11435620
Изобретение относится к термичес- ой обработке проката и предназначе- о для использования в потоке непреывных сортопрокатных станов.
Цель изобретения - повышение прозводительности стана путем исключеия аварийного застревания проката повьшения стойкости валков.
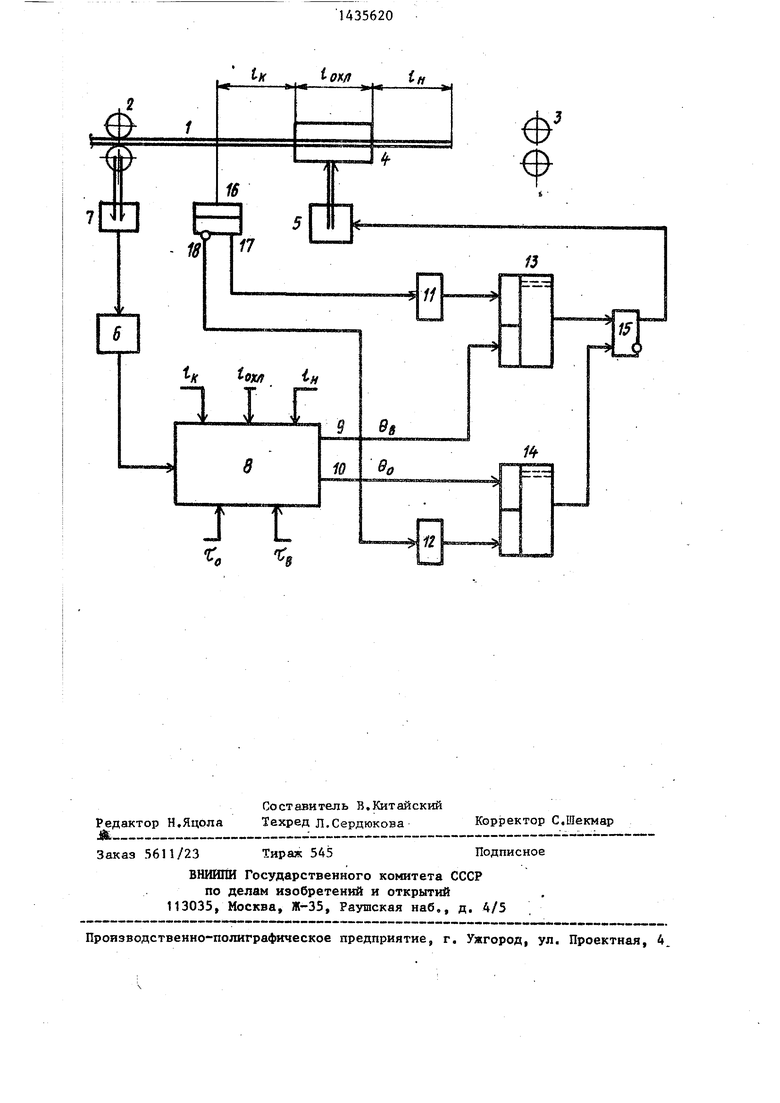
На чертеже представлена функцио- альная схема охлаждающех о устройтва, с помощью которого осуществляется предпагаемый способ„
Устройство для охлаждения прокаа 1, содержит установленную между прокатными клетями 2 и 3 установку 4 о ша;адения с приводом 5 включения, блок 6 измерения скорости прокатки датчик 7 которого кинематически связан с валком клети 2, арифметический
зр на за от эк де ты
10
15
20
Олок а с выхода ш: 9 и Юр элементы
I1 и 2 времени, элементы 13 и 14 сравнения,, триггер 15 и датчик 16 наличия проката с прямым 17 и ниверс- 1-1ьш 18 выходами ,25
Устройство работает следующим об- разой,
В исходном положении щ)окат 1 в линии стана отсутствует, привод 5 отключен, и вода в установку 4 ох- ЗО лаждения не поступает В арифмети|ческий блок 8 задаются коды чисел, эквивалентные заранее определен- ным значением 1,, , In,,, 1.,
к ,
6
и с,
При поступлении проката в 1шеть 2 датчик 7 начинает измерять текз щуго скорость проката, а блок 6 преобразовывает Э:ГУ величину в эквивалентный код, которьпЧ поступает на один из входов арифметического блока 8о Арифметический блок по предлагаемым формулам вычисляет значения времени 9д и на его выходах 9 и 10 появляются коды чисел г эквивалентные этим задержкам.
ни эт ся
в о
с ти в е л н л ю
35 н ч
40 и
45 н
При появлении проката в поле эре ния дат1шка 16 на его прямом выходе 17 появляется сигнал, запускающий элемент 11 времени, выходной код которого начинает нарастать. При равенстве кодов элемента 11 времени и выхода 9 арифметического блока 8 последовательно срабатывают элемент 13 сравнения и триггер 15в выходным, сигналом которого включается привод, 5., К моменту выхода из установки участка проката заданной длины 1д вода начинает поступать в у становку и охлаждать прокат.
При исчезновении проката из поля зрения датчика 16, появляется сигнал на его инверсном выходе 18, которым запускается элемент 12 времени. При отсчете этим элементом длительности, эквивалентной значению дд , на выходе 10 арифметического блока 8 срабатывает элемент 14 сравнения. Триггер
15 и привод 5 отключаются, и поступление воды в установку прекращается, К этому моменту конец раската находится за установкой.
Пример. Температура проката в чистовой группе сортового стана 1000-1050 С; температура проката (среднемассовая) после ускоренного охлаждения в межклетеном промежутке (по известному способу) 750-840 Cj
скорость прокатки в последней icne- ти сортового стана в зависимости от размеров сечения, проката устанавливают в пределах 10-18 м/с; производительность стана в зависимости от его типа и сортамента проката составляет 35-150 т/ч| стойкость вапков стй- на между заменами по нэносу составляет в зависимости от сортамента 2700-5400 т проката; расстояние между 1слетями стана MJ дпина охлаждающего устройства 2,5-3.м; давление охлаждающей воды МПа,
Предлагаемьй способ позволяет сохранить высокую температуру начального участка проката, избежать увеличения сопротивления деформации и там самым - ударйых нагрузок при захвате. Это исключает застревание проката и обеспечивает безаварийную прокатку.
и сохранение хшановой е гойкости валков, что приводит к росту производительности стана.
Ухудшение условий захвата охлаждаемого начального участка проката можно подтвердить только расчетным путем, так как прямые эксперименты, ведущие к аварийным ситуациям, нерациональны.
Теоретические расчеты охлаждения
круглого стержня диаметром 20 мм для условий, близких к производственным, показывают следующее.
После воздействия охлаждающей водой в течение ,5 с (приблнзительно время прохождения участка проката через охлаждающее ус-рройство) в поверхностном сло.е проката толщиной до 5 мм образуется перепад температур от .начальной (1000 С) до .темпе31435620
атуры охлаждающей среды (не вьшеФор
). За время движения участка проката от охлаждающего устройства до клети (менее 0,2 с) темцература его поверхности возрастает всего до 200- 300°С.,
.Временное сопротивление конструкционных ст-алей при 1000°С составляет около 50 Н/мм, а при 200 с - возрас- ю тает до 500 Н/мм , т.е. на порядок. С учетом того, что сердцевина стержня остается горячей (около 1000 С) усилие прокатки возрастает в меньшей степени, ориентировочно в 4-5 раз. Охпаждение начального участка проката происходит не только с поверхности,, но и дополнительно с торца, поэтому он приобретает еще более низкую температуру, и ,условия его деформаций при захвате усугубляются.
Кроме того,появляется влияние уменьшения коэффициента трения в очаге деформации при захвате. Так,
коэффициент треСпсортов не, вк ность жутке ва, о с цель стана застре ти и п дачу в 15 охлажд та дли деформ включе устана
20
а моме
25
30
35
для рядовых сталей ния при 1000 С составляет около 0,35 - 0,4, а при снижается до .0,2. По условию захвата коэффициент трения fu должен быть не менее тангенса угла захвата oL (fUitgoi.). сходя из этого соотношения, опредеяют угол захвата и обжатие металла в клети, т.е. калибровку стана. При уменьшении (ив два раза л также уменьается приблизительно в два раза. При этом-захват металла валками в известом способе: становится маловероятным, если не возможным.
Пределы неохлаждаемого участка проката определены по реальному статис- 40 тическому разбросу величин, входящих в расчетные формулы. При меньшей длине участка увеличивается вероятность незахвата проката. При большей длине частка положительный эффект првдлага-45 емого способа сохраняется. Однако величивать ее не имеет смысла, так ак длина неохлажденного проката озрастает сверх необходимой.
где
бо
1,
1,
,
мулаиз о.бретени-я
Способ управле1дая охлаждением сортового проката в непрерывном стане, включающий подачу воды на поверхность проката в межклетьевом промежутке с помощью охлаждающего устройства, отличающийся тем, что, с целью повьшения производительности стана путем исключения аварийного застревания проката в последующей клети и повьшения стойкости валков, подачу воды начинают после выхода из охлаждающего устройства начала п рока- та длиной, равной 1,5-2,5 длины очага деформации в клети, причем момент включения охлаждающего устройства устанавливают из зависимости:
.
V,
6 )
а момент отключения - из зависимости
5
0
5
0 5
где
бо
е.
охл
Vn
в„ интервал времени между моментами прохождения началом проката контрольного сечения и подачей команды на включение устройства; интервал времени между моментами прохождения концом проката контрольного сечения и подачей команды на отключение устройства; расстояние от контрольного сечения до охлаждающего устройства;
длин охлаждающего устройства;
1, - заданная длнна неохлаждаемого начального участка проката;
скорость движения проката; временные задержки срабатывания охлаждающего устройства при включении и отключении соответственно.
1, ОХА
,
iK
toK/t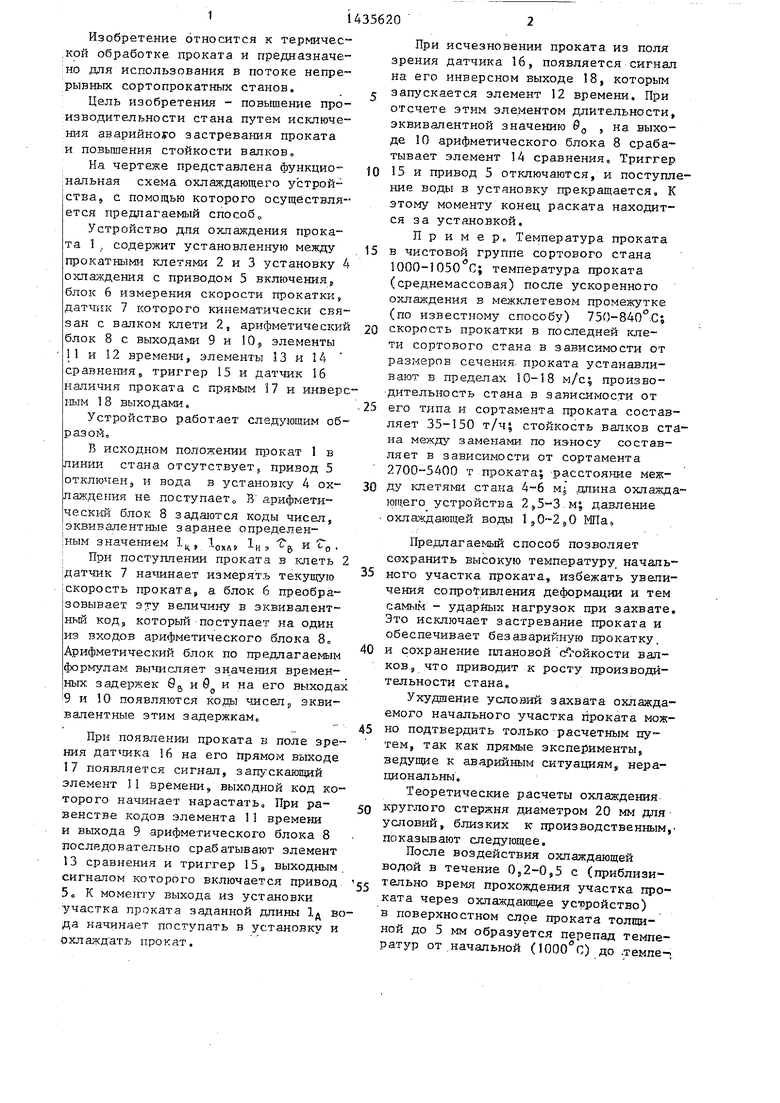
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2006 |
|
RU2333055C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2004 |
|
RU2259243C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2004 |
|
RU2272684C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ВАЛКОВ СОРТОПРОКАТНОЙ КЛЕТИ | 2005 |
|
RU2287384C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2342205C2 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2343015C1 |
| Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков | 1989 |
|
SU1696022A1 |
| РОЛИКОВАЯ ПРОВОДКА | 2007 |
|
RU2357820C2 |
| Способ охлаждения прокатных валков станов горячей прокатки | 1975 |
|
SU571313A1 |
| Опора валка стана горячей прокатки | 1989 |
|
SU1685564A1 |
Изобретение относится к термической обработке проката и предназначено для использования в потоке непрерывных сортопрокатных станов- Цель изобретения - повышение производительности стана путем исключения аварийного застревания проката в последующей клети-и поБьгаение стойкости вапк ов. Подачу воды на поверхность проката осуществляют с помощью охлаждающего устройства, размещенного в межклетевом промежутке стана после выхода из охлаждающего устройства начального участка проката длиной, равной 1,5-2,5 длины очага деформации в клети, а моменты включения и отключения охлаждающего устройства устанавливают по заявленным зависимостям. 1 ил. 1
