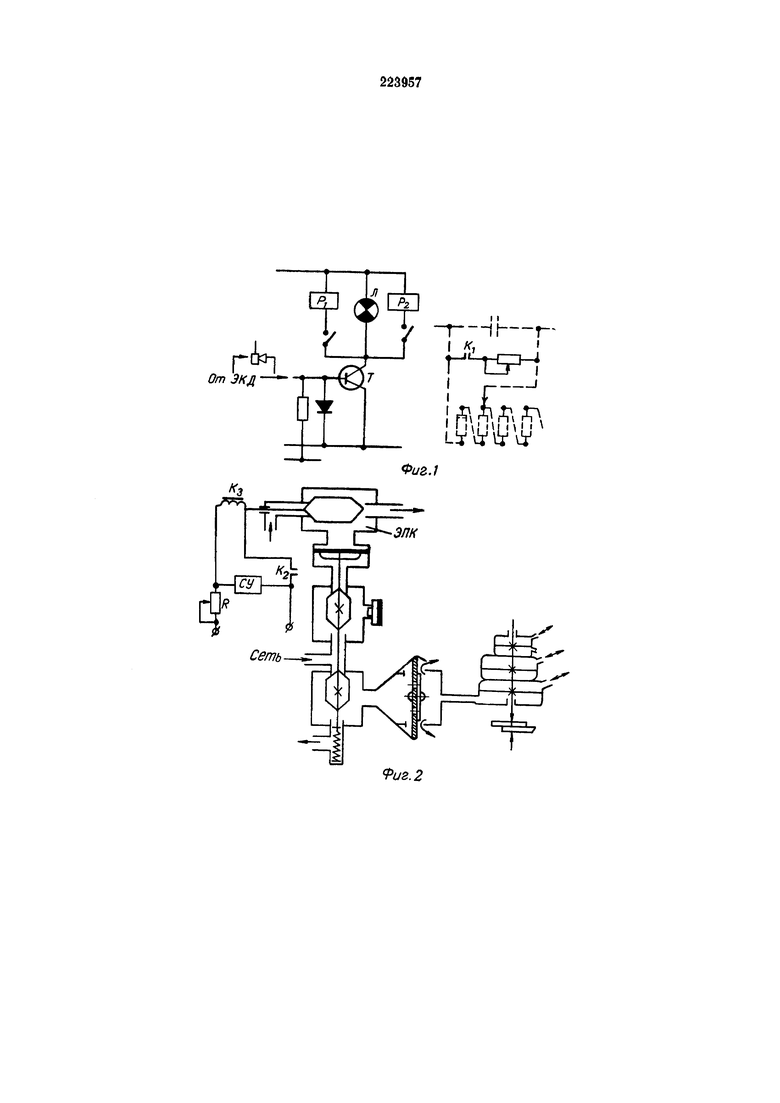
На фиг. 1 и 2 схематически изображено предложенное устройство.
При включении сварочного тока и перемещении электродов на заданную величину размыкаются контакты электроконтактного датчика ЭКД. При этом формируется электрический сигнал, отпирающий транзистор Т, который обеспечивает срабатывание поляризованных реле P1 и Р2, включенных параллельно сигнальной лампе Л.
При срабатывании реле P1 и Р2 их нормально разомкнутые контакты K1 и K2 замыкают цепь регулируемой выдержки времени на отключение сварочного тока и цепь питания катушки K3 быстродействующего электропневматического клапана ЭПК. Форсированное срабатывание ЭПК обеспечивается специальной системой СУ с помощью разрядного конденсатора и подачи повышенного напряжения включения. Время срабатывания клапана ЭПК не превышает 0,015-0,018 сек. Время запаздывания ковочного усилия по отношению к моменту выключения сварочного тока доведено до 0,025-0,03 сек и может регулироваться сопротивлением R через 0,01 сек до 0,12 сек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прерыватель тройного действия для точечной сварки | 1948 |
|
SU83455A1 |
| Устройство для автоматического управления режимом точечной контактной электросварки | 1979 |
|
SU872114A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ КОДОВОЙ АВТОРЕГУЛИРОВКИ И ЛОКОМОТИВНОЙ СИГНАЛИЗАЦИИ | 1939 |
|
SU69236A1 |
| Игнитронный прерыватель | 1948 |
|
SU74735A1 |
| Программный регулятор для управления циклической работой станков | 1961 |
|
SU145809A1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ НАПЛАВКИ | 2009 |
|
RU2412791C1 |
| Устройство для контроля состояния контактных поверхностей | 1973 |
|
SU499071A1 |
| Локомотивное устройство безопасности | 2021 |
|
RU2767409C1 |
| Способ управления машиной контактной сварки и устройство для его осуществления | 1986 |
|
SU1433681A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОЙ ЛОКОМОТИВНОЙ! СИГНАЛИЗАЦИИ | 1973 |
|
SU369038A1 |
Устройство для точечной и роликовой электросварки, содержащее сварочную машину с пневматическим приводом давления, управляемым электропневматическим клапаном, и систему управления сварочным током с электроконтактным датчиком, через промежуточный усилитель подключенным к сварочному контактору, отличающееся тем, что, с целью повышения качества при сварке легких сплавов на низкочастотных машинах, к выходу усилителя параллельно подключено реле, нормально разомкнутые контакты которого через регулируемое сопротивление включены в цепь питания электропневматического клапана, обеспечивая синхронизацию приложения ковочного давления с моментом достижения заданного уровня перемещения электродов.
