(Л
С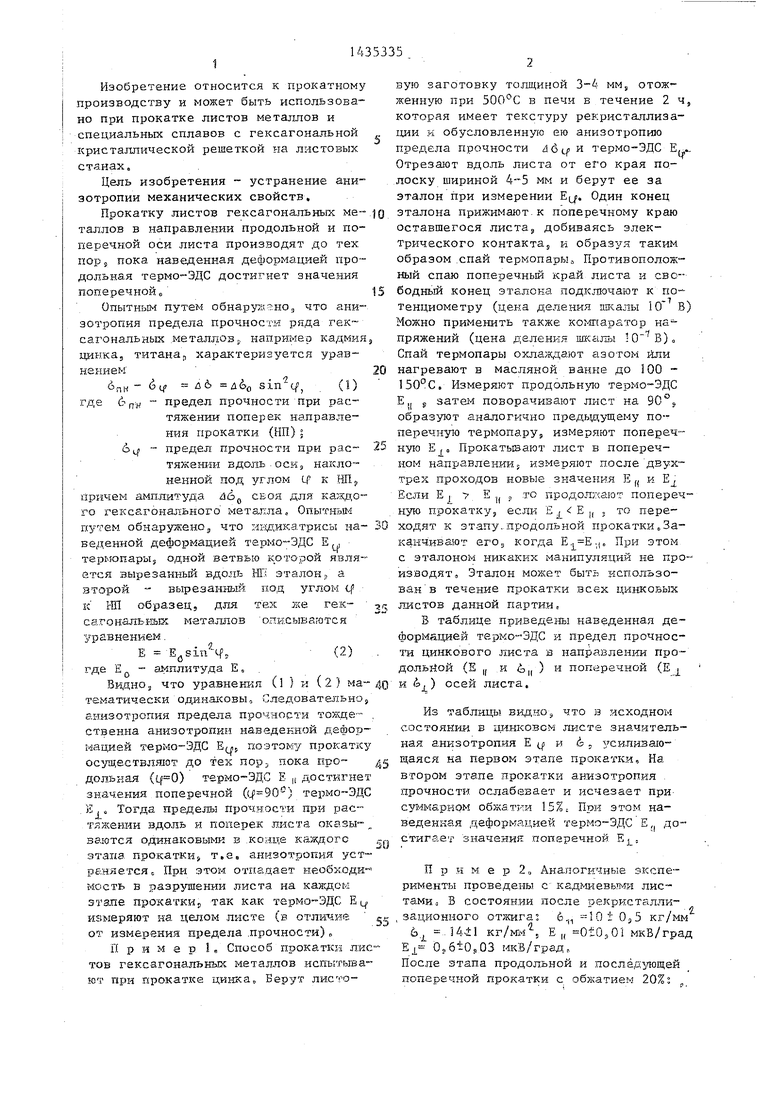
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ неразрушающего контроля металлического листа | 1980 |
|
SU868513A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕПЛОВЫДЕЛЕНИЯ | 1992 |
|
RU2063006C1 |
| СПОСОБ ПОДАВЛЕНИЯ ПОМЕХ В ЦЕПЯХ ТЕРМОПАР, ТЕРМОПАРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2267189C1 |
| Способ определения коэффициента объемной диффузии примеси в порошковом материале | 1987 |
|
SU1492240A1 |
| Измеритель мощности излучения | 1977 |
|
SU693782A1 |
| Способ прессования термоэлектрических материалов и устройство для реализации способа | 2020 |
|
RU2772225C1 |
| ПРЕОБРАЗОВАТЕЛЬ СОПРОТИВЛЕНИЯ И ТЕРМО-ЭДС В НАПРЯЖЕНИЕ | 2015 |
|
RU2612200C1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ЭЛЕКТРОФИЗИЧЕСКИХ ХАРАКТЕРИСТИК ОБРАЗЦОВ ИЗ ТЕРМОЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ | 2022 |
|
RU2783751C1 |
| Способ измерения температурной зависимости термо-ЭДС минералов | 1982 |
|
SU1133526A1 |
| Термопара для измерения низких температур | 1983 |
|
SU1120181A1 |
Изобретение относится к прокатному производству. Применяется преимущественно при прокатке листов металлов и специальных сплавив с гексагональной кристаллической решеткой на листовых станах. Цель изобретения - повышение точности устранения анизог тропии механических свойств. Способ включает последовательную прокатку в направлении продольной и поперечной оси листа. На каддом зтапе прокатки измеряют термоэлектродвижущую силу и прокатку осуществляют до тех пор, пока наведенная деформацией продольная термоэлектродвижущая сила достигнет значения поперечной. 1 табл.
оо
СП
00 со
О1
Изобретение относится к прокатному производству и может быть использовано при прокатке листов металлов и специальных сплавов с гексагональной Кристаллической решеткой на листовых станах.
Цель изобретения - устранение анизотропии механических свойств,
Прокатку листов гексагональньгх металлов в направлении продольной и поперечной оси листа Производят до тех nops пока наведенная деформацией продольная термо-ЭДС достигнет значения поперечной о
Опытньпч путем обнарркгнОэ что анизотропия предела прочности ряда гексагональных метало ов, например кадмия, цинка, титана, характеризуется уравнением
6 q й6 д6д , (1) предел прочности при растяжении поперек направления прокатки (НП); предел прочности при растяжении вдоль.осиэ наклоненной под углом Lf к НИ;; 11рнчем амплитуда Лб, своя для ка;адо го х ексагонального мета,г;:ла, Опытньяу
10
20
где
6-лк п н
Oi
25
вую заготовку толщиной 3-4 мм, отожженную при ЗОО - С в печи в течение 2ч которая имеет текстуру рекристаплиза- 1даи к обусловленную ею анизотропию предела прочности , и термо-ЭДС E Отрезшот вдоль листа от его края полоску шириной мм и берут ее за эталон при измерении Ец;. Один конец эталона прижимают.к поперечному краю оставшегося листа, добиваясь электрического контакта; и образуя таким образом .спай термопары Противоположный спаю поперечный край листа и сво- бодньш конец эталона подключают к потенциометру (цена деления аисалы 10 В Можно Применить также ког-шаратор напряжений (цена деления шкалы О В),, Спай термопары охлаждают азотом или нагревают в масляной ванне до 100 - 150°С. Измеряют продольную термо-ЭДС Е ji j, saTei i поворачивают лист на 90 образуют аналогично предьшущему поперечную термопару, измеряют поперечную Е(, Прокатьщают лист в поперечном направлении измеряют после двух- трех проходов новые значения Е и Е, Если Е I 7
- I , / i:. .|( с, .ТО продоллают попереч
ную прокатку, если .,,, ; то перепутем обнаружено, что иадикатрисы на- 30 ходят к этапу.продольной прокатки„Заведенной деформацие.й термо-ЭДС Е,, термопары, одной ветвью которой является вырезанный вдоль НИ эталон, а второй - вырезанньш под углом tf к НП образец, для тех se гек- сагональкьк металлов описываются уравнением.
Е E sip/- 4 (2)
дольйой (Е к
.J J 1 /г TJ
(1 ) и (2 ) ма- 40 и (э, ) осей листа.
и Ь|
тематически одинаковы. Следовательноj анизотропия предела прочности тожде- , ственна анизотропии наведекной деформацией термо-ЭДС Eqif поэтом:/ прокатку осуществляют до тех пор, пока про- д дольная ({.) термо-ЭДС Е ц достигнет значения поперечной ) термо-ЭДС ,Е,. Тогда пределы прочности при растяжении вдоль и поперек листа оказы™, ваются одинаковыми в .конце каждого ,-д этапа npOKaTKHj т.е. анизотропия устраняется с При этом отпадает необходи- мость в разрушении листа на каждом з гзле прокаткир так как термо-ЭДС Е (f измеряют на целом листе (в отличие. g от измерения предела .прочности)„
Пример 1, Способ прокатк5:1 листов гексагональных металлов испьг.г ьша ют прокатке цинкае Берут листо
0
5
вую заготовку толщиной 3-4 мм, отожженную при ЗОО - С в печи в течение 2ч, которая имеет текстуру рекристаплиза- 1даи к обусловленную ею анизотропию предела прочности , и термо-ЭДС E. Отрезшот вдоль листа от его края полоску шириной мм и берут ее за эталон при измерении Ец;. Один конец эталона прижимают.к поперечному краю оставшегося листа, добиваясь электрического контакта; и образуя таким образом .спай термопары Противоположный спаю поперечный край листа и сво- бодньш конец эталона подключают к потенциометру (цена деления аисалы 10 В) Можно Применить также ког-шаратор напряжений (цена деления шкалы О В),, Спай термопары охлаждают азотом или нагревают в масляной ванне до 100 - 150°С. Измеряют продольную термо-ЭДС Е ji j, saTei i поворачивают лист на 90 образуют аналогично предьшущему поперечную термопару, измеряют поперечную Е(, Прокатьщают лист в поперечном направлении измеряют после двух- трех проходов новые значения Е и Е, Если Е I 7
- I , / i:. .|( с, .ТО продоллают попереч
канчивают егОд когда E..j, При этом с эталоном никах-сих манипуляций не производят. Эталон может быть использован в течение прокатки всех цинковых листов данной партии,
В таблице приведены наведенная деформацией термо-ЭДС и предел прочное- тл цинкового листа в направлении продольйой (Е к
.J J 1 /г TJ
и (э, ) осей листа.
и Ь|, ) и
Из таблицы видно., что в исходном состоянии в цинковом хшсте значительная анизотропия Е ((i и 1у , усиливающаяся на первом этапе ирокатк.и., На втором этапе прокатки анизотропия . прочности ослабевает и исчезает при суммарном обжатки 15%; При этом наведенная деформацией термо-ЭДС Е,| достигает значения поперечной Ej,
П р н м е р 2 о Анапогнчные э.кспе-- рименты проведены с кадмиевьп ш листами В СОСТОЯН.ИИ после рекристалли- , зационного отжига; 6., 10 10,5 кг/мм 6.j.14il Kr/№i 5 Е к OiO.,01 мкВ/гра Ej Os6tOs03 мкВ/град. Пос.пе этапа продольной и послёдзшзщей поперечной прокатки с обжатием 20%;
6„ 12±0,5 кг/мм, 0,4 кг/мм, EII 0,310,02 мкВ/град, Е 0,3t to,03 мкВ/град, Пример п)окатки кадмия так же показьшает, что анизотропия предела Прочности исчезает, когда прокатку осуществляют до тех пор, пока наведенная деформацией продольная термо-ЗДС достигнет значения поперечной,10
После рекристаллизации OtOsOl 0,441:0j,01 16±i
0,06±0,01 0,50tO,02 18±1
-0,,0050,10+0,01 20+2
0503105005 -0,03+0,005 22±2
-0,}tO,02 -0,110,02 14t
Формула изобретения Способ прокатки листов с гексагональной структурой, включающий последовательную прокатку в направлении продольной и поперечной оси листа, отличающийся тем, что, с целью устранения анизотропии нических свойств, прокатку заканчивают при достижении равенства величин продольной и поперечной термо-ЭДС, образующихся в результате деформации.
25 il
331228±I
22t2
14±1
| Вассерман Г., Гривен И | |||
| Текстуры металлических материалов | |||
| - М.: Металлургия, 1969 | |||
| . |
