Изобретение относится к обработке металлов давлением, в частности к прокатному производству, и может быть использовано для очистки поверхности калибров сортопрокатных валков от окалины, налипшего металла, наваров и других загрязнений.
Цель изобретения - упрощение изготовления чистящего элемента, повышение качества и снижение продолжительности очистки.
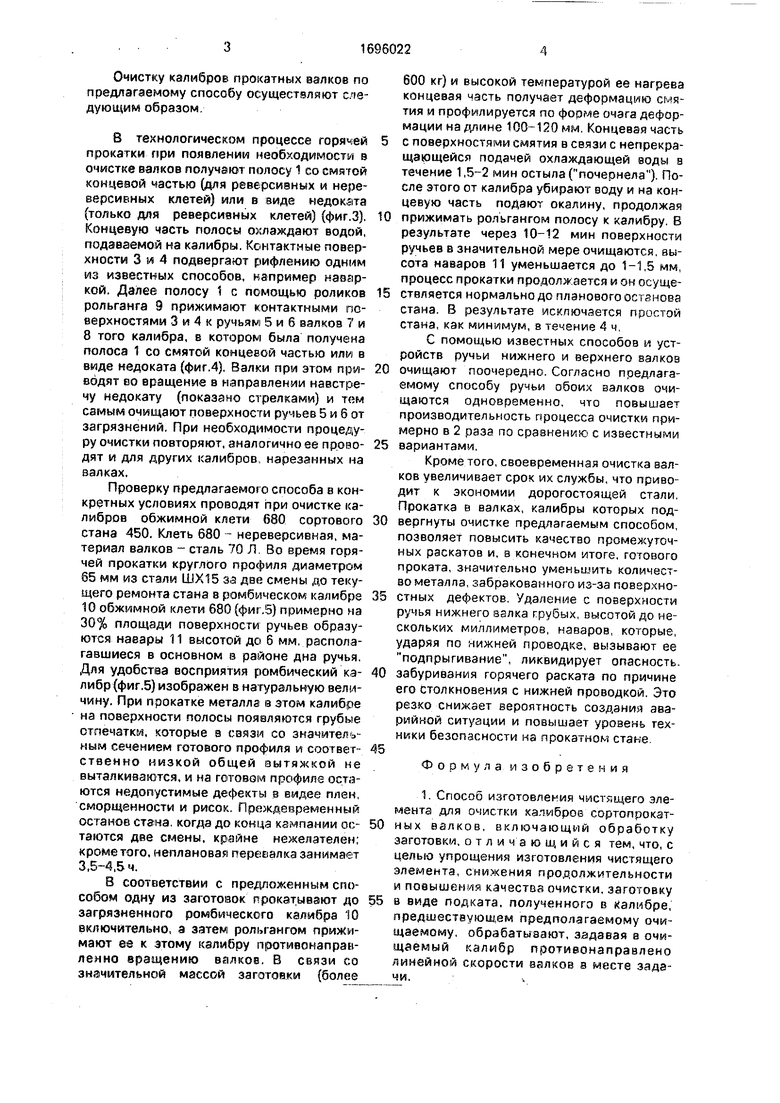
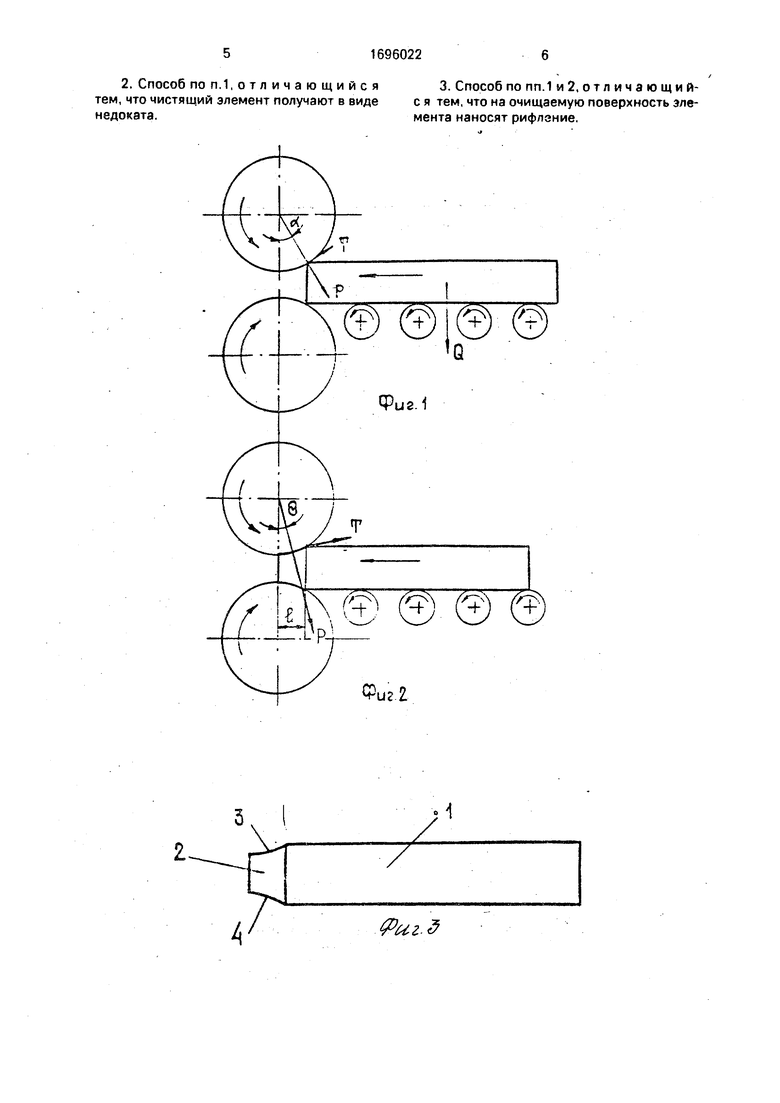
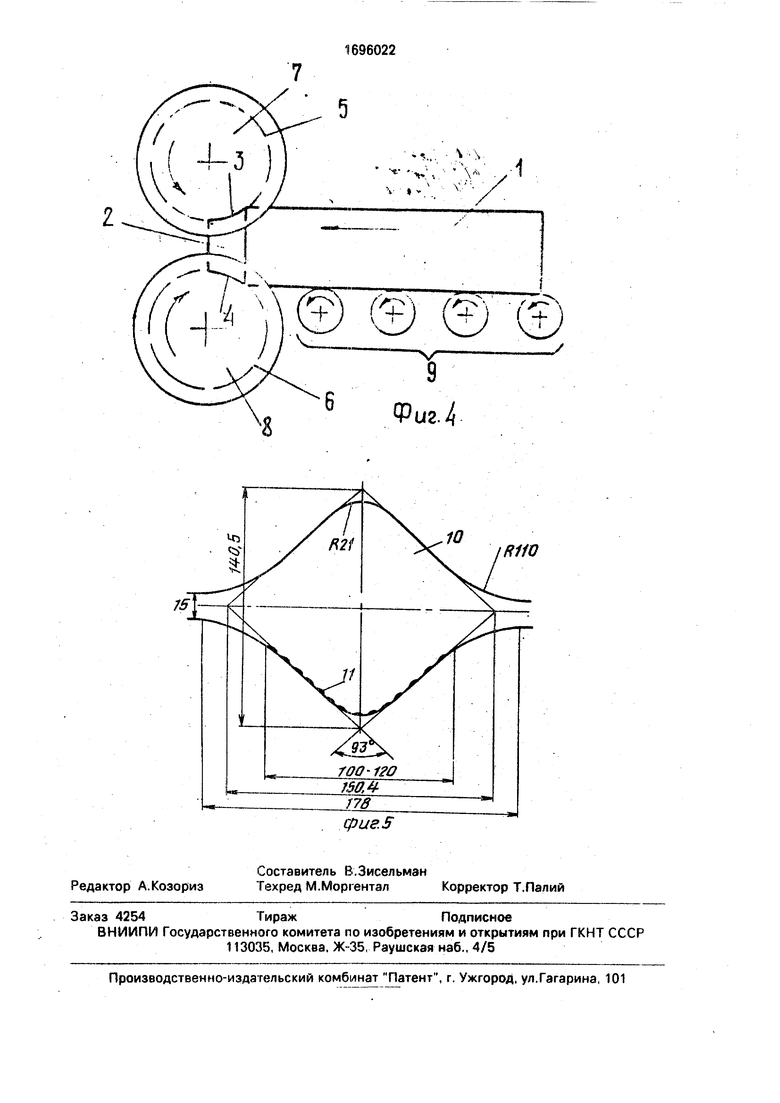
На фиг. 1 показана схема начального момента смятия при прижатии полосы рольгангом к вращающимся валкам; на фиг.2 - схема взаимодействия валков со смятой концевой частью полосы; на фиг.З - горячекатаная полоса; на фиг.4 - схема процесса очистки поверхностей предлагаемым способом; на фиг.5 - ромбический калибр.
На фиг.З показана горячекатаная полоса 1 с профилированной концевой частью в
виде недоката 2; цифрами 3 и 4 обозначены профилированные поверхности недоката 2, которые подвергают рифлению. Горячекатаная полоса со смятой концевой частью отличается от полосы с концевой частью в виде недоката лишь уменьшенной длиной концевой части 2 (зоны контакта с валками) и отдельно не приводится.
На фиг.4 показана схема процесса очистки поверхностей ручьев 5 и б валков 7 и 8 по предлагаемому способу. Недокат 2 контактными поверхностями 3 и 4 прижат к вращающимся валкам 7 и 8 с помощью рольганга 9. Направления вращения валков 7 и 8, роликов рольганга 9 и прижатия к валкам недоката 2 показаны стрелками. Ромбический калибр 10 нарезан на валках обжимной клети 680 сортового стане 450 с образовавшимися в процессе прокатки наварами 11.
0s Ю О О
ГО
ю
Очистку калибров прокатных валков по предлагаемому способу осуществляют следующим образом,
В технологическом процессе горячей прокатки при появлении необходимости в очистке валков получают полосу 1 со смятой концевой частью (для реверсивных и нереверсивных клетей) или в виде недокзта (только для реверсивных клетей) (фиг.З). Концевую часть полосы охлаждают водой, подаваемой на калибры, Контактные поверхности 3 и 4 подвергают рифлению одним из известных способов, например наваркой. Далее полосу 1 с помощью роликов рольганга 9 прижимают контактными поверхностями 3 и 4 к ручьям 5 и 6 валков 7 и 8 того калибра, в котором была получена полоса 1 со смятой концевой частью или в виде недоката (фиг.4). Валки при этом при- вддят во вращение в направлении навстречу недокату (показано стрелками) и тем самым очищают поверхности ручьев 5 и 6 от загрязнений. При необходимости процедуру очистки повторяют, аналогично ее проводят и для других калибров, нарезанных на валках.
Проверку предлагаемого способа в конкретных условиях проводят при очистке калибров обжимной клети 680 сортового стана 450, Клеть 680 - нереверсивная, материал валков - сталь 70 Л. Во время горячей прокатки круглого профиля диаметром 65 мм из стали ШХ15 за две смены до текущего ремонта стана в ромбическом калибре 10 обжимной клети 680 (фиг.5) примерно на 30% площади поверхности ручьев образуются наеары 11 высотой до 6 мм, располагавшиеся в основном в районе дна ручья. Для удобства восприятия ромбический калибр (фиг.5) изображен в натуральную величину. При прокатке металла в этом калибре на поверхности полосы появляются грубые отпечатки, которые в связи со значительным сечением готового профиля и соответ- ственно низкой общей вытяжкой не выталкиваются, и на готовом профиле остаются недопустимые дефекты в видев плен, сморщенности и рисок. Преждевременный останов стана, когда до конца кампании остаются две смены, крайне нежелателен; кроме того, неплановая перевалка занимает 3,5-4.54.
В соответствии с предложенным способом одну из заготовок прокатывают до загрязненного ромбического калибра 10 включительно, а затем рольгангом прижимают ее к этому калибру противонаправленно вращению валков. В связи со значительной массой заготовки (более
600 кг) и высокой температурой ее нагрева концевая часть получает деформацию смятия и профилируется по форме очага деформации на длине 100-120 мм. Концевая часть
с поверхностями смятия в связи с непрекращающейся подачей охлаждающей воды в течение 1,5-2 мин остыла (почернела). После этого от калибра убирают воду и на концевую часть подают окалину, продолжая
прижимать рольгангом полосу к калибру. В результате через 10-12 мин поверхности ручьев в значительной мере очищаются, высота наваров 11 уменьшается до 1-1,5 мм, процесс прокатки продолжается и он осуществляется нормально до планового останова стана, В результате исключается простой стана, как минимум, в течение 4 ч,
С помощью известных способов и устройств ручьи нижнего и верхнего валков
очищают поочередно. Согласно предлагаемому способу ручьи обоих валков очищаются одновременно, что повышает производительность процесса очистки примерно в 2 раза по сравнению с известными
вариантами.
Кроме того, своевременная очистка валков увеличивает срок их службы, что приводит к экономии дорогостоящей стали. Прокатка в валках, калибры которых подвергнуты очистке предлагаемым способом, позволяет повысить качество промежуточных раскатов и, в конечном итоге, готового проката, значительно уменьшить количество металла, забракованного из-за поверхностных дефектов. Удаление с поверхности ручья нижнего валка грубых, высотой до нескольких миллиметров, наваров, которые, ударяя по нижней проводке, вызывают ее подпрыгивание, ликвидирует опасность.
забуривания горячего раската по причине его столкновения с нижней проводкой. Это резко снижает вероятность создания аварийной ситуации и повышает уровень техники безопасности на прокатном стане
Формула изобретения
1. Способ изготовления чистящего элемента для очистки калибров сортопрокатных валков, включающий обработку заготовки, отличающийся тем, что, с целью упрощения изготовления чистящего элемента, снижения продолжительности и повышения качества очистки, заготовку
в виде подката, полученного в калибре, предшествующем предполагаемому очищаемому, обрабатывают, задавая в очищаемый калибр противонаправлено линейной скорости валков в месте задачи,ч
2. Способ по п. 1,отличающийся тем, что чистящий элемент получают в виде недоката.
3. Способно пп.1 и 2, отличающий- с я тем, что на очищаемую поверхность элемента наносят рифление.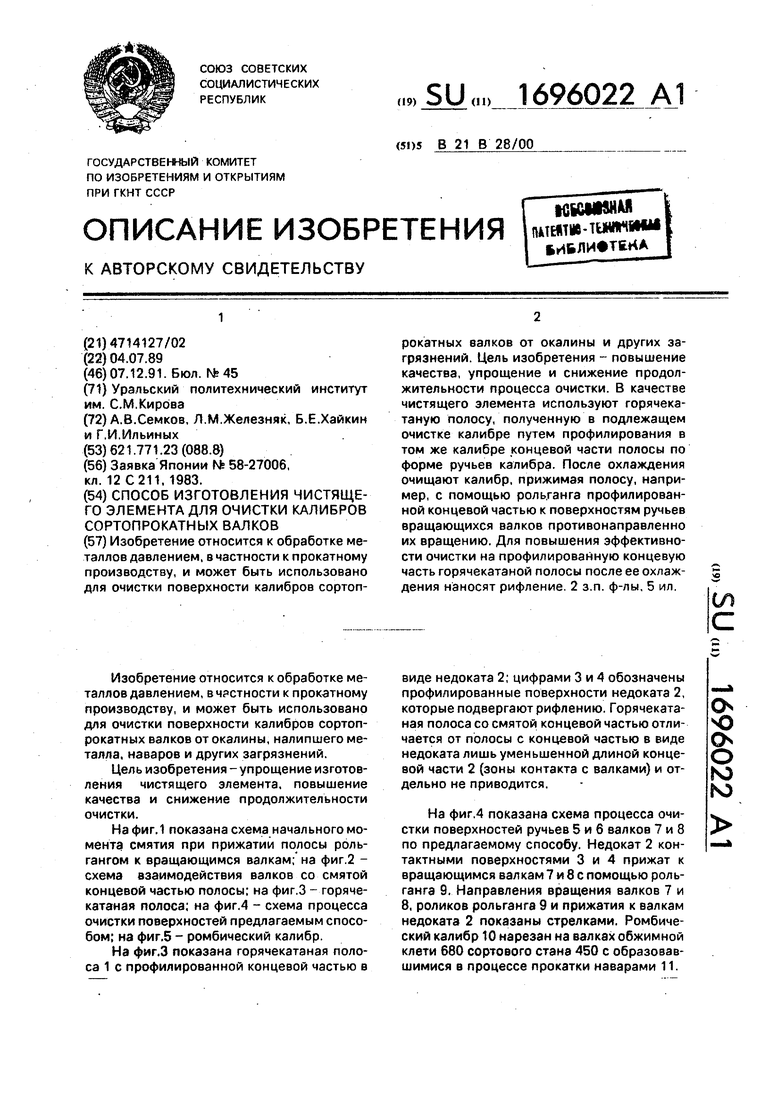
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |
| ВАЛКОВЫЙ УЗЕЛ | 1997 |
|
RU2121402C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |
| Валок для шаговой прокатки многогранных полос | 1988 |
|
SU1588453A1 |
| Прокатный валок полосового прокатного стана | 1986 |
|
SU1398938A1 |
| Способ прокатки | 1982 |
|
SU1061860A1 |
| Способ прокатки прямоугольной полосы | 1983 |
|
SU1161201A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| ВЫВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2004 |
|
RU2253526C1 |
Изобретение относится к обработке металлов давлением, в частности к прокатному производству, и может быть использовано для очистки поверхности калибров сортопрокатных валков от окалины и других загрязнений. Цель изобретения - повышение качества, упрощение и снижение продолжительности процесса очистки. В качестве чистящего элемента используют горячекатаную полосу, полученную в подлежащем очистке калибре путем профилирования в том же калибре концевой части полосы по форме ручьев калибра. После охлаждения очищают калибр, прижимая полосу, например, с помощью рольганга профилированной концевой частью к поверхностям ручьев вращающихся валков противонаправленно их вращению. Для повышения эффективности очистки на профилированную концевую часть горячекатаной полосы после ее охлаждения наносят рифление. 2 з.п. ф-лы, 5 ил. (Л С
( 0 0Ч - -/
тQW
Риг. 2
5
Ф
} fc
.. у vv v
Л
Ф
fc
9 Фиг. k
R110
фие.5
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
