4
00
СП
со
4;:
00
Изобретение относится к прокатному производству и может быть использовано на станах горячей прокатки преимущественно полосы.
Цель изобретения - более рациональное охлаждение проката по длине и вследствие этого повьшение его качества ,
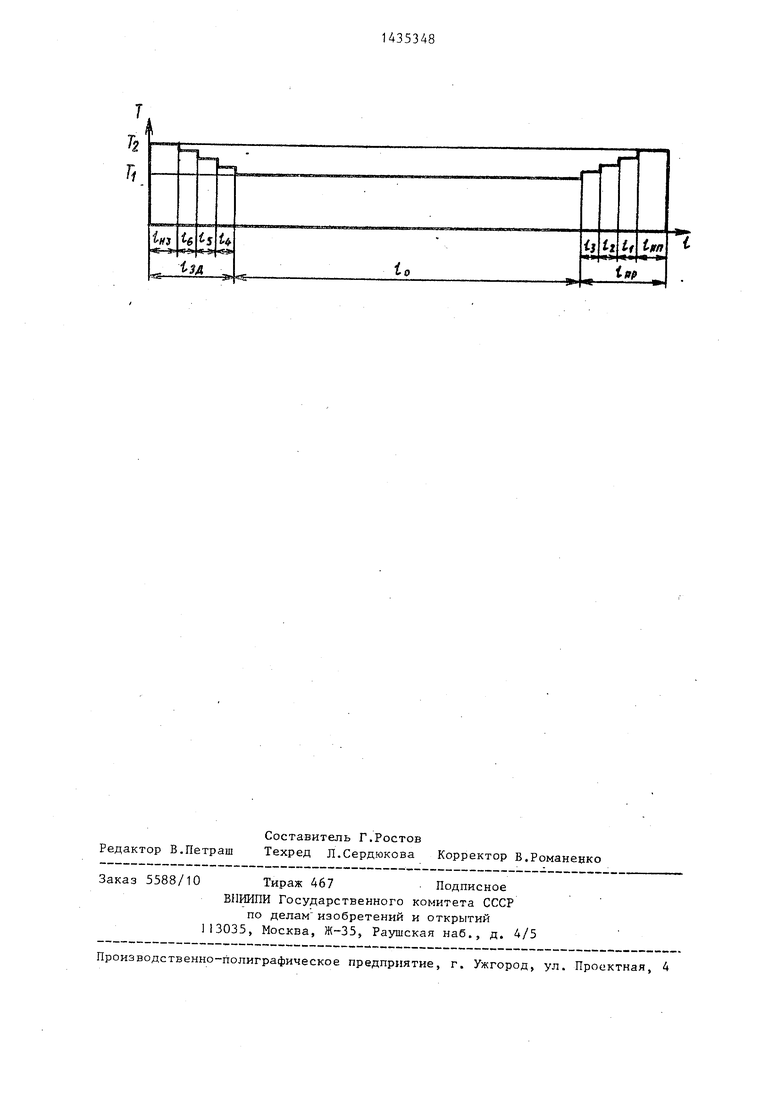
На чертеже показана диаграмма pac пределения температуры при использовании данного способа,
Способ осуществляют следующим .
При перемещении проката (П) по отводящему рольгангу стана секции охлаждающей установки (ОУ), обеспечивающие необходимый дпя получения заданной температуры смотки расход хладагента, включают одновременно при прохождении передним концом проката последней по ходу прокатки под- тежащей включению сек1щи охлаждающей установки. В дальнейшем, в конце ох- 1аждения, секции ОУ выключают одновременно при подходе конца проката 1ОД первую включенную секцию (С). Распределение температуры,, полученное после такого охлаждения при четырех включенных С, показано на чер |теже,где 10 охлаждаемая часть П р заданной температурой Т смотки| II „р - передняя часть И; 1 - задняя часть П| 1 1 нз неохлажденные передний и задний уча :тки П; 1 - участок П, находивший- :я в момент t начала охлаждения меду четвертой и третьей включенными .:екциями; Ij - участок, находившийс 3 момент t между третьей и второй ; 1з участок, находившийся в мо- ент t между второй и первой С; Q - охлаждаемьй участок, находив-, йся в момент t до первой.С, а в Йомент 12 конца охлаждения - после Четвертой С; Id участок,находив- йся в момент tj между четвертой k третьей С; Ig участок, находив- |Ь5йся В момент с 2 между третьей и тррой С; 1 - участок, находивший- 1ря в момент tj между второй и пер- ой с. Следовательно, участки I,, и 1 дхлгЙ дены одной С, l/j и 1у двумя С, 1э и 14 - тремя С, Ig - всеми
5
0
5
0
0
45
50
четырьмя С, 1р„ и (,, не подвергались ускоренному охлаждению.
Как видно из диаграммы, способ обеспечивает постепенный переход от температуры Tj неохлажденных конечных участков Ij и 1кб к температуре Т, средней части 1р проката. По- вышенная температура конечных участков П улучшает условия захвата его моталкой и формирования внешних витков рулона при смотке. Ступенчатое изменение температуры передней и задней частей и 1 спо.собствует равномерному охлаждению П после смотки его в рулон, что приводит к формированию равномерной структуры по длине П, следовательно, к повышению его качества. Весь расходуемый хладагент при этом идет на охлаждение П, т.е. исключается нерациональное использование хладагента. Кроме того, предлагаемый способ может использоваться при всех скоростях прокатки, т,е, имеет более широкую область применения по сравнению с известным, который при высоких скоростях не может быть использован. Преимуществом способа является также простота его реализации. Так как не т ребует контроля за продвижением П под каждой секцией ОУ для поочередного включения их и снабжения каждой С узлами слива хладагента.
формула изобретения
Способ ускоренного охлаждения проката, преимущественно полосового, включающий струйную подачу хладагента на движущийся прокат через секции охлаждающей установки, последовательно установленные вдоль оси транспортирования проката, о т л и ч а ю - щ и и с я тем, что, с целью более рационального охлаждения проката по длине и вследствие этого повышения его качества, все подлежащие включению секции включают одновременно после прохождения передним концом проката последней из них по ходу прокатки и выключают также одновременно при подходе заднего конца проката под первую включенную секцию.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления ускоренным охлаждением полосы на стане горячей прокатки | 1981 |
|
SU1030060A1 |
| Способ охлаждения горячекатаных полос | 1992 |
|
SU1838431A3 |
| Устройство управления ускоренным охлаждением проката | 1987 |
|
SU1507483A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| Способ охлаждения листового проката в потоке стана | 1991 |
|
SU1768342A1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2000 |
|
RU2177043C2 |
| Устройство для регулирования температуры полосы на выходном рольганге непрерывного стана горячей прокатки | 1977 |
|
SU753512A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471875C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
Изобретение относится к прокатному производству и может быть использовано на станах горячей прокатки полосы. Цель изобретения - более национальное охлаждение проката по длине и вследствие этого повьппение его качества. Одновременное включение и выключение секций охлаждающей , установки позволяет равномерно охлаждать среднюю часть проката, заключенную между его сечением,находящимся в момент включения секций под первой секцией, и се чением, находящимся в момент выключения секций под последней секцией. При этом передний и задний участки проката будут иметь возрастающую к концам проката температуру, т.к. охлаждаются частично, не всеми .включенными секциями. Такое охлаждение концов позволяет получить после остывания I в рулоне более равномерную температуру и свойства по длине проката, т.е. повысить его качество. 1 ил. S сл
| Устройство управления охлаждением горячекатаной полосы | 1981 |
|
SU952397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для регулирования температуры полосы на рольганге стана горячей прокатки | 1980 |
|
SU969345A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
