О9 СО
Изобретение относится к электро- сварочномз производству, к материя- лам для изготовления деталей, рабо- тающих в условиях скользящего электроконтакта, в частности к составам материалов и токоподводящих наконеч- НИКОВ, преимущественно к материалам, изготовляемым методом порошковой металлургии, и может быть использовано в машиностроении, судостроении и других отраслях промьпиленности использующих сварочные наконечники для автоматической и полуавтоматической сварки плавящимися электродами.
Цель изобретения - повышение, износостойкости материала и ресурса работы токоподводящих наконечников.
Порошковый сплав IIP10P6M5, ТУ 14- 1-3881-84 имеет состав, мас.%: Хром 3,8 Вольфрам - 5,0 Молибден 5,0 Ванадий 1-2,1
Железо Остальное. вердость сплава ИВ 250-380 кг/мм .
Порошковый сплав ПХ17И2 ГОСТ 13084-67 имеет состав, мас,%: .Хром 15-19
Никель . 1,5-2,5
Углерод 0,08-0,17
Железо Остальное , Твердость сплава НВ 180-220 кг/мм ,,
Введение в состав материала для токоподводящик наконечников сложно- легированного порошкового, сплава на основе ткелеза повышает износостойкость предлагаемого материалаэ а следовательно, и ресурс работы токопод
водящих наконечников.
Сложнолегированный порошковый сплав на осйове железа сочетает высокие твердость и износостойкость с хорошей пр.очностью сцепления с медной матрицей. Железо, составляющее осно- ву указанного сплава, образует твер- дьш раствор с медной матрицей и тем самым способствует увеличению сцепления между частицами твердой фазы и медной матрицей. При этом легированные добавки сплава придают материалу необходимые твердость и износостойкость.
Из-за большого различия в твердости между медной матрицей (твердость равна 40-60 кгс/мм) и слож- нолегированным порошковым сплавом, например ИР10РбМ5 (твердость 250- 380 кгс/мм ), ияготовление наконечни.
0
0
,.
ков из двухкомпонентного материала меди и сложнолегированного сплава нецелесообразно, поскольку наблюдается резкое различие в скорости их износа В этом случае частицы твердой добавки оказываются выступающими над уровнем медной матрицы,В результате увеличи1вается нестабильность д прохождения проволоки, наблюдаются ее износ с образованием стружки и забивание канала наконечника продуктами износа, может наблюдаться даже остановка движения проволоки. Вве- 5 дение ингредиента с промежуточной
твердостью - железа (110-120 кгс/мм ) является как бы буфером между материалом с высокой.твердостью и медью, в результате чего износ становится более равномерным, общая износостойкость повьшается, а следовательно, ресурс работы наконечников.
При содержании сложнолегированного сплава менее 1,0 мас.% наблюдается снижение общей износостойкости материала.
Содержание сложнолегированного сплава свыше 10,0 мас.% приводит к увеличению переходного сопротивления и снижению теплопроводности, что ухудшает стабильность процесса сварки и приводит к локальному нагреву наконечника и его разрушению, особенно в резьбовом соединении.
При содержании в материале для то- коп.одводяищх наконечников железа менее 1 ,0 мас.% наблюдается повьячение пористости и неоднородности материала, а содержание железа более 5,0 мас.% при наличии железа в сложнолегирован-. ном сплаве приводит к уменьшению растворимости железа в меди, что ухудшает свойства материала.
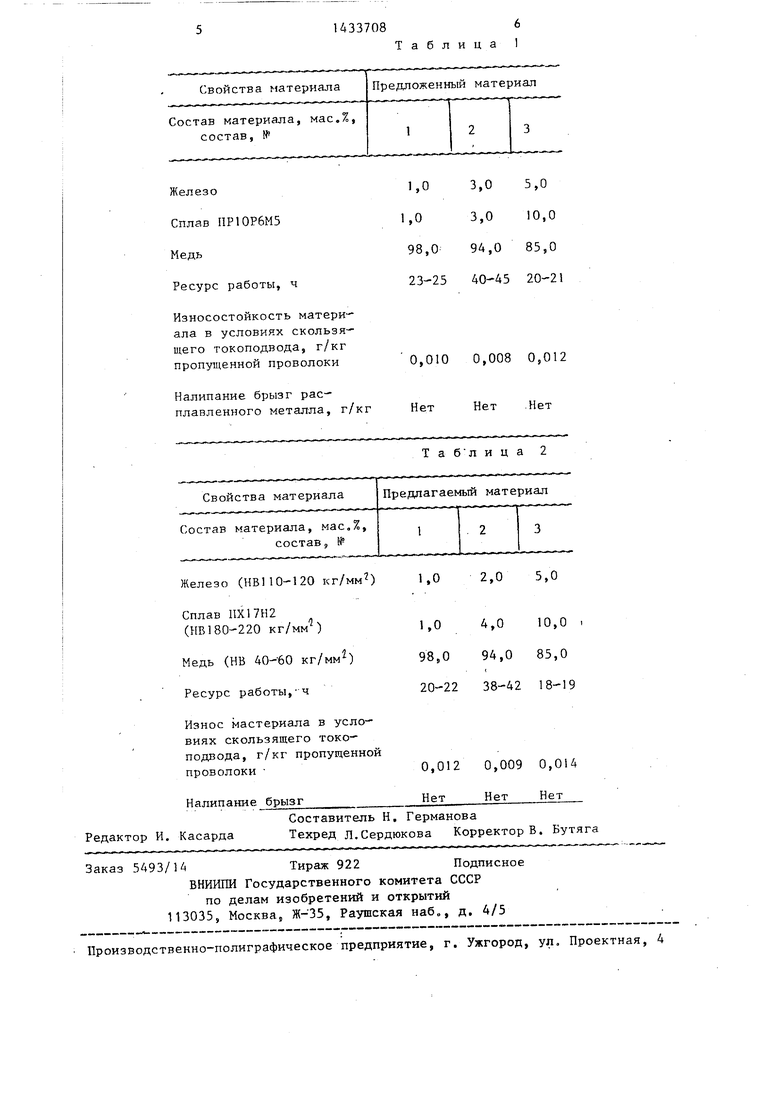
Примеры выполнения порошкового материала для токоподводяп1их наконечников и результаты испытания приведены в табл. 1 и 2.
5
0
5
,,. 50
55
Материал для тoкoпoдвoдяш x наконечников получают методом порошковой металлургии двукратным прессованием и спеканием след: ™щих ингредиентов: порошок медный марок ПМС-i, ПМС-2, ПМА, ГОСТ 4360-75; порошок железный марок ПЖ-З/ ПЖ-4, ГОСТ 9849-74; порошок сложнолегированного сплава ПГ10Р6М5 или ПХ17Н2.
Дп:я улучшения равномерности перемешивания ингредиентов шихты на 1 кг
добавляет 1-2 мл керосина марки КО-1, ГОСТ Д753-68.
Испытания токоподводящих наконечников проводят при полуавтоматичес-- кой сварке стали в углекислом газе аустенитной проволокой марки ЭП 647 диаметром 1,2 мм при Следующих режимах сварки: скорость подачи прово локи 300-360 м/ч; напряжение на ду- ге 24-26 В; сила сварочного тока 180-200 А. Используют полуавтомат А 547.
При сварке фиксируют: время сварки; отсутствие пригара проволоки} стабильность горення дуги; поверхность проволоки (с насечкой от подающего механизма полуавтомата или гладкая); налипание брызг расплавленного металла на наконечник; сплав ление конца наконечника,
Износ наконечника определяют по формуле . .
т - S-P-I- J , /п
ч G .
где IQ износ наконечника, г/кг; Gp, G - масса наконечника до и после испытания;
G - масса проволоки (расплавленной при сварке и пропу- щенной через наконечник). Процесс сварки с использованием токоподводящих наконечников из предложенного материала протекает стабильно, проволока к наконечнику не приваривается, налипания брызг расплавленного металла к наконечнику нет, оплавления наконечника нет, формирование сварного шва хорошее,, в резьбовом соединении разрушений нет. Отмечается мягкое прохождение
,.
c п
5
0 5 0
пройплоки яо направляющему каналу наконечника.
Предлагаемый материал обладает повышенной износостойкостью, в 3,0- 3,5 раза повьппается ресурс работы токоподводящих наконечников, иэГго- товленных из данного материала, что приводит к сокращению годовой потребности количества токоподводящих наконечников в 3 раза.
Формула изобрете, кия
1.Состав порошкового материала для с барочных токоподводящих наконечников, содержащий медь и железо, отличающийся тем, что,
с целью повьщ1еш1я изнЬсостойкости и ресурса работы токоподводящих наконечников, состав дополнительно содержит сложнолегированный порошковый сплав на основе железа при следующем соотношении компонентов, мае.%:
Железо1-5
Сложнолегированный порошковый сплав на основе железа .1-10 МедьОстальное
2.Состав по п. 1, о т л и ч а - ю щ и и с я тем, что в качестве сложнолегированного порошкового сплава на основе железа используют сплав ПР10Р6М5.
3.Состав по It, 1,-о т л и ч а - ю щ и и с я тем, что в качестве сложнолегированного порошкового сплава на основе железа используют сплав ПХ17Н2.
Железо1,0
Сплав I1P10P6M51,0
Медь98,0
Ресурс работы,ч23-25
3,05,0
3,010,0
94,085,0
40-4520-21
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал для токоподводящих наконечников | 1985 |
|
SU1316773A1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| Порошковая проволока для получения в виде покрытия композитной антифрикционной бронзы | 2021 |
|
RU2788418C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОКОНТАКТНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2195511C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ЖАРОПРОЧНЫЙ И ИЗНОСОСТОЙКИЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 2020 |
|
RU2746016C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2003 |
|
RU2254219C1 |
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
Изобретение относится к сварочному производству, в частности к составам материалов для сварочных токо- проводящих наконечников. Цель изобретения - повышение износостойкости и ресурса работы токопроводящих наконечников (ТН). В состав порошкового материала для ТН, содержащий железо в количестве 1,0-5,0 мас.% и медь - остальное, дополнительно вводится сложнолегированный сплав на основе железа в количестве 1,0-10,0 мас.%. В качестве сложнолегированного сплава на основе железа может быть использован порошковый сплав ПР10Р6М5 или порощковый сплав ПХ17Н2. Сложно- легированный порошковый сплав на основе железа в указанном количестве образует твердый раствор с медной матрицей и тем самым способствует увеличению сцепления между частицами твердой фазы и медной матрицей. Легированные добавки сплава придают материалу необходимую твердость и износостойкость. 2 з.п. ф-лы, 2 табл. (Л
Износостойкость материала в условиях скользящего токоподвода, г/кг пропущенной проволоки
Налипание брызг расплавленного металла, г/кг Нет
Железо (НВПО-120 кг/мм)
Сплав IIX17H2
(НБ180-220 кг/мм )
Медь (ИВ 40--60 кг/мм Ресурс работы,-ч
Износ мастериала в условиях скользящего токоподвода, г/кг пропущенной проволоки
Налипание брызг Редактор И. Касарда
0,012 0,009 0,014 Нет Нет Нет
Составитель Н. Германова
Техред Л.Сердюкова Корректор В. Бутяга
0,010 0,008 0,012
Нет .Нет
Т а б л и ц а 2
2,05,0
4,010,0
94,085,0
{
38-4218-19
0,012 0,009 0,014 Нет Нет Нет
| Автоматическая сварка, 1975, № 1, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Спеченные материалы для электротехники и электроники | |||
| Справочник, М.: Металлургия, 1981, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
