4
о
ГС
11
Изобретение относится к медицинской технике, а именио к протезированию и протезостроению, и может быть использовано в машиностроении,
Цель изобретения - повьшение прочности матрицы, достаточной в условит импульсной штамповки гильз.
На фиг. 1 , 2 показаны схемы, и.п- люстрирующие прой;ессы моделирования матрицы анатомического объекта. - култи .голени и форь шрования приемной гильзы соответственно.
Способ осуществляют след,у59щим образом.
Культя 1, например, голеки, устанавливается в опоку 2, имеЕаа1,ую двойные стенки и дно о Бнутрення стенка 3 опоки 2 имеет отверстия (не показаны) во внут реннюю полость опоки 2, закрытые воздухопроницаемой прокладкой 4. Пространство культей 1 и стенками 3 опоки 2 наполняют скшу- чим наполнителем - материалом 5, например песком. Воздухонепрони- цаемый эластичный чехол 6, надеткй на культю 1, отгибают к краям опоки 2 Через шланг 7 с помощью вакуум яого насоса 8, например типа ВВН-4э из сыпучего наполнител.ч отсасьгвают воздух до О,5-0S8 атм.
Благодаря действию давления ikPgs определяемого разностью атмосферного давления и давления з порах neic- ка сниженного до OjS-OjS атм., иослед™ НИИ: резко упрочняется и пркобрете1ет форму моделируемого объакта культи 1 голени, которая после упрочненмя наполнителя извлекается из опоки. Таким же образом можно изготовить модуль культи бедра. В о.поку 2 устанавливают заготовку S приемной гильзы в виде развертки конуса msm цнлйвдра из листового материала. Для более высокого упрочнения сыпучего наполнителя , что требуется при штамповке деталей до полученному негативу из жестких материалов, например,, из алюминиевого сплава типа АДОМ, опоку 2, не отключая от вакуумного нас.оса 8 помещают в герметичную камеру 10,, связанную с установкой 11 импульсной штамповки, включают источник 12 повышенного давления, например, компрессор типа 2ynAs соединенный- Ешан- гом 13 с камерой 10, и повышают в ней давление на величину,, определяемую КЗ формулы
Cju
ic-tgcf
- др
в
С,. k &Р
Ч
э
где 4 Р - величина повышения давления окружающей среды; величина требуемого механического сцепления частиц сыпучего наполнителя-, коэффициент, характеризующий конструктивные особенности onoKj угол внутреннего трения сыпучего наполнителя; разность атмосферного давления и давления в порах наполнителя.
Например, повышают давление окружающей среды на 7,5 атм. Воздействие этого давления на сьшучий наполнитель по всей поверхностиJ покры- Еой воздуконепроницаемым эластичным чехлом 6, увеличивает прочность на- пол.аителя в 16 раз, так как величина меха шческого сцепления частиц достигает С,ц 4 кг/см , против Cjj 0,25 кг/см при реализации способа без повьшения давления окружающей среды.
Упрочненная до необхо,цимой величины негативная модель анатомического объекта исп.с.л.ьзуется без извлече- ния ее из камеры 10 в технологических процессах, при которых на формообразующий материал (песок) действуют повьняенные нагрузки, например при импульсной штамповке приемных гильз протезов из алюминиевых заготовок 9 с помощью установки 11 для
импульсной штамповки, например, типа УИШ-03.
Описанный С.ПОС06 изготовления матриц для штамповки приемных гильз протезов конечностей цозволяет повышать прочность сыпучего наполнителя матрицы до необходимой величины, что существенно распшряет сферу технологического применения вакуумного моделирования. За счет упрочнения матрицы способ позволяет реализовать штамповку ,чических гильз протезов с помощью импульсной нагрузки, а эа счет по.зышения прочности матрицы повышается точность соответствии форм гильз протезов и культи инвалиа, т.е. качество приемных гильз протезов возрастает 5 и следовательно j уровень социально-трудовой реабилитахщи инвалидов гювышается.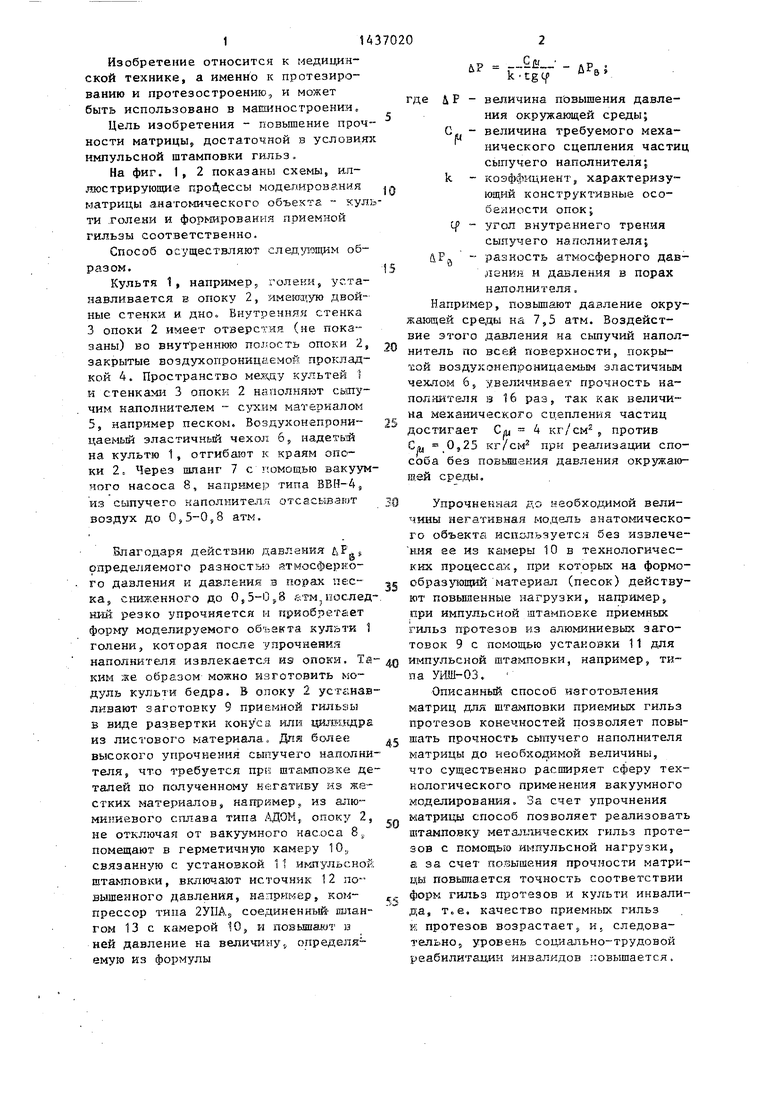
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матриц для штамповки приемных гильз протезов конечностей | 1988 |
|
SU1560188A1 |
| Устройство для штамповки приемных гильз протезов конечностей | 1988 |
|
SU1560187A1 |
| Способ изготовления слепков культей | 1988 |
|
SU1577783A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2189201C2 |
| Способ протезирования нижней конечности и устройство для его осуществления | 1978 |
|
SU719626A1 |
| Способ изготовления приемных гильз протезов конечностей | 1990 |
|
SU1741793A1 |
| Устройство для изготовления металлических приемных гильз протезов конечностей | 1990 |
|
SU1734728A1 |
| СПОСОБ ПОЛУЧЕНИЯ АНАТОМИЧЕСКИХ МОДЕЛЕЙ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ МОДЕЛЬНОГО МАТЕРИАЛА | 1996 |
|
RU2120259C1 |
| Устройство для изготовления анатомической модели культи конечности | 1988 |
|
SU1586703A1 |
| Способ изготовления приемных гильз протезов конечностей | 1982 |
|
SU1099963A1 |

Изобретение относится к медицинской технике и может быть использовано в протезировании, а также в ма шиностроении. Цель изобретения - повьшение прочности матрицы, достаточной в условиях импульсной штамповки гильз, Для этого производят вакууми- рование сыпучего формовочного материа- : ли по форме модели, повышение давления окружающей матрицу среды до величины, определяемой из уравнения P(Cyf/k х. X tgt|)) - uPg где ДР - величина повы-; шения давления окружающей матрицу среды; С л, величина требуемого механического сцепления частиц сыпучего наполнителя , k - коэффициент, характеризующий конструктивные особенности опок; tf - угол внутреннего трения частиц сыпучего наполнителя; ДР - разность атмосферного давления и дав- g ления в порах напелните.пя, 2 ил. сл
//
Фие.1
| Способ получения анатомических моделей | 1984 |
|
SU1195996A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
