Изобретение относится к прокатному производству и может быть использовано на мелкосортных и проволочных станах с непрерывными группами клетей.
Известен способ прокатки круглых профилей с регламентированным деформированием полосы в клетях чистовой группы: в предчистовом овальном и чистовом круглом калибрах полосу обжимают с вытяжками 1,18-1,30 и 1,20-1,35 соответственно, причем обжатие в чистовом калибре ведут с подпором 100-250 Н и при отношении ширины чистового калибра к его высоте, равном 1,009-1,018 [1].
Известен также способ прокатки сортовых профилей в линии непрерывного сортопрокатного стана 450, включающий нагрев заготовки, ее многопроходное обжатие в черновой группе клетей, 7-клетевой непрерывной чистовой группе клетей и охлаждение. [2].
Недостатки известных способов состоят в том, что при прокатке полосы в непрерывных черновой и чистовой группах клетей сортопрокатного стана, вследствие несогласования скоростей входа полосы в чистовую группу клетей и выхода из черновой группы, происходит либо утяжка полосы, либо ее аварийное застревание - «забуривание». Это снижает качество сортовых профилей и выход годного.
Наиболее близким аналогом к предлагаемому изобретению является способ прокатки сортовых профилей на непрерывном среднесортном стане 370. Способ включает нагрев квадратных заготовок 106×106 мм в методической нагревательной печи, последующее многопроходное обжатие полосы в непрерывной 7-клетевой черновой группе и 8-клетевой чистовой группе. Все клети черновой и чистовой групп имеют индивидуальный электропривод [3].
Недостатки известного способа состоят в том, что в случае несоответствия скоростей выхода полосы из черновой группы клетей и входа в чистовую группу, обусловленного колебаниями механических свойств полосы, ее температуры, запаздыванием систем регулирования скоростей электродвигателей, между чистовой и черновой группами клетей происходит либо утяжка полосы, либо «забуривание». В результате снижаются качество сортовых профилей и выход годного.
Техническая задача, решаемая изобретением, состоит в повышении качества сортовых профилей и выхода годного.
Для решения поставленной технической задачи в известном способе прокатки сортовых профилей, включающем многопроходное обжатие полосы в непрерывных черновой и чистовой группах клетей, согласно предложению в последней клети черновой группы полосу обжимают с вытяжкой 1,10-1,20, перед чистовой группой клетей полосу отклоняют от оси прокатки на угол 10-30 градусов с образованием петли длиной не менее 150 мм, при этом в случае снижения скорости входа полосы в чистовую группу клетей относительно скорости ее выхода из последней клети черновой группы угол отклонения полосы от оси прокатки и длину петли увеличивают, а в противном случае их уменьшают. Кроме того, натяжение полосы между последней клетью черновой группы и чистовой группой клетей поддерживают на нулевом уровне.
На чертеже представлена схема реализации предложенного способа прокатки сортовых профилей с петлеобразованием полосы между непрерывными черновой и чистовой группами клетей.
Сущность предлагаемого изобретения состоит в следующем. В процессе непрерывной прокатки с вытяжкой в последней клети черновой группы λ=1,10-1,20 вследствие изменения механических свойств, температуры, полосы, колебаний геометрических размеров и условий контактного трения изменяется величина опережения в очаге деформации и скорость выхода полосы из валков. Это приводит к снижению точности прокатки, дефектообразованию на сортовых профилях, «забуриванию» и снижению выхода годного.
Для компенсации негативного влияния изменений величины опережения и величины отставания в первой клети чистовой группы 4 за последней клетью непрерывной черновой группы 1 полосу 2 отклоняют на угол α от оси O-O1 прокатки с образованием петли 3 длиной L≥150 мм. Петлю 3 формируют перед чистовой группой 4 клетей. Выходящую из чистовой группы 4 клетей прокатанную полосу 1 охлаждают на холодильнике 5.
Если величина опережения полосы 2 в последней клети черновой группы 1 возрастает (из-за локального снижения прочностных свойств полосы 2) или возрастает отставание в первой клети чистовой группы 4, угол отклонения α полосы 2 от оси O-O1 прокатки и длину петли 3 постепенно увеличивают, благодаря чему полоса 2 входит в непрерывную чистовую группу 4 клетей без подпора (с нулевым натяжением). За счет этого «забуривание» и искажение профиля полосы 1 исключается.
В противном случае, когда опережение полосы 2 в последней клети черновой группы 1 снижается (полоса 2 локально подстужена) или снижается отставание в первой клети чистовой группы 4, угол отклонения α полосы 2 от оси О-O1 прокатки и длину L петли 3 постепенно уменьшают, благодаря чему полоса 2 входит в непрерывную чистовую группу 4 клетей без натяжения (с нулевым натяжением), что исключает утяжку профиля. Охлажденная на холодильнике 5 готовая полоса 2 не имеет дефектов при максимальном выходе годного.
Следует отметить, что компенсация изменения опережения в последней клети черновой группы 1, как и изменения отставания в первой клети чистовой группы 4 за счет изменения угла отклонения α=10-30° полосы 2 от оси O-O1 прокатки и длины L≥150 мм петли 3 возможна лишь в том случае, когда вытяжка в последней клети черновой группы 1 находится в пределах λ=1,10-1,20.
Экспериментально установлено, что при вытяжке λ менее 1,10 снижается вытяжная способность черновой группы 1. Это требует увеличения числа клетей, что нецелесообразно. Увеличение вытяжки более 1,20 приводит к увеличению неравномерности деформации и нестабильности опережения, что снижает качество и выход годных сортовых профилей
Также экспериментально установлено, что уменьшение угла α менее 10°, как и сокращение L менее 150 мм не обеспечивает полной компенсации снижения опережения в последней клети черновой группы 1, в которой вытяжка составляет λ=1,10-1,20. Это ведет к утяжке прокатываемой полосы между черновой группой 1 и чистовой группой 4. Увеличение угла α более 30° оказалось нецелесообразно, т.к. привело к утяжкам профиля в местах перегибов при образовании петли 3.
Примеры реализации способа
Квадратные непрерывно-литые заготовки сечением 100×100 мм из стали марки 45 нагревают в методической газовой печи до температуры 1250°С и прокатывают в черновой непрерывной 7-клетевой группе 1 в полосу 2 круглого сечения диаметром 42 мм. В последней, 7-й клети черновой непрерывной группы 1 прокатку ведут с коэффициентом вытяжки λ=1,15.
Перед чистовой группой 4 клетей полосу 2 с помощью ролика отклоняют от оси прокатки O-O1 на угол α=15° с образованием в горизонтальной плоскости петли 3 длиной L=250 мм (0,5L=125 мм). Прокатку полосы 2 в чистовой непрерывной 8-клетевой группе клетей 4 ведут до конечного диаметра 16 мм со свободной петлей 3. Наличие свободной петли 3 обеспечивает поддержание на нулевом уровне натяжения между последней клетью черновой группы 1 и чистовой группой 4.
Прокатанные бездефектные круглые сортовые профили охлаждают на холодильнике 5.
В случае уменьшения опережения в 7-й клети непрерывной черновой группы 1 происходит уменьшение угла α и сокращение длины L петли 3, которая в новом состоянии показана на чертеже пунктирной линией. В противном случае, когда опережение в 7-й клети непрерывной черновой группы 1 возрастает, угол α увеличивается с одновременным увеличением длины L петли 3. В обоих случаях благодаря изменению угла α и длины L свободной петли 3 не нарушается стабильность процесса прокатки в чистовой непрерывной группе 4 клетей и не возникает утяжка полосы 2, т.к. натяжение между непрерывными черновой 1 и чистовой 4 группами клетей поддерживается на нулевом уровне.
Варианты реализации предложенного способа и показатели их эффективности представлены в таблице.
Из данных, представленных в таблице, следует, что при реализации предложенного способа (варианты №2-4) достигается повышение качества сортовых профилей и выхода годного. В случаях запредельных значений заявленных параметров (варианты №1 и №5), а также реализации способа-прототипа (вариант №6) качество сортовых профилей ухудшается, снижается выход годного.
Технико-экономические преимущества предложенного способа состоят в том, что образование на прокатываемой полосе между непрерывными черновой и чистовой группами клетей свободной петли с регламентированными параметрами обеспечивает стабилизацию процесса прокатки при неизбежных изменениях величины опережения в последней клети черновой группы, отставания в первой клети чистовой группы. Благодаря этому постоянно обеспечивается нулевое натяжение полосы между группами клетей, исключается образование дефектов на готовых сортовых профилях, повышается точность их выполнения, увеличивается выход годного.
В качестве базового объекта принят способ-прототип. Использование предложенного способа позволит повысить рентабельность производства сортового профильного проката на 10-15%.
Литературные источники, использованные при составлении описания изобретения
1. Патент Российской Федерации №2237529, МПК В21В 1/02, 2004 г.
2. Зотов В.Ф. Производство проката. М.: «Интермет инжиниринг», 2000 г., с.210-211.
3. Грудев А.П. и др. Технология прокатного производства. М.: Металлургия, с.224-225.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ДИАМЕТРОМ 8-60 ММ ИЗ МАЛОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2808615C1 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2344010C2 |
| Способ прокатки рельса (варианты) | 2021 |
|
RU2776314C1 |
| СПОСОБ ПРОКАТКИ КАТАНКИ | 2005 |
|
RU2292247C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2342205C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СТАЛЕЙ | 2011 |
|
RU2490081C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА ИЗ АВТОМАТНОЙ СТАЛИ | 2012 |
|
RU2493267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ И КОНТАКТНОЙ ВЫНОСЛИВОСТИ | 2018 |
|
RU2743534C1 |
Изобретение предназначено для повышения качества сортовых профилей и выхода годного при прокатке на мелкосортных и проволочных станах с непрерывными группами клетей. Способ включает многопроходное обжатие полосы в непрерывных черновой и чистовой группах клетей. Задача решается за счет того, что в последней клети черновой группы полосу обжимают с вытяжкой 1,10-1,20, перед чистовой группой клетей полосу отклоняют от оси прокатки на угол 10-30 градусов с образованием петли длиной не менее 150 мм, при этом в случае снижения скорости входа полосы в чистовую группу клетей относительно скорости ее выхода из последней клети черновой группы угол отклонения полосы от оси прокатки и длину петли увеличивают, а в противном случае их уменьшают. Натяжение полосы между последней клетью черновой группы и чистовой группой клетей может поддерживаться на нулевом уровне. 1 з.п. ф-лы, 1 ил., 1 табл.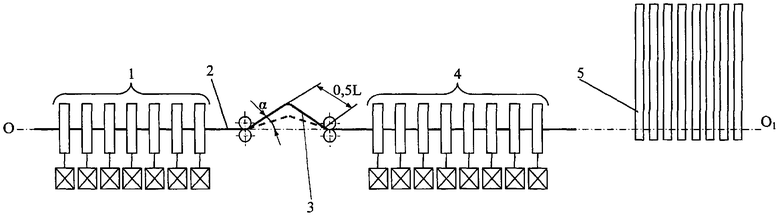
| ГРУДЕВ А.П | |||
| и др | |||
| Технология прокатного производства | |||
| - М.: Металлургия, 1994, с.224, 225 | |||
| СПОСОБ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2003 |
|
RU2237529C1 |
| Способ непрерывной прокатки полос | 1982 |
|
SU1097401A1 |
| ПРОКАТНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ И СПОСОБ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2002 |
|
RU2293616C2 |
| US 2003167818 A, 11.09.2003. | |||

