Изобретение относится к области цветной металлургии, в частности, к составам жаропрочных и износостойких материалов на основе меди, получаемых методами порошковой металлургии и предназначенных для изготовления высокоресурсных деталей, работающих в узлах трения в условиях значительных циклических механических и тепловых нагрузок, например, направляющих втулок клапанов газораспределительного механизма двигателей внутреннего сгорания, плунжеров машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин.
Известно значительное количество изготовленных из различных материалов деталей узлов трения, работающих в условиях возвратно-поступательного движения. К ним относятся, например, линейно движущиеся друг относительно друга направляющие салазки и суппорт металлорежущего станка, плунжер и цилиндр насоса, направляющие колонны и траверса прессового оборудования, направляющие колонки и втулки пресс-форм, направляющие и бегунки текстильных и ткацких станков, нож и поджимной контакт электрических рубильников. Но имеется значительно количество узлов трения, где линейное взаимное перемещение их элементов происходит не только при значительном контактном давлении между ними, но и при высоких температурах. К таким узлам трения относятся, например, такие сопряжения в двигателях внутреннего сгорания (ДВС), особенно, форсированных, как «клапан - направляющая втулка» и «поршень - гильза цилиндра», а в машинах литья под давлением - «плунжер - камера прессования».
При работе пары трения в условиях возвратно-поступательного движения сила трения в контакте между деталями этой пары имеет знакопеременный характер. Это приводит к тому, что деформация микрообъема материала этих деталей в зоне их контакта имеет усталостный характер. Кроме того, при перекосе одной детали пары трения по отношению к другой возникают зоны, где контактное давление между деталями уменьшается, и зоны, где наоборот, контактное давление между ними резко усиливается. Следствием такого плотного контактного взаимодействия при трении является возникновение пластической деформации материала деталей, часто приводящей к задиру и схватыванию (заеданию) деталей пары трения между собой (Основы трибологии (трение, износ, смазка): Учебник для техн. вузов; 2-е изд. перераб. и доп. / А.В. Чичинадзе, Э.Д. Браун, Н.А. Буше [и др.]; под общ. ред. А.В. Чичинадзе. – М.: Машиностроение, 2001, с.142, 143, 207).
Направляющая втулка клапана газораспределительного механизма ДВС служит для обеспечения движения клапана соосно его седлу, обеспечивая, тем самым, плотное прилегание головки клапана к седлу. Клапаны с большой скоростью перемещаются возвратно-поступательно в отверстии направляющих втулок и реализовывают прямую подачу в цилиндры определенной порции топливно-воздушной смеси или только воздуха, а также осуществляют выпуск отработавших газов. Рабочая температура клапанов двигателей внутреннего сгорания с принудительным воспламенением превышает отметку 1000°С (Условия работы масел в ДВС. Инновационные смазочные материалы. [Электронный ресурс]. URL: http://akkora.ru/usloviya/raboty/masel/dvs), что снижает механическую прочность материала как самого клапана, так и его направляющей втулки, а движущиеся газовые потоки вызывают коррозию и газовую эрозию поверхностей выпускных клапанов и соответственно направляющих втулок. Основная часть температурных нагрузок с клапана принимает на себя направляющая втулка, в связи с чем она может нагреваться до 0,9 температуры нагрева клапана, т.е до 900°С (Vladimirova Y.O., Shalunov E.P. Development of copper dispersion-strengthened composite material with increased indexes of high-temperature strength and wear resistance for thermally loaded friction pairs // Journal of Physics: Conference Series. – 2020. – No. 1431, с.2). Учитывая значительные скорости перемещения клапана и нагрузки, действующие на втулку со стороны стержня клапана, эта пара трения нуждается в эффективном смазывании трущихся поверхностей. Но высокая температура масла в зазоре между направляющей втулкой и стержнем клапана приводит к снижению его вязкости, ухудшению смазочных свойств, испарению масла, коксованию, полимеризации и окислению. В связи с этим в этих парах может возникать режим полусухого (граничного) трения (Основы трибологии (трение, износ, смазка): Учебник для техн. вузов; 2-е изд. перераб. и доп. / А.В. Чичинадзе, Э.Д. Браун, Н.А. Буше [и др.]; под общ. ред. А.В. Чичинадзе. – М.: Машиностроение, 2001, с. 315).
Таким образом, материалы для направляющих втулок клапанов должны обладать, прежде всего, высоким сопротивлением как износу, так и воздействию высоких температур, низким коэффициентом трения, высокой твердостью и хорошей теплопроводностью.
Плунжер машины литья под давлением служит для выталкивания расплавленного материала (цветных металлов и сплавов, пластмассы) из камеры прессования в пресс-форму. Поскольку плунжер под давлением совершает возвратно-поступательное движение по внутренней поверхности своей камеры прессования, а температура выталкиваемого им из нее расплава составляет 720-960оС (Владимирова Ю.О., Шалунов Е.П., Илларионов И.Е. Расчет заготовки поршня из объемного наноструктурного материала на основе меди для машин литья под давлением // Теория и технология металлургического производства. – 2019. - №2 (29), с. 29), то материал плунжера литейного оборудования, должен быть, прежде всего, жаропрочным. Ввиду того, что на плунжер действуют значительные осевые удельные нагрузки, которые могут достигать 900 МПа (Владимирова Ю.О., Шалунов Е.П., Илларионов И.Е. Расчет заготовки поршня из объемного наноструктурного материала на основе меди для машин литья под давлением // Теория и технология металлургического производства. – 2019. - №2 (29), с. 29), материал плунжера должен обладать также высокими прочностными характеристиками, в том числе при высоких температурах. Поскольку в контакте плунжера с камерой прессования радиальное контактное давление может достигать 100 МПа и более (Чеберяк О.И., Чувагин Н.Ф. Особенности прессовой пары на машинах ЛПД с горизонтальной камерой прессования // Современные технологии в машиностроении и литейном производстве: материалы III Междунар. науч.- практ. конф., Чебоксары, 4-6 дек. 2017 г. - Чебоксары: Чуваш. гос. ун-т, 2017, с. 103), а смазка в зазоре между плунжером и внутренней поверхностью камеры прессования при высокой температуре деградирует, то материал плунжера должен обладать хорошими антифрикционными свойствами и иметь, прежде всего, малую склонность к заеданию с сопрягаемым материалом камеры прессования. При этом материалы, используемые для плунжеров литейного оборудования, должны иметь высокую теплопроводность, чтобы эффективно отводить тепло от плунжера во внешнюю среду, а также обладать таким температурным коэффициентом линейного расширения (ТКЛР), чтобы при работе в условиях высоких температур можно было бы обеспечить необходимый зазор между плунжером и внутренней стенкой камеры прессования машины литья под давлением.
Из вышеописанного следует, что условия эксплуатации направляющих втулок клапанов газораспределительного механизма ДВС и плунжера машин литья под давлением схожи: детали работают в условиях линейного реверсирования движения, повышенных контактных давлений и знакопеременных сил трения, чрезвычайно высоких температур и дефицита смазочного материала в зоне трения. Поэтому требования, предъявляемые к материалам для них, одни и те же.
В частности, для того, чтобы указанные выше тяжело нагруженные детали имели высокий ресурс, материалы для их изготовления должны обладать целым комплексом свойств. Они должны иметь хорошую теплопроводность и невысокий коэффициент линейного температурного расширения – по крайней мере на уровне стандартных медных сплавов (латуней, бронз) аналогичного назначения. Из-за специфического характера пластического деформирования микронеровностей на контактных поверхностях этих деталей в условиях реверсирования трения при больших контактных давлениях и температурах, материалы для них должны иметь высокую твердость (не менее 200 НВ) и прочность (в частности, предел прочности на сжатие - не менее 1000 МПа), в том числе при высоких температурах. Для предотвращения разупрочнения материала деталей во время их эксплуатации и, соответственно, предотвращения потери их прочности и износостойкости, материалы для их изготовления должны обладать также высокой температурой рекристаллизации – не менее 900 оС. Ввиду возможного возникновения граничного режима трения во время эксплуатации указанных деталей, материалы для них должны иметь низкую интенсивность изнашивания – не более 5·10-10.
Известны случаи, когда в качестве материала для изготовления деталей пар трения и, в том числе, направляющих втулок клапанов газораспределительного механизма ДВС и плунжера машин литья под давлением применяются серые чугуны, например, серый фосфористый чугун перлитного класса Gh1051 с содержание фосфора 0,45-0,75 мас.% (Болдырев Д.А., Чудинов Б.А. Повышение износостойкости направляющих втулок клапанов // Физика прочности и пластичности материалов: сб. тез. XVI Междунар. конф., Самара, 26 – 29 июня 2006 г. – Самара: Самарский гос. техн. ун-т, 2006, с. 31). Детали из этого чугуна достаточно прочны, но в процессе эксплуатации уже при температурах выше 250оС происходит постепенное разложение цементита перлита и выгорание углерода, что вызывает появление менее износостойкой по сравнению с пластинчатым перлитом структурной составляющей - феррита. Имеющаяся в структуре твёрдая сетка тройной фосфидной эвтектики (стеадита) не оказывает влияния на снижение износа чугуна при повышенных температурах, в связи с чем износостойкость и, соответственно, ресурс указанных деталей ДВС и машин литья под давлением из серого чугуна оказывается низким.
Для изготовления деталей различных узлов трения, включая направляющие втулки клапанов ДВС и плунжеры машин литья под давлением также применяются спеченные железомеднографитовые материалы, дополнительно легированные серой, которая повышает несущую способность этих деталей. Например, при изготовлении их из спеченного материала на основе железа системы Fe-Cu-C-S, содержащего 3-10 мас.% меди, 1,3-2,0 мас.% углерода и 0,4 мас.% серы (Козик Е.С. Фрикционное материаловедение: лабораторный практикум. – Оренбург: Оренбург. гос. ун-т, 2010, с. 102), срок службы таких деталей при эксплуатации в условиях ограниченной смазки в десятки раз выше срока службы чугунных деталей. Однако, эксплуатация подвергаемых истиранию деталей из этого материала затруднена в тех случаях, когда контактное давление между деталями пары трения превышает 20 МПа при скорости скольжения 0,1 м/с, а температура их нагрева составляет более 500 оС. Учитывая, что как силовые, так и температурные параметры эксплуатации направляющих втулок клапанов ДВС (особенно, форсированных) и плунжера машин литья под давлением могут значительно превосходить приведенные выше параметры, то этот материал по отношению к указанным деталям не может считаться жаропрочным и износостойким и его применение в них не обеспечит им высокий ресурс.
Для деталей, работающих при циклических нагрузках в условиях трения, в том числе для направляющих втулок клапанов и плунжера машин литья под давлением широкое применение получили медные сплавы и, в частности, кремниевая бронза БрКН1-3 (зарубежный аналог - CuNi2Si), которая содержит следующие основные компоненты, мас.%: кремний - 0,6-1,1; никель - 2,4-3,4; марганец – 0,1-0,4 (ГОСТ 18175-78. Бронзы безоловянные, обрабатываемые давлением. Марки, табл. 1, Приложение 1). Эта бронза имеет высокие механические и технологические характеристики, хорошие антифрикционные свойства. Она обладает удовлетворительной теплопроводностью и высокой стойкостью к коррозии. Однако, нагрев трущихся деталей из этой бронзы до 450˚С приводит к началу рекристаллизационных процессов, и уже при 600 оС бронза имеет полностью рекристаллизованную микроструктуру (Rdzawski Z., Stobrawa J., Głuchowski W., Sobota J. Mechanism and kinetics of precipitation process in selected copper alloys // Archives of Metallurgy and Materials. – 2014. – Vol. 59. - № 2, с. 655), вследствие чего происходит разупрочнение материала и последующий быстрый износ деталей из него.
Известен также более эффективный материал (ГОСТ 18175-78. Бронзы безоловянные, обрабатываемые давлением. Марки, табл. 1, Приложение 1,а, Приложение 1), который представляет собой жаропрочный и износостойкий материал на основе меди, содержащий, мас. %: алюминий – 8,0-10,0; железо – 2,0-4,0; примеси (олово – не более 0,1; кремний – не более 0,1; свинец – не более 0,01; фосфор – не более 0,01; цинк – не более 1,0; марганец – не более 0,5) – не более 1,7; медь - остальное. Этот материал является стандартной алюминиево-железной бронзой марки БрАЖ 9-4, имеющей высокие механические характеристики: предел прочности при растяжении горячепрессованного пруткового материала в состоянии поставки – не менее 540 МПа при твердости 110-180 НВ (ГОСТ 1628-78. Прутки бронзовые. Технические условия, табл. 6) при нормальной температуре и 70 МПа при температуре 700 оС (Смирягин А.П., Смирягина Н.А., Бело А.В. Промышленные цветные металлы и сплавы: справочник. – М.: Металлургия, 1974, рис. 248). Материал обладает хорошими антифрикционными свойствами при значительных контактных давлениях: интенсивность его изнашивания в среде смазки И-20А при скорости скольжения 0,1-0,5 м/с по контртелу, изготовленному из закаленной среднеуглеродистой стали 45 твердостью 520-600 HV30, и контактном давлении 50 МПа составляет (1,3-2,3)·10-8 . При увеличении контактного давления до 100 МПа и тех же скоростях скольжения интенсивность изнашивания повышается до (0,9…2,8)·10-7 (Исследование триботехнических свойств литейного силумина АК15М3 / Е. И. Марукович, В. А. Кукареко, В. Ю. Стеценко [и др.] //Литье и металлургия. – 2018. - № 1(90), с.9). Указанные характеристики позволяет использовать данный материал в деталях различных тяжело нагруженных узлов трения, в том числе в таких ответственных деталях узлов трения авиационных ДВС, как втулки и седла клапанов (ГОСТ 18175-78. Бронзы безоловянные, обрабатываемые давлением. Марки, Приложение 1), а также в плунжерах машин литья под давлением (Vladimirova Y.O., Shalunov E.P. Development of copper dispersion-strengthened composite material with increased indexes of high-temperature strength and wear resistance for thermally loaded friction pairs // Journal of Physics: Conference Series. – 2020. – No. 1431, с.2).
Однако, из-за наличия значительного количества легирующих элементов и примесей теплопроводность этого материала не превышает 58 Вт/(м·К), что составляет около 15% от теплопроводности меди. Невысокая теплопроводность не обеспечивает эффективный отвод тепла от истираемых деталей из этого материала в условиях граничной трения, особенно, при наличии так же внешнего источника их нагрева (горячие газы – для направляющей втулки клапана, расплавленный металл – для плунжера машины литья под давлением), в результате чего температура в них может значительно превзойти 250оС (Тарасов В.В., Малышко С.Б. Лабораторный практикум по материаловедению: учеб. пособие. – Владивосток: Мор. гос. ун-т, 2012, с.86, табл.6), когда в материале, из которого они изготовлены, могут начать развиваться рекристаллизационные процессы, препятствующие длительной эксплуатации указанных деталей, особенно, при температурах свыше 600 оС. В результате этого, использование в них бронзы БрАЖ 9-4 не всегда обеспечивает их высокий ресурс, тем более, при работе в условиях граничного трения при таких температурах.
Наиболее близким к предложенному изобретению является полученный смешиванием в аттриторе дисперсно-упрочненный композиционный износостойкий материал на основе меди, содержащий, мас.%: 0,4-1,0 алюминия, 0,15-0,20 углерода, 0,1-0,2 кислорода, 98,5-99,35 меди (RU 2113529 C1, C22C9/01, 20.06.1998, формула). Полученные в аттриторе гранулы подвергают холодному прессованию в заготовки, которые нагревают в защитной среде и производят экструзию.
Материал имеет твердость по Виккерсу 1830-2020 МПа, что существенно выше, чем твердость указанных выше традиционных бронз, и обладает хорошей износостойкостью при повышенных температурах, что обеспечивает изделиям из него, например, токоподводящим наконечникам электродуговой сварки расходуемым проволочным электродом продолжительный срок службы. Однако, температура рекристаллизации этого материала, в зависимости от конкретного химического состава, лежит в диапазоне 650-850oC, что ниже температуры эксплуатации деталей, работающих в узлах трения в условиях значительных циклических механических и тепловых нагрузок и граничного трения, например, направляющих втулок клапанов газораспределительного механизма двигателей внутреннего сгорания, особенно, форсированных, плунжеров машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин.
Задачей, на решение которой направлено заявляемое изобретение, является создание жаропрочного и износостойкого материала на основе меди, предназначенного для изготовления высокоресурсных деталей, работающих в узлах трения в условиях значительных циклических механических и тепловых нагрузок и граничного трения, например, направляющих втулок клапанов газораспределительного механизма двигателей внутреннего сгорания, плунжеров машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин.
Техническим результатом, обеспечиваемым заявляемым изобретением, является достижение у предлагаемого материала на основе сбалансированных между собою химического состава и структуры его высоких физико-механических и эксплуатационных свойств, и, прежде всего, высоких жаропрочности и износостойкости, обеспечивающих в итоге высокий ресурс изготовленным из него деталей, работающих в узлах трения в условиях значительных циклических механических и тепловых нагрузок и граничного трения, например, направляющих втулок клапанов газораспределительного механизма двигателей внутреннего сгорания, плунжеров машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин. В частности, основные характеристики такого материала, как следует из изложенного выше и произведенных на основании источника (Владимирова Ю.О., Шалунов Е.П., Илларионов И.Е. Расчет заготовки поршня из объемного наноструктурного материала на основе меди для машин литья под давлением // Теория и технология металлургического производства. – 2019. - №2 (29) расчетов, должны составлять:
- теплопроводность (при 20°С),
% от теплопроводности меди, не менее…………………………………17
- температурный коэффициент линейного
расширения (при 20-100 оС), х10-6 1/°С, не более……………………....17
- температура рекристаллизации, °С, не менее………………………...900
- твердость по Бринеллю (при 20°С), НВ 5/750/30, не менее……….........220
- предел прочности при растяжении, МПа, не менее:
- при 20°С………………………………………………………..700
- при 200°С………………………………………………………..300
- при 700°С………………………………………………………..100
- предел прочности при сжатии (при 20°С), МПа, не менее…………..800
- относительная осадка до разрушения (при 20°С), %, не менее…….....25
- интенсивность изнашивания при контактном давлении 100 МПа
по стали 45 при скорости скольжения 0,5 м/с:
- образца из заявляемого материала, не более………………………5·10-10
- контробразца из стали 45, Х10-10, не более………………….............5·10-11
- ресурс детали из заявляемого материала при ее допустимом линейном износе 0,25 мм, тыс. ч, не менее…………………10.
Указанный технический результат достигается за счет сбалансированных между собою химического состава и структуры порошкового жаропрочного и износостойкого материала на основе меди, полученного на основе смешивания в аттриторе и содержащего алюминий, углерод и кислород при следующем соотношении компонентов, мас.%:
Из уровня техники не известны аналоги, обладающие тождественной совокупностью признаков.
Заявляемый материал изготавливают из исходной порошковой смеси, приготовленной смешиванием в смесителе типа «пьяная бочка» в течение 1 ч дозированных порций порошка электролитической меди ПМС-1 (ГОСТ 4960-75), алюминиевой пудры ПП-1 (ГОСТ 5592-71) и технического углерода К354 (ГОСТ 7885-86). В указанном порошке меди содержится до 0,2 мас.% кислорода, находящегося в составе оксидов и гидроксидов меди Cu(OH)2 на поверхности частиц медного порошка. Кислород в количестве до 0,5 мас.% содержится и в составе частиц оксида алюминия алюминиевой пудры.
Далее исходную порошковую смесь обрабатывают в среде воздуха рабочей камеры аттритора в течение 60 мин с частотой вращения ротора 600 мин-1, степенью заполнения рабочей камеры мелющими шарами и порошковой смесью, равной, 0,7. Полученные в аттриторе гранулы подвергают холодному компактированию на гидравлическом прессе в жесткой матрице по двусторонней схеме прессования давлением 600 МПа в брикеты, которые затем нагревают в печи в защитной атмосфере до температуры 850°С, выдерживают при этой температуре 15-20 мин и далее в нагретом состоянии подвергают экструзии в прутки из нагретого до 450°С контейнера гидравлического пресса в коническую матрицу.
Во время обработки исходной смеси порошков меди, алюминия и углерода в среде кислорода воздуха рабочей камеры аттритора и дальнейшего термодеформационного передела полученных гранул в горячеэкструдированные прутки происходит окисление алюминия (механохимический синтез) и образование оксида алюминия Al2O3 в материале согласно реакции:
2Al+3/2 O2=Al2O3.
При этом выделяется большое количество теплоты – 1676 кДж. Как будет показано ниже, в конечном материале присутствуют упрочняющие частицы (дисперсоиды) в виде γ-Al2O3 нанодисперсного уровня.
Поскольку при обработке в аттриторе происходит разрушение (сдир) оксидной пленки, которой покрыты частицы исходного порошка алюминия, то в гранулах могут находиться также осколки этой пленки. При сдире окисной пленки и/или разрушении частиц порошка алюминия с образованием механически активированной ювенильной поверхности алюминий может энергично реагировать с водой, вносимой в виде адсорбированной на порошках влаги, согласно реакции:
2Al+6H2O=2Al(OH)3+3H2↑,
где Al(OH)3 – гидроксид алюминия, который при нагреве гранул перед экструзией образует оксид алюминия согласно реакции:
2Al(OH)3=Al2O3+3H2O.
При обработке в аттриторе так же, как и алюминий, окисляется и медь:
Cu+O2→CuO(Cu2O),
где СuO – окись меди, которая образуется, начиная с температуры 60-700С,
во время обработки в аттриторе;
Сu2O – закись меди, которая образуется при температуре 830-8450C, преимущественно, при нагреве гранул перед экструзией.
Помимо медных оксидов, условия образования которых указаны выше, в гранулах присутствуют также оксиды и гидроксиды меди Cu(OH)2, представляющие собой оксидные пленки, которые присутствовали изначально на частицах порошка меди и были разрушены (содраны) при обработке в аттриторе. Кроме того, из-за высокой температуры в рабочей камере аттритора (80-1200С), влага, адсорбированная на поверхности исходных частиц медного порошка, частично приняла участие в окислении меди с образованием ее гидроксида. При этом размеры медных оксидов на один-два порядка больше, чем размеры образовавшегося оксида алюминия γ-Al2O3, и поэтому их вклад в упрочнение материала и достижение высокой его жаропрочности и износостойкости незначителен. Но зато медные оксиды значительно снижают теплопроводность материала, в связи с чем они считаются вредными примесями. Для избавления от них в исходной порошковой смеси присутствует углерод, часть которого Св восстанавливает медь из ее оксидов согласно реакции:
CuO(Cu2O)+Св→Cu+CO(CO2)↑.
При этом углекислый CO2 и угарный CO газы частично остаются в порах гранул и в межгранульных порах брикетов и предохраняют последние от окисления во время их нагрева перед экструзией. Угарный газ, вступая при этом в реакцию с кислородом воздуха, образует углекислый газ:
2CO+O2=2CO2.
Другая часть углерода СЗ, реагируя с кислородом воздуха при нагреве брикета перед горячей экструзией, также создает защитную атмосферу для предотвращения его от окисления:
Cз+O2→CO2(CO)↑.
Наконец, третья часть углерода Сд сохраняется в конечном материале в ультрадисперсном виде в качестве как дополнительного дисперсоида, так и в качестве сухой смазки.
Следует отметить, что алюминий, обладая большим, чем медь сродством к кислороду, так же восстанавливает медь из ее оксида с одновременным образованием собственного оксида:
2Al+3CuO=3Cu+Al2O3,
2Al+3Cu2O=6Cu+Al2O3.
Однако, в реакции окисления входит не весь введенный в исходную порошковую смесь алюминий, частично он растворяется в меди.
Таким образом, полученный материал состоит из пластичной основы в виде медно-алюминиевого порошкового сплава и равномерно распределенных в ней частиц оксида алюминия γ-Al2O3, преимущественно, нанодисперсного уровня и ультрадисперсных частиц остаточного углерода (графита). Как известно (Патент РФ 2 117 063. МПК C22C 1/04, C22C 1/10. Способ изготовления жаропрочных и жаростойких дисперсно-упрочненных изделий на основе меди / Е.П. Шалунов, А.А. Козицын, К.А. Плеханов, А.Л. Матросов [и др.]. Заявл. 24.04.1997. Опубл. 10.08 1998), такая структура, называемая дисперсно-упрочненной, является оптимальной как для наделения материала высокой жаропрочностью, так и для обеспечения его высокой износостойкости. В то же время, (Бабич К.И., Портной Б.Н. Достижения в области создания дисперсно-упрочненных сплавов в СССР // Порошковая металлургия – 77. – Киев: Наукова думка, 1977, с. 168), для достижения максимальной жаропрочности таких материалов необходимо, чтобы среднее расстояние между частицами составляло 100-500 нм, а средний размер самих частиц должен находиться в диапазоне от 10 нм до 50 нм. Равномерно распределенные в матрице наночастицы динамически термостабильного оксида алюминия и частицы углерода, химически не взаимодействующие с матрицей и не растворяющиесяся в ней вплоть до температуры ее плавления, являются препятствием движущимся при деформации дислокациям, в результате чего необходимо дополнительное напряжение для обеспечения скольжения дислокаций, т.е. обеспечивается повышение прочностных свойств материала. Согласно теории Холла-Петча (Гольдштейн М.И., Фарбер В.М. Дисперсионное упрочнение стали. – М.: Металлургия, 1979, с. 155), для повышения прочности у дисперсно-упрочненных материалов также необходимо создавать в них зеренную структуру ультрамикродисперсного или даже нанодисперсного типа (менее 100 нм). При нагреве материала указанные частицы блокируют рост зерен, что обеспечивает высокую температуру рекристаллизации и жаропрочность материала.
Кроме этого, дисперсно-упрочненная структура материала соответствует известному правилу Ж. Шарпи (в пластичной основе равномерно распределены твердые частицы), в связи с чем он должны обладать также хорошими антифрикционными свойствами (Крагельский И.В. Трение и износ. – М.: Машгиз, 1962, с. 355). При этом, чем меньше размеры твердых частиц, тем износостойкость материала при тех же значениях предела текучести и твёрдости выше.
В соответствии с описанной технологией были изготовлены горячеэкструдированные прутки заявленного материала различных составов (табл. 1) с содержанием компонентов в них в указанных выше пределах.
Из изготовленных прутков заявленного материала и приобретенных у производителя прутков материала-прототипа были изготовлены соответствующие образцы для проведения испытаний по определению механических, физических и эксплуатационных свойств материала.
Твёрдость по Бринеллю измеряли в соответствии с ГОСТ 23667-79 на цилиндрических образцах. Определение предела прочности при растяжении и относительного удлинения материала при нормальной температуре (20 оС) и повышенных температурах (200°С и 700°С) производили согласно ГОСТ 1497-84 и ГОСТ 9651–84 путем растяжения образцов на универсальной разрывной машине 1958У, снабженной температурной приставкой СТИ-ТС, которая позволяет проводить испытания с автоматической поддержкой заданной температуры. Испытания на сжатие цилиндрических образцов осуществляли на гидравлическом прессе 2ПГ-50 в соответствии с ГОСТ 25.503-97. Предел прочности при сжатии определяли по нагрузке, предшествующей разрушению образца или появлению первой трещины на нем. Относительную осадку при сжатии до разрушения определяли, исходя из замеренных значений высоты цилиндрического образца до его сжатия и после разрушения или появления первой трещины на нем. Температуру рекристаллизации определяли согласно ISO 5182. Теплопроводность исследуемых образцов материала определяли стационарным методом сравнения с эталоном (Коротких А.Г. Теплопроводность материалов: учебное пособие. - Томск: Изд-во Томского политехнического университета, 2011, c. 23), в качестве которого использовали медь марки М1 (ГОСТ 859-2001). При определении температурного коэффициента линейного расширения применяли положения метода, приведенного в стандарте (ГОСТ Р 8.940-2017. Медно-цинковые сплавы. Температурный коэффициент линейного расширения и удельное электрическое сопротивление в диапазоне от 300 К до 2/3 температуры плавления).
Триботехнические испытания образцов из заявленного материала и материала-прототипа производили на универсальной машине трения УМТ-2168 «Унитриб» по схеме возвратно-поступательного перемещения призматического образца с размерами контактной поверхности 10х10 мм из испытуемого материала по призматическому контртелу длиной 50 мм и шириной контактной поверхности 5 мм, изготовленному из закаленной среднеуглеродистой стали 45. Такая схема испытаний имитировала нагруженный линейный контакт с площадью соприкосновения контактируемых тел 5х10 мм, что при нагружении его усилием прижима призматического образца из испытуемого материала к контртелу, равным 5000 кН, обеспечивало контактное давление между этими телами 100 МПа. Образцы из испытуемых материалов изготавливали механообработкой из прутков, при этом обеспечивали расположение на контактной поверхности образца вытянутой при экструзии текстуры в направлении его скольжения по контртелу. При испытаниях контактирующие поверхности образца и контртела находились в масляной ванне из индустриального масла И-20А (ГОСТ 20799-88). Скорость перемещения образца материала V составляла 0,5 м/с, а ход его в одну сторону был равен 11 мм. При контактном давлении между образцом и контртелом, равным 100 МПа, обеспечивался режим граничного трения. В результате трения образца по более твердому контртелу в образце образовывалась канавка, глубина которой представляла собой его линейный износ Δhм, для определения которого использовали цифровой штангенциркуль. При этом, погрешность измерений величины линейного износа образцов не превышала 0,01 мм. Величина уменьшения высоты контртела представляла собой его линейный износ Δhк, для определения которого использовали метод искусственных баз (Хрущев М.М., Беркович Е.С. Определение износа деталей машин методом искусственных баз. - М.: Изд-во Академии наук СССР, 1959). При этом, углубления на поверхности наносили путем вдавливания индентора в виде пирамиды с квадратным основанием и углом при вершине между противолежащими гранями, равном 136°. Интенсивность изнашивания образца материала Iм и контртела Iк рассчитывали как частное от деления линейного износа на путь S, пройденный образцом за время испытания t.
Прогнозный ресурс работы детали из заявленного материала и материала-прототипа рассчитывали по формуле:
R м = [ Δhм ] /( Iм·V),
где [ Δhм ] – допустимый линейный износ детали узла трения.
Например, допустимый линейный износ на сторону между направляющей втулкой клапана и его стержнем для современных легковых автомобилей и, в частности, марки BMW 5 Series 520-530, не должен превышать 0,25 мм.
Металлографические исследования структуры материала проводили на микроскопе Альтами МЕТ1МТ. Для определения упрочняющих частиц в полученном материале и определения их размеров были приготовлены из него соответствующие шлифы, с которых затем были сняты экстракционные углеродные реплики, подвергнутые в дальнейшем просвечивающей электронной микроскопии на микроскопе ЭМВ-100Л. Полученные с реплик снимки тонкой структуры заявленного материала были подвергнуты соответствующим обмерам, в результате которых удалось определить средний размер содержащихся в таком материале упрочняющих частиц.
Фазовый состав упрочняющих частиц определялся на дифрактометре ДРОН-3М рентгенофазовым анализом анодных осадков, полученных путем электролитического растворения образцов исследуемого материала, и расшифровки дифрактограмм, снятых на кобальтовом излучении с использованием β-фильтров с фокусировкой по Брэггу-Брентано.
Механические свойства заявляемого материала и материала-прототипа приведены в табл. 2, а в табл. 3 – их физических и эксплуатационных свойства.
HB5/750/30
прочности при растяжении, МПа
при 20°С,
%
при сжатии
при 20°С,
МПа
осадка
при 20°С,
%
(20…100°С),
Х10-6 1/°С
°С
вания образца материала при контактном
давлении
100 МПа
образца
материала
при контактном давлении
100 МПа и допустимом линейном износе 0,25 мм, ч
Сравнительный анализ физико-механических и эксплуатационных свойств, показывает, что жаропрочный и износостойкий материал на основе меди по изобретению обладает более высокими по сравнению с материалом-прототипом прочностными и эксплуатационными характеристиками.
Особенно следует отметить, что жаропрочный и износостойкий материал на основе меди по изобретению имеет температуру рекристаллизации на 10-17% больше, чем у материала – прототипа, а интенсивность изнашивания предлагаемого материала почти в 180 раз меньше, чем у материала – прототипа, что в итоге обеспечивает деталям из заявляемого материла значительно более высокий ресурс по сравнению с ресурсом деталей из материала-прототипа.
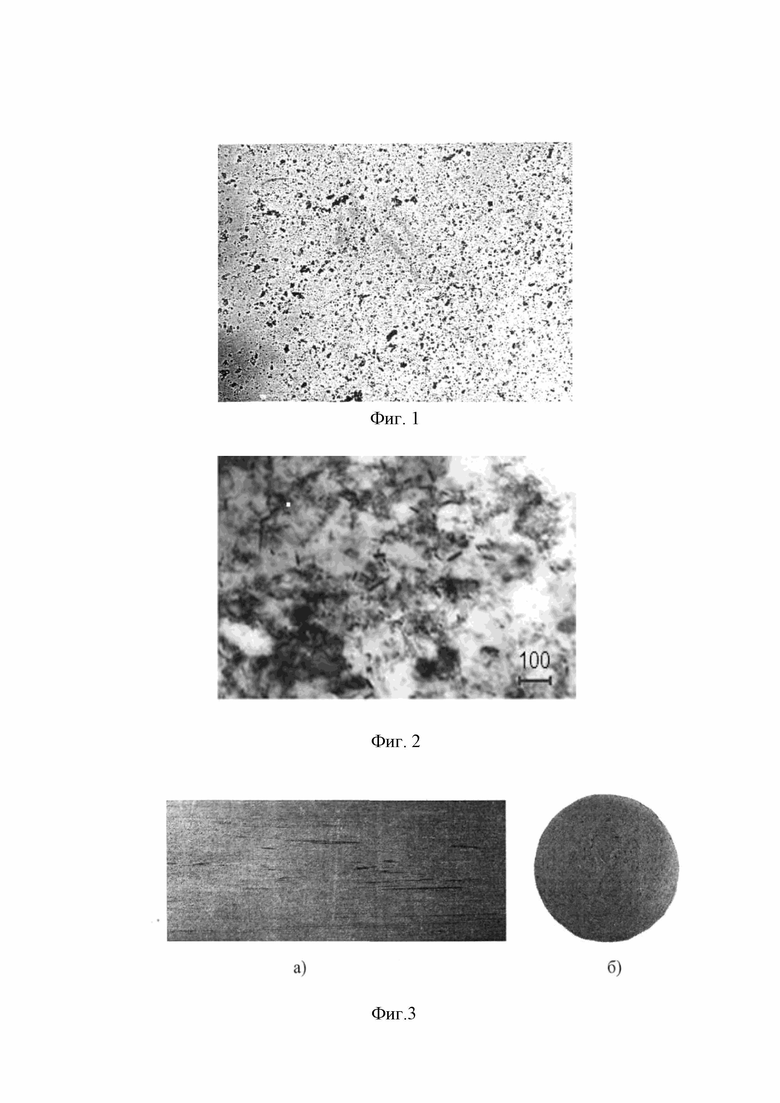
Высокие жаропрочность и износостойкость заявляемого материала объясняются не только подходящим химическим составом, но и наличием у него дисперсно-упрочненной структуры, представляющей собою основу из пластичного медно-алюминиевого порошкового сплава, в которой равномерно распределены твердые частицы упрочняющей фазы со средним их размером 36±8 нм, что видно на фотографии экстракционной углеродной реплики (фиг.1), подвергнутой просвечивающей электронной микроскопии. Количество этих частиц составляет около 15%. Как показал рентгеноструктурный анализ, эти твердые частицы представляют собой оксиды γ-Al2O3. Наличие этих динамически термостабильных частиц и хорошо развитой субзеренной микроструктуры с размерами субзерен нанодисперсного уровня, видных на фотографии фольги из заявленного материала (фиг.2), обеспечивают этому материалу высокие механические свойства при повышенных температурах. Полученная дисперсно-упрочненная структура в полной мере соответствует указанному ранее правилу Ж. Шарпи, что обусловливает высокую износостойкость материала. Этому так же способствует ориентация в направлении трения полученной макроструктуры этого материала из вытянутых в этом направлении дискретных микроволокон, между которыми содержится остаточный углерод (0,70-0,73 мас.%), играющий роль сухой смазки. Продольный шлиф образца заявляемого материала приведен на фиг.3, а, а поперечный – на фиг. 3, б.
Сравнение приведенных выше характеристик свойств заявляемого материала и параметров его структуры с теми характеристиками и параметрами, которые должны были быть достигнутыми у заявляемого изобретения, показывает, что в результате получения сбалансированных между собою химического состава и структуры предлагаемый материал на основе меди обладает физико-механическими и эксплуатационными характеристиками и, прежде всего жаропрочностью и износостойкостью и в итоге – ресурсом изготовленных из него деталей, которые превышают их требуемые значения, что означает достижение заявленным изобретением технического результата и, тем самым, возможности использования жаропрочного и износостойкого материала на основе меди по этому изобретению в высокоресурсных деталях, работающих в узлах трения в условиях значительных циклических механических и тепловых нагрузок и граничного трения, например, в направляющих втулках клапанов газораспределительного механизма двигателей внутреннего сгорания, плунжерах машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОГО ЖЕЛЕЗА | 2022 |
|
RU2815808C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2021 |
|
RU2773060C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖАРОПРОЧНЫХ И ЖАРОСТОЙКИХ ДИСПЕРСНО-УПРОЧНЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2117063C1 |
| АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2014 |
|
RU2576740C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ СВАРОЧНОЙ ТЕХНИКИ | 1996 |
|
RU2103134C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2104139C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2103103C1 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОКОНТАКТНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2195511C2 |
| ДИСПЕРСНО-УПРОЧНЕННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОДОВ КОНТАКТНОЙ СВАРКИ | 1996 |
|
RU2103135C1 |
Изобретение относится к области цветной металлургии, в частности к составам жаропрочных, износостойких материалов на основе меди, получаемых методами порошковой металлургии, и может быть использовано для изготовления направляющих втулок клапанов газораспределительного механизма двигателей внутреннего сгорания, плунжеров машин литья под давлением и других высоконагруженных деталей узлов трения различных механизмов, агрегатов и машин. Порошковый жаропрочный износостойкий материал на основе меди содержит, мас.%: алюминий 2,60-3,20, углерод 0,60-1,20, кислород 0,20-0,22, медь – остальное. Изобретение направлено на повышение жаропрочности и износостойкости материала, при сохранении высокого уровня теплопроводности. 3 табл., 3 ил.
Порошковый жаропрочный и износостойкий материал на основе меди, полученный смешиванием в аттриторе, содержащий алюминий, углерод и кислород, отличающийся тем, что он содержит компоненты в следующем соотношении, мас.%:
| ДИСПЕРСНО-УПРОЧНЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1996 |
|
RU2113529C1 |
| EP 0225889 A1, 24.06.1987 | |||
| US 4752333 A1, 21.06.1988 | |||
| RU 2064368 C1, 12.07.1996. | |||

