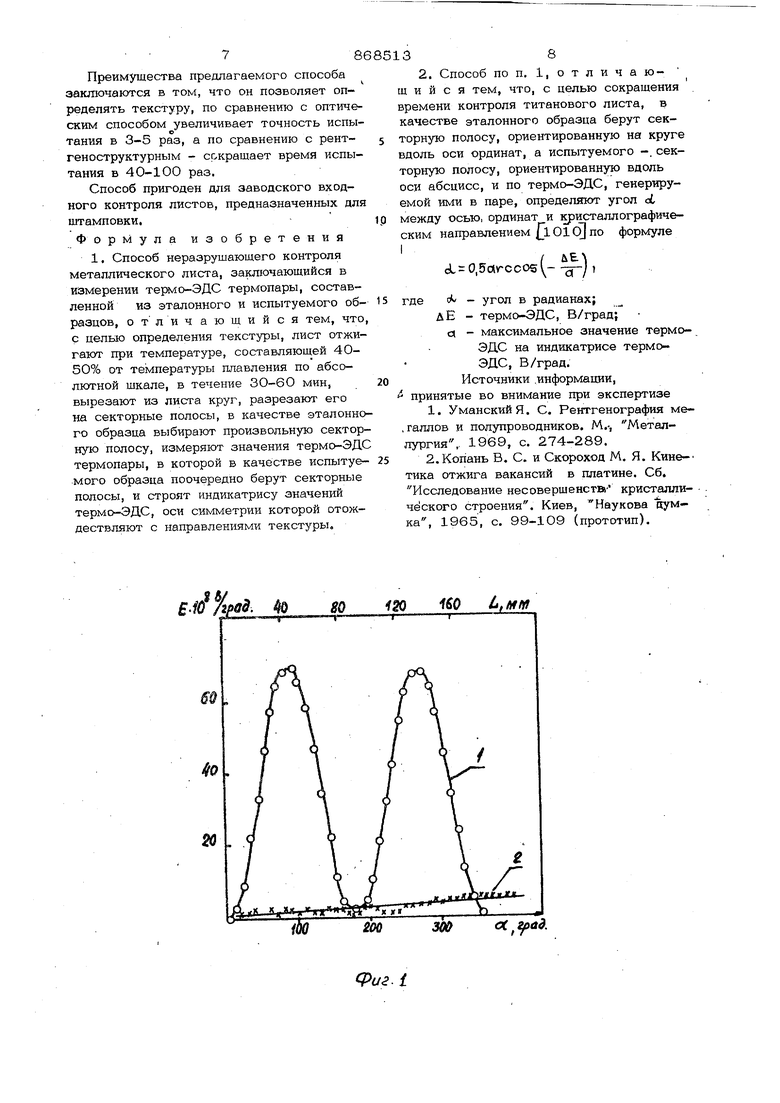
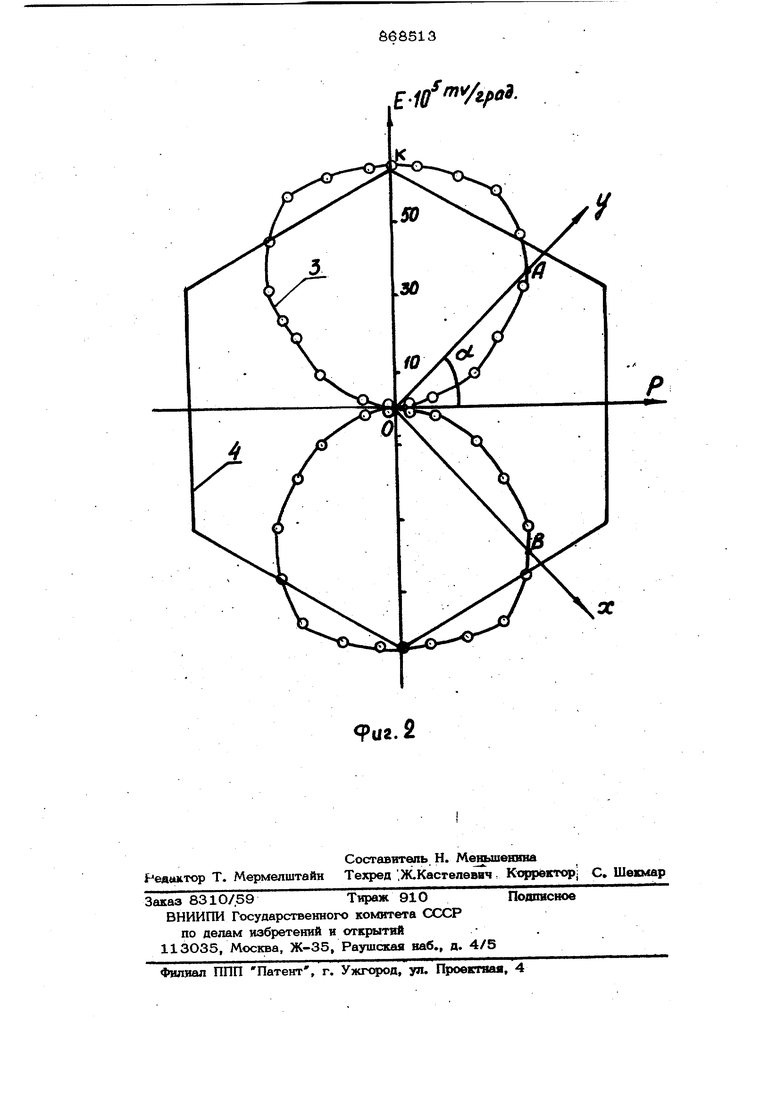
(54) СПОСОБ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ МЕТАЛЛИЧЕСКОГО ЛИСТА Изобретение относится- к неразрушающему контролю материалов, в частности к определению текучести, например титанового листа, при его производстве и изготовлении из него изделий. Штампуемость изделий из титанового листа определяется рядом факторов, в, том числе и текстурой. Известен рентгеноструктурный способ неразрушающего контроля металлов, заключающийся в измерении интенсивности и углового распределения рентгеновских рефлексов, полученных при ди ракоии рент геновского луча от поверхности листаtlj. Недостаток способа заключается в трудоемкости испытания, особенно в случаях, когда размеры зерен металла в листе велики: представление о типе текстуры и ее рассеянии можно получить, обследовав в отдельности ориентировку ЗОО-4ОО зерен Наиболее близким к предлагаемому является способ неразрушающего контроля металлического листа, заключающийся в измерении термо-ЭДС термопары, составленной из эталонного и испытуемого образцов. В качестве испытуемого берут образеп, содержащий вакансии или дислокации. Величина термо-ЭДС пропорциональна концентрации вакансий (дислокаций)С23. Однако этот способ не пригоден для испытания листов на текстуры, так как не указывает, чувствительна ли термо-ЭДС к текстуре металлов. Цель изобретения - определение текстуры. Поставленная цель достигается тем, что в способе неразрушаюшего контроля металлического, листа, заключающемся в измерении термо-ЭДС термопары, составленной из эталонного и испытуемого образцов, лист отжигают при температуре, составл$пощей 40-5О% от температуры ллавления по абсолютной шкале, в течение ЗО-вО мин, вырезают из листа круг, разрезают его на секторные полосы, в качестве эталонного образца выбирают произвольную секторную полосу, измерякхг значения термо-ЭДС термопары, в которой в качестве испытуемого образца поочередно берут секторные полосы, и строят индикатрису значений термо-ЭДС оси симметрии которой отождествляют с направлениями текстуры. С целью сокращения времени контроля титанового листа в качестве эталонного образца используют секторную полосу, ориентированную на круге вдоль оси ординат, а испытуемого г- секторную полосу, ориентированную вдоль оси абсцисс, и по термо-ЭДС, генерируемой ими в паре, определяют угол о1 между осью ординат и кр сталлографическим направлением Сю ОЗ по формуле dc 0|5oircco5( I где oL - угол в радианах; . ЛЕ - термо-ЭДС, В/град; а - максимальное значение термо-ЭДС на индикатрисе термо-ЭДС, В/град. Отжиг листа при температуре, составляющей 40-50% от температуры плавления по абсолютной шкале, в течение 30- 60 мин ликвидирует избыточные вакансии приводит к аннигиляции дислокаций, образованных прокаткой и дающих вклад в измеряемую термо-ЭДС, характеризующую текстуру. Отжиг при более высокой температуре приводит к рекристаллизации листа, в результате чего изменяется текстура и появляется хрупкость, а при более низкой - недостаточен для аннигиляции дислокаций. , Разрезание круга на секторные полосы и последующие измерения термо-ЭДС поз1воляюг построить индикатрису гермо-ЭДС, связав измеренные значения термо-ЭДС углом, под которым вырезана секторная полоса на круге. Выбор в качестве эталонного образца секторной полосы, ориентированной на круге вдоль оси ординат, а испытуемогосекторной полосы, ориентируемой вдоль оси абсцисс, позволяет при испытании ли та с известной индикатрисой термо-ЭДС, например титанового, делать только одно измерение ДЕ и по нему сразу определят угол oL между осью эталонного образца (осью ординат ) и кристаллографическим направлением ГюТо. За счет этого сок ращается время испытания и уменьщается трудоемкость в 8-10 раз по сравнению тем, когда нужно строить всю индикатри су TepNio-ЭДС. На фиг. 1 и 2 графически представлен экспериментальные результаты реализации способа. На фиг. 1 1федставлены: 1 - зависиость термо-ЭДС Е термопары от угла L , в которой в качестве эталонного обазца взята секторная полоса, вырезанная доль направления прокатки из титанового руга (марка титана ,О), а в качетве испытуемого - остальные секторные олосы, на которые разрезан круг диаметом 200 и толщиной 0,3 мм; cL - угол аклона оси данной секторной полосы к аправлению проката; 2 - зависимость от асстояния U термо-ЭДС Е термопары, в оторой в качестве испытуемого образца оочередно взяты параллельные полосы, а которые разрезан лист титана от левого его края до правого в направлении прокатки; L, - расстояние между левым раем листа и продольной осью данной араллельной полосы. На фиг. 2 представлены: 3 - индикатриса термо-ЭДС, полученная перестройкой графика 1 в полярных координатах; ОРнаправление прокатки; OY - ось ординат; ОА - радиус-вектор, длина которого равна термо-ЭДС Е , генерируемой парой: эталонная секторная полоса и секторная поло са А, ось которой наклонена под произвольным углом oL к направлению прокатки ОР; ОВ - радиус-вектор, длина которого равна термо-ЭДС Е, генерируемой парой: эталонная секторная полоса и секторная полоса & , ось которой ортогональна оси секторной полосы ОА (угол ); ОК - максимальное значение термо-ЭДС Е на индикатрисе 3; 4 - щестиугольник, указывающий на ориентацию щестиугольной базисной плоскости кристаллографической элементарной: ячейки титана (напра-. вление iOlOj ориентировано вдоль ОР). Предлагаемый способ осуществляется следующим образом. Лист отжигают при температуре, составляющей 40-50% от температуры плавления по абсолютной щкале, в течение 30QQ мин. Затем вырезают из листа круг, разрезают его на секторные полосы, в качестве эталонного образца выбирают произвольную секторную полосу, ориентированную, например , вдоль ОР, измеряют значение термо-ЭДС Е термопары, в которой в качестве испытуемого образца поочередно взяты остальные секторные полосы, строят индикатрису 3 значений Е термо-ЭДС, оси симметрии ОЕ и ОР которой отождествляют с направлением текстуры, При испытании титанового листа в качестве эталонного образна берут секторную полосу, ориентированную на круг вдоль оси ординат 0 , а испытуемого секторную полосу, ориенгированную вдоль оси абсцисс Ох , и по термо-ЭДС Д Е равной численно длине вектора АВ, генер руемой ими в паре, определяют угол dL между осью ординат ОЧ и кристаллографическим направлением Cl О1 Oj , совпада ющим с ОР По формуле С ЛБ d 0,5о1ГС 005 --д-/ где oL - угол в радианах; ЛЕ - термо-ЭДС, В/град; а f 0,68-10 В/град - максимальное значение термо-ЭДС Е на индикатрисе термо-ЭДС( равно отрезку ОК), П р и м е р. Способ нераэрушающего контроля металлического листа опробуют на титановом листе марки ВТ-1,0. После прокатки лист отжигают в вакууме 1О мм рт.ст. при {45% от точки плавления) в течение 45 мин. Из листа вырезают диск диаметром 2ОО мм и разрезают его на 40 симметричных секторных полос. Полосу, ориентированную вдоль на равления прокатки ОР, выбирают в качестве эталонного образца. Затем поочеред но берут каждую секторную полосу, устанавливают ее в клемме установки, в результате чего образуется термопара. Измеренные значения Е представлены йривыми 1 и 3 (фиг. 1 и 2). Индикатриса 3 описывается математической формулойE OISin d, , t) где Е значение термо-ЭДС; 0,68-10 В/град - максимально значение термо-ЭДС Е на индика трисе 3 (отрезок (Ж). Предположим, что индикатриса 3 обус ловлена неравномерным распределением примесей на площади листа. Для проверки этого предположения отрезают кусок из этого же отожженного титанового листа размерами 2ООх10О мм jразрезают его на 4О полос, параллельных направлению прокатки, выбирают крайнюю полосу в качестве эталонного образца и измеряют от носительно нее значения термо-ЭДС остальных параллельных полос. Результаты опыта представлены на кр11вой 2, из которых видно, что примеси распределены п листу равномерно. Следовательно, индикатриса 3 характ ризует текстуру. 136 Рентгеноструктурным способом установлено, что в листе TeKCi-ypa (ОО01) tlOlOj, плоскость элементарной структурной ячейки ориентирована, как показано на фиг. 2 (шестиугольник 4) Это обозначает, что направление С1010 параллельно оси симметрии индикатрисы 3. Следовательно, предлагаемый способ подтверждается экспериментально. Точность определения оси индикатрисы сххггавляет 1-2 угловых градуса, поэтому точность определения текстуры увеличена в 3-5раз. Время получения индикатрисы не превыщает 1,5 ч, в то время, как по рентгеноструктурному способу время определения текстуры при съемке рентгено-, грамм 4О образцов (по предлагаемому 4О секторных полос) равно 4О-1ОО ч. Время контроля листа может быть сокращено Б Ю раз, если индийатриса термоЭДС известна. В этом случае текстуру определяют следующим образом. На круге произвольным образом выбирают оси ОХ и ОХ. Вдоль оси ОЧ вырезают секторную полосу А, которую выбирают в качестве образца, а вдоль ОХ сек- орную полосу В, представл5пощую испытуемый образец. Измеряют термо-ЭДС Д Е, генерируемую ими в паре. Как следует из графика( фиг. 2) и. формулы (1), термо-ЭДС Е секторной по:ЛОС1 1 А относительно эталонного образца индикатрисы 3 равна ( , 0.) а термо-ЭДС Е, секторной полосы В E,().(4) Тогда, в силу аддивности термо-ЭДС, bE Or} o((.-COsl«L)-aCOS ltt . Из формулы (4) следует oL 0,rtVtccs (- :|ij . (5) Следовательно, достаточно найти индиатрису 3 тер €0-ЭДС один раз для данной марки титанового листа. В дальнейщем фи ускоренном испытании титановых лио тов данной марки (например при входном контроле заготовок на заводе) достаточно провести только одно измерение термоЭДС, генерируемой двумя секторными полосами, вырезанными из титанового лиота в двух перпендикулярных направлениях. Преимущества предлагаемого способа заключаются в том, что он позволяет определять текстуру, по сравнению с оптическим способом увеличивает точность испытания в 3-5 раз, а по сравнению с рентгеноструктурным - сокращает время испытания в 40-100 раз. Способ пригоден для заводского входного контроля листов, предназначенных для штамповки. Формула изобретения 1, Способ неразрушающего контроля металлического листа, заключающийся в измерении тер ю-ЭДС термопары, составленной из эталонного и испытуемого образцов, отлич ающий ся тем, что с целью определения текстуры, лист отжигают при температуре, составляющей 4050% от температуры плавления по абсолютной щкале, в течение ЗО-бО мин, вырезают из листа круг, разрезают его на секторные полосы, в качестве эталонно го образца выбирают произвольную секторную полосу, измеряют значения термо-ЭДС термопары, в которой в качестве испытуемого образца поочередно берут секторные полосы, и строят индикатрису значений термо-ЭДС, оси симметрии которой отождествляют с направлениями текстуры. 2. Способ по п. 1, отличаю- щ и и с я тем, что, с целью сокращения времени контроля титанового листа, в качестве эталонного образца берут секторную полосу, ориентированную на круге вдоль оси ординат, а испытуемого -. секторную полосу, ориентированную вдоль оси абсцисс, и по термо-ЭДС, генерируемой ими в паре, определяпют угол ot между осью, ординат и кристаллографическим направлением {jL 010 по формуле I dL-0,5olrCCOs(- -g- ) - угол в радианах; где дЕ - термо-ЭДС, В/град; я - максимальное значение термо- ЭДС на индикатрисе термоЭДС, В/град. Источники .информации, принятые во внимание при экспертизе 1. УманскийЯ. С. Рентгенография ме, галлов и полупроводников. М.-, Металлургия,, 1969, с. 274-289. 2.Копань Б. С. и Скороход М. Я. Кинетика отжига вакансий в платине. Сб. Исследование несоверщенсга- кристалли- ческого строения. Киев, Наукова думка, 1965, с. 99-109 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки листов с гексагональной структурой | 1987 |
|
SU1435335A1 |
| Способ измерения температурной зависимости термо-ЭДС минералов | 1982 |
|
SU1133526A1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ВОДОРОДНОГО ОХРУПЧИВАНИЯ ЛЕГКИХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2012 |
|
RU2501006C1 |
| Способ определения температуры в зоне резания | 1975 |
|
SU522049A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ПСЕВДО-АЛЬФА ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2595196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ПРОЧНЫХ И ВЫСОКОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2179899C1 |
| Способ определения энергии магнитной анизотропии,наведенной покрытием,и устройство для его осуществления | 1983 |
|
SU1118905A1 |
| Способ изготовления листов из сплава Ti - 6Al - 2Sn - 4Zr - 2Mo с регламентированной текстурой | 2015 |
|
RU2624748C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2002 |
|
RU2224047C1 |
| СПОСОБ ИСПЫТАНИЯ ТОНКОЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2042126C1 |
..
80
i60 L,MHi
ISO
SO
./
r..
9u2.2
