(54) СПОСОБ ПРОТЕЗИРОВАНИЯ НИЖНЕЙ КОНЕЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
лукруглого сечения, которые покрывают разделительным слоем лака. .
С целью увеличения прочности на изгиб посадочного кольца, на несущую гильзу в области формирования посадочного кольца-предварительно наносят разделительный слой пластмассы, а с целью получения продольных швов на вкладном приемнике с соблюдением эквидистантности к поверхности, в несущей гильзе размещают раскрой двухслойного материала со взаимным прилеганием прорезиненных поверхностей, подключают к несущей гильзе один из полюсов источника тока, затем внутри размещают активное электросопротивление - электрод, к которому подключают второй полюс источника тока и проводят контактную вулканизацию швов. Причем в вогнутые кольцевые пояса несущей гильзы на это время закладывают конгруэнтные с ним свинцовые полости.
Отличие устройства, позволяющее осуществить новый способ, состоит в том, что оно включает узел изготовления вкладного приемника, выполненный в виде двух опорных пластин, ща рнирно соединенных откидными винтами для фиксации несущей гильзы; узел изготовления гипсовых отливок, выполненный в виде цельной эластичной оболочки, секционно армированной вдоль образующей сплющенными спиральными пружинами и имеющей сопло, и гипсосмеситель, выполненный в виде основания, на котором установлены подъемно-винтовой механизм и дозатор для воды и гипса с вибробункером и цилиндром, причем цилиндр снабжен щариковым клапаном под сопло узла изготовления гипсовых отливок. Кроме того, в узле изготовления вкладного приемника на одной из опорных пластин защеплена коническая эластичная трубка со сфериче ским дном, охваченная наборами радиально-составных подпружиненных выдвижных элементов, причем в этой же пластине выполнены сквозные каналы и установлен электрод в виде лент из высокоомного материала, расположенных в каналах и огибающих наборы выдвижных элементов, при этом клиническая трубка снабжена электроманометром. Электрод может быть выполнен составным из центральной оправки .и разборных гипсовых элементов, на наружной поверхности которых выбраны галтели и нанесен слой металла с высоким удельным электрическим сопротивлением. В узле изготовления гипсовых отливок эластичная оболочка выполнена с внутрен. ним утолщены краем, изнутри снабжена диаметральным дугообразным клиновидным приливом, а снаружи -поперечными упругими стяжками и хомутом дугообразного сечения для охвата края опорной чашечки дистального узла протеза.
С целью возможности получения гипсовой отливки и при болезненной культе после первичного протезирования и невозможности сохранения протезируемым ортоградной позы в течение требуемого времени, узел изготовления гипсовых отливок выполненв виде раздвижных опок, внутренние полости которых больше Ьбъема культи, а в плоскости разъема их размещен разделитель в виде копир-ша.блЬна по , Kontypy продольного сечения культи Протезируемого, причем опоки имеют.: калиброванные продольные и горизонтальные отверстия для фиксации в них дистального узла протеза. Кроме этого в гипсосмесителе дозаторы для воды и гипса расположены на гайке
винтового механизма, на выходе дозатора установлен манометр, в цилиндре размещен телескопический смеситель, состоящий из подвижного Тюршня и поворотной крыльчатки, а на основании установлен нодпружиненный фартук.
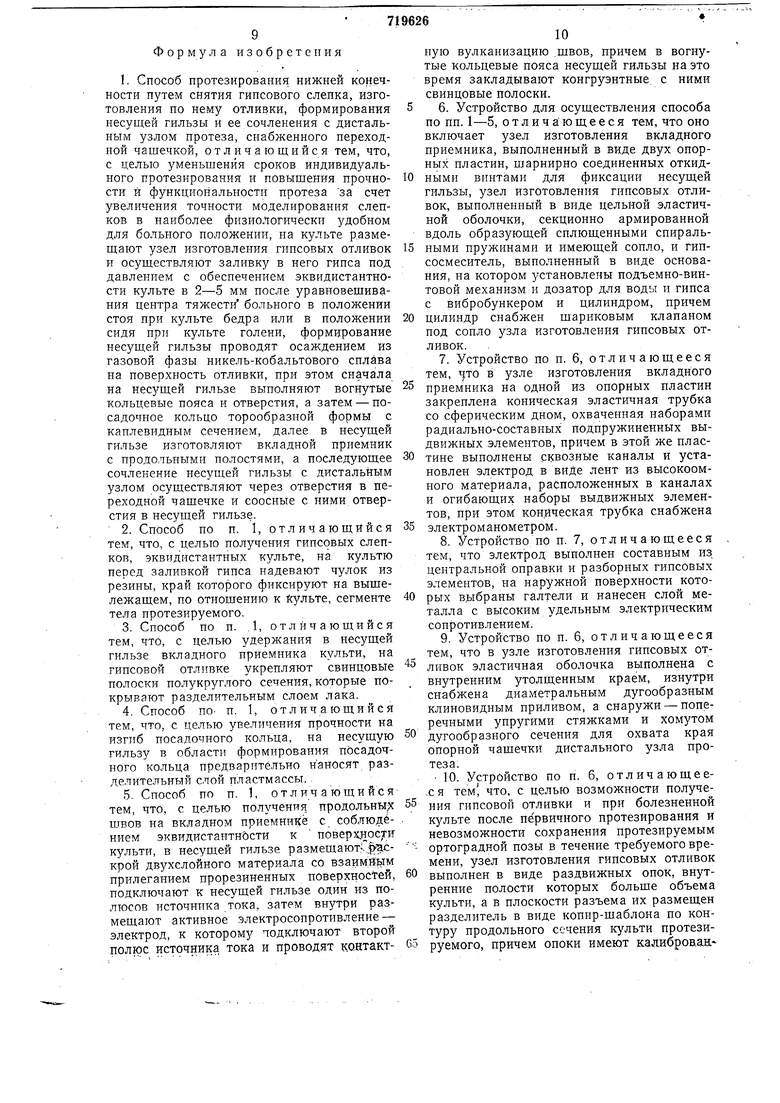
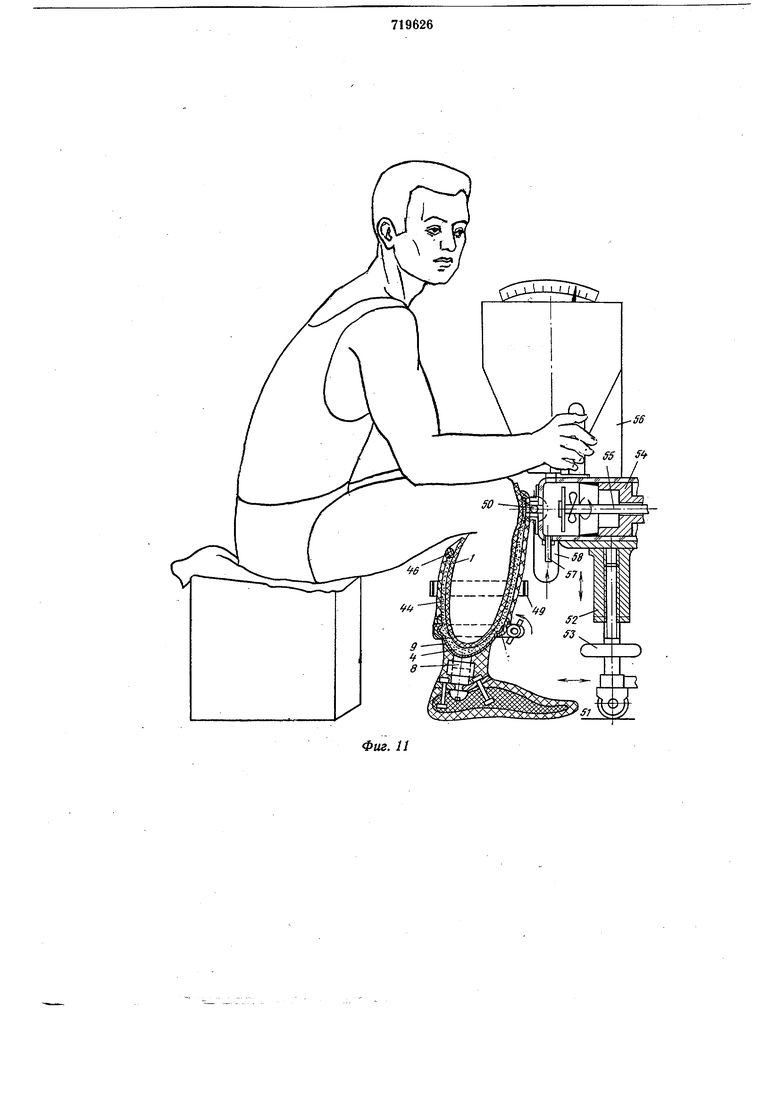
На фиг. 1 изображен в положении сидя протезируемый с культей голени, размещенной с надетым на ней толстостенным
резиновым чулком под оптимальным углом 20° между оппозитно раздвижными опоками, состыкованные разделительным контршаблоном и сверху залитые гипсовым раствором для получения полунегативов; на
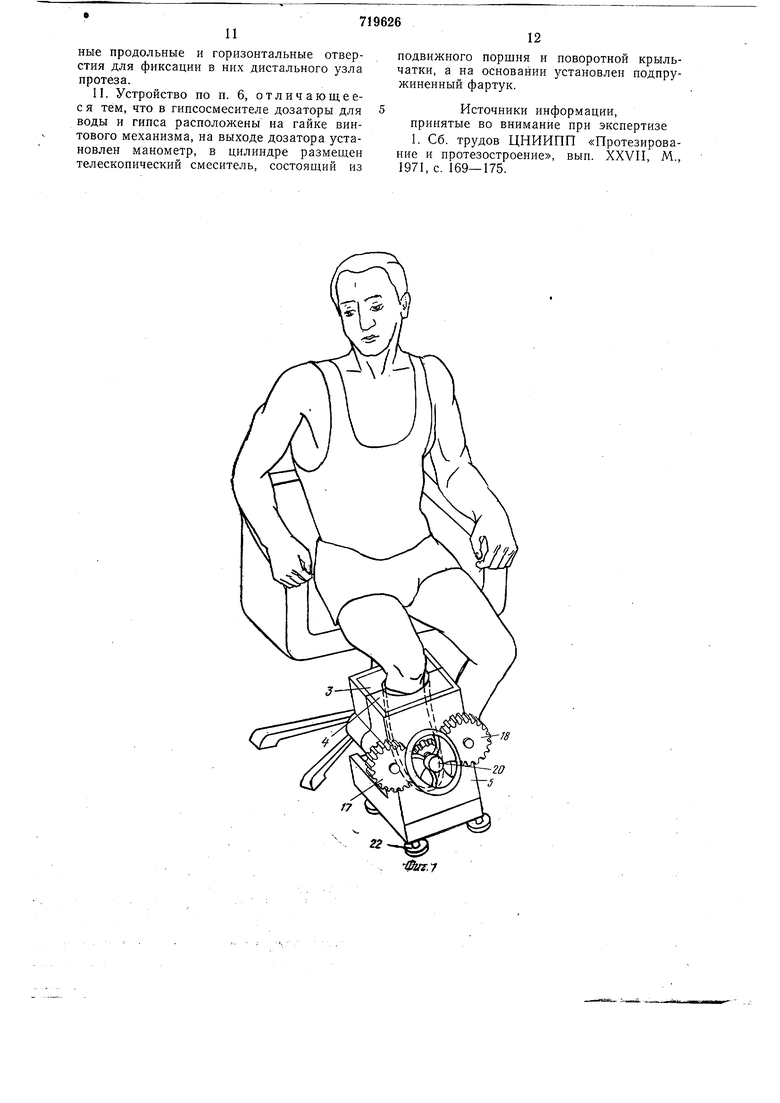
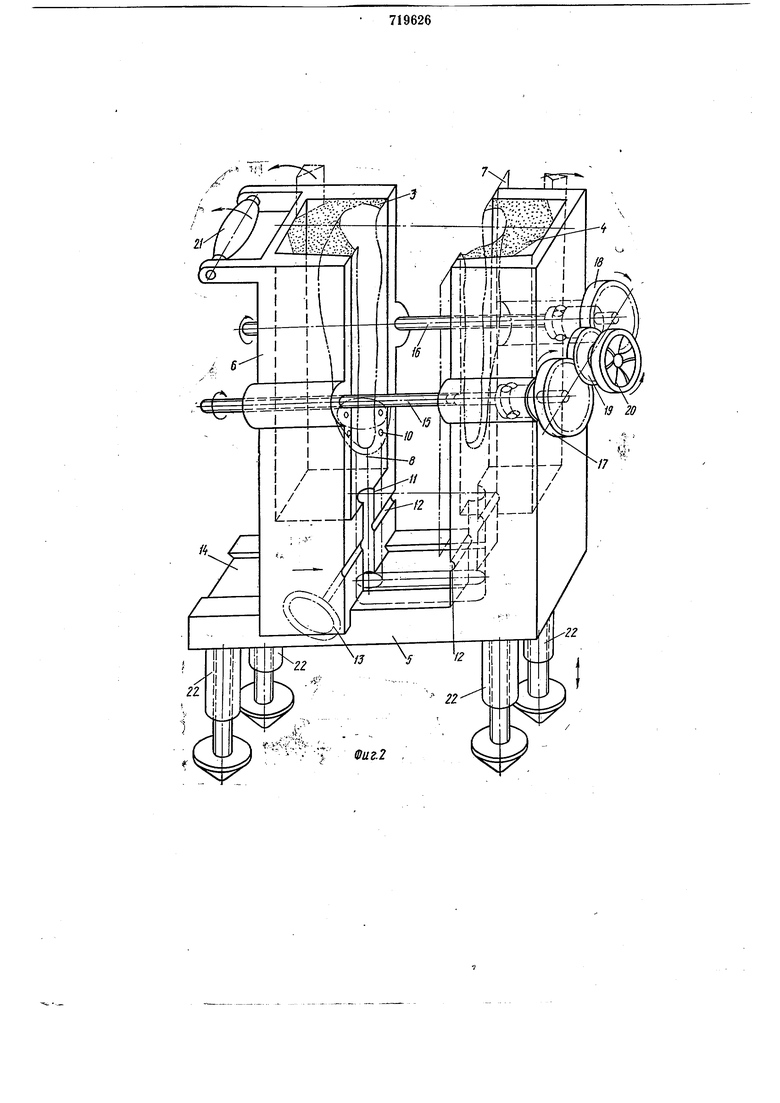
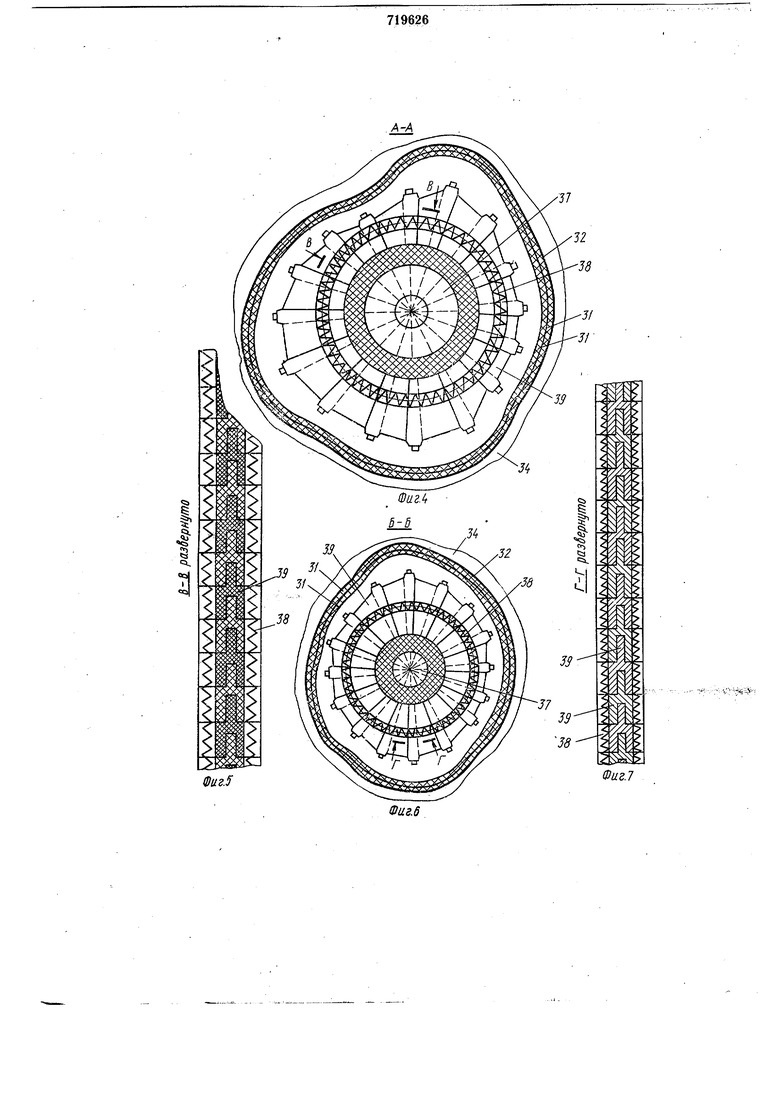
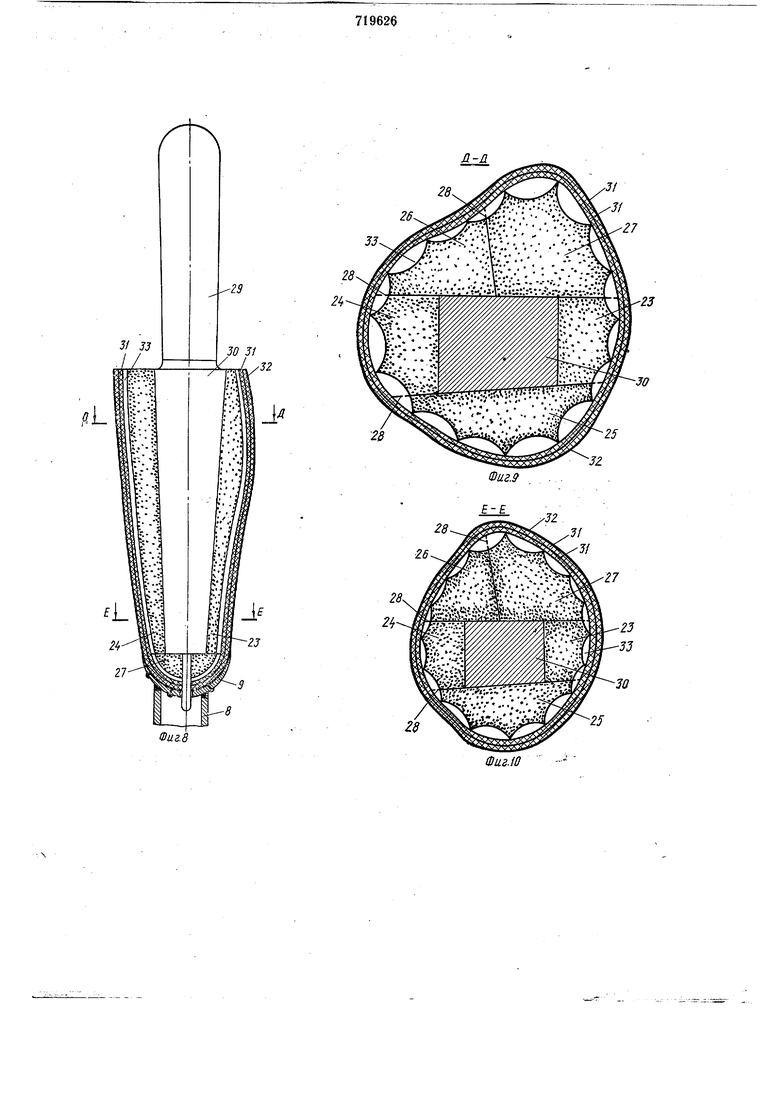
фиг. 2 - используемые раздвижные опоки для заливки гипсового раствора под полунегативы, в виде одного из вспомогательных устройств для осуществления способа; на фиг. 3 - другое вспомогательное устройстБО с опорными оппозитными пластинами, совместно применяемое со способом, для одномоментного контактно-теплового шовного образования вертикальных надувных полостей на рукавном смоделированном раскрое под эластичный приемник культи; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - сечение В-В фиг. 4 развертываемой в плоскость цилиндрической поверхности в качестве секущей по осям замкнутым кольцевых возвратных пружин; на фиг. 6 - разрез Б-Б фиг. 3; на фиг. 7- сечение Г-Г фиг. 6; на фиг. 8 - металлизированный разборный гипсовый позитив, помещенный в полученной карбонильным
методом несущей гильзе для использования в качестве активного электросопротивления для одномоментного проведения контактнотеплового шовного образования на разделах вертикальных надувных полостей на
рукавном смоделированном раскрое эластичного приемника культи; на фиг. 9 и 10 - разрезы Д-Д и Е-Е фиг. 8; на фиг. 11 - схема положения протезируемого сидя (в случае протезирования голени),
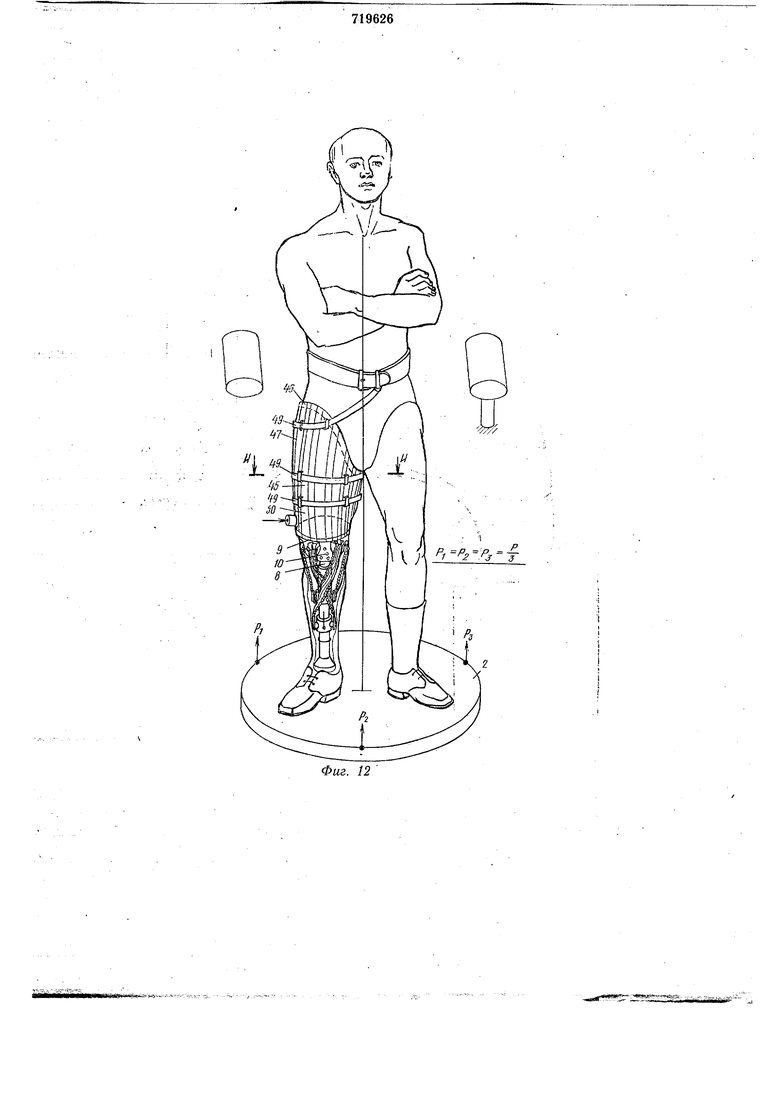
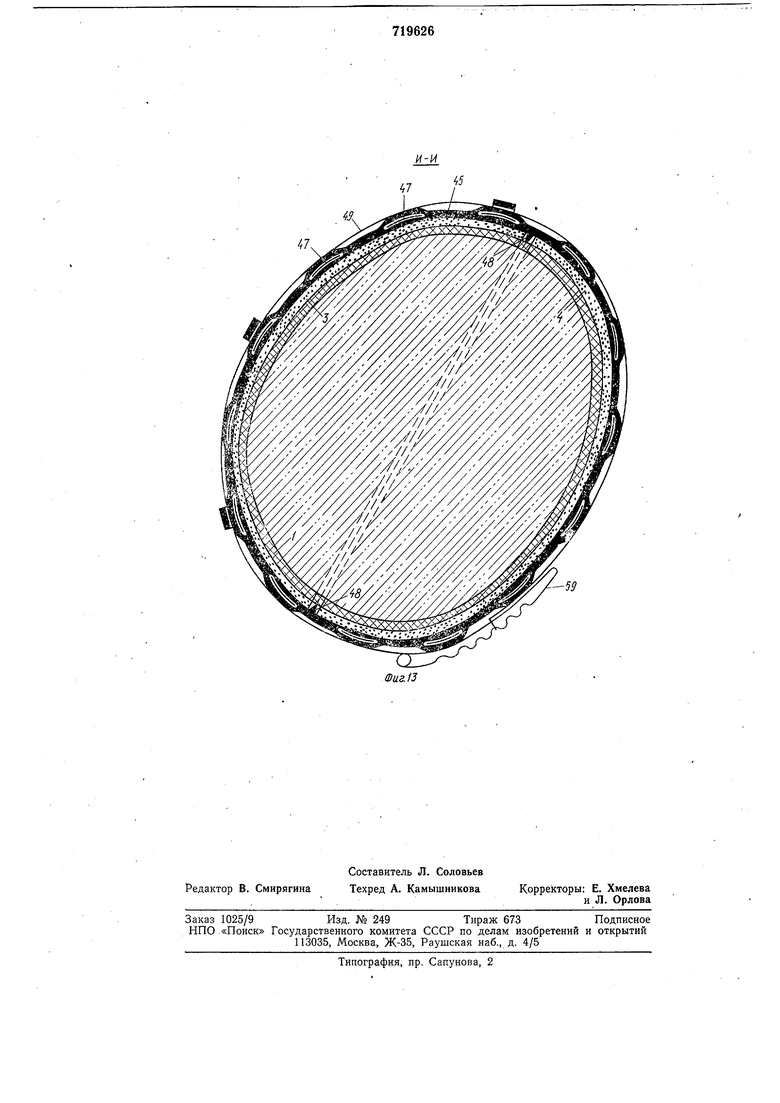
опираясь локтем на бедро (вес туловища при этом лежит в большей степени на подошвах и на седалищном бугре), во время заливки жидкого гипсового раствора посредством используемых дозатора поршневого типа с телескопическим смесителем в эластичную, секционно армированную оболочку; на фиг. 12 - стабилографическая платформа и положение на ней с уравновешенными нагрузками на правую и Левую ноги протезируемого (в случае протезирования культи бедра), при обыкновенном спокойном стоянии, с затянутой поверх культи с чулком секционно-армированной эластичной оболочкой под заливку под давлением жидкого гипсового раство-10 ра; на фиг. 13 - разрез И-И фиг. 12. Предложенный способ протезирования нижних конечностей, получения несущих и приемных гильз с совместно применяемыми устройствами используется следующим 15 образом. Как на примере культи голени, так и на примере культи бедра, на нее надевают чулок 1 из натурального каучука, толщиной 4 мм, край которого временно фикси-20 руют на вышележащем, по отношению к культе, сегменте тела протезируемого. На примере культи бедра протезируемого ставят на стабилографическую платформу 2 (фиг. 12), оснащенную индикатором25 опорных реакций, датчики которых располагают по окружности через 120°, уравнивают величины реакций, имея при этом в виду то, что проекция центра тяжести при спокойном стоянии, так и в контрапосте,30 без дополнительных поворотов (тело находится в положении равновесия, создаваемого из противоположных друг другу движений, не поворачиваясь вправо, или влево, и все оси тела сходятся, нисколько одна от35 другой не отдаляясь), располагается между подошвами, точнее находится внутри площади опоры. На приведенном примере культи голени (фиг. 11) протезируемого целесообразно40 сажать в положение опираясь локтем на бедро (фиг. 11), поскольку вес туловища, наклоненного при этом вперед, расположится в большей степени на подошвах и на седалищном бугре. В зависимости от того, какая культя у протезируемого - голени или бедра - при отливке непосредственно гипсовых полунегативов 3 и 4 ее помещают между соответствующими оппозитно раздвижными 5о опоками 5 и 6 (фиг. 1 и 2), внутренние полости которых заведомо больше объема культи, и которые нредварительно состыковывают в сагиттальной плоскости с использованием разделителя 7, минимальной 55 толщины в виде коитршаблона. При отливке гипсовых полунегативов 3 и 4 культя с предварительно надетым на ней чулком 1 опирается на несколько выступающую (на толщину заливаемого гип- 60 сового слоя) над центральной частью используемого дистального стандартного узла 8 протеза, свободный конец которого выполнен в виде опорной чашечки 9, перфорированной отверстиями 10. 5 45 65 Причем используемый дистальный стандартный узел 8 предварительно также фиксируют в неподвижной опоке 5 в состыкованном виде со второй подвижной опокой 6 на разделе нижней части которых сделаны калиброванное продольное отверстие 11 и горизонтальное 12, через которое, как через кондуктор, просверливают несущую трубку дистального узла 8 протеза. Положение последнего фиксируют штырем 13. Подвижную опоку 6 перемещают в направляюп;ем пазу 14, в виде «ласточкина хвоста, параллельном вышележащим направляющим винтовых пар 15 и 16, приводимых в движение зубчатыми .колесами 17, 18 и шестерней 19 с поводком 20. Рукояткой 21 пользуются для устранения возможного перекоса направляющих пар, а винтовыми парами 22 пользуются для выбора установочного оптимального и удобного для инвалида угла при заливке полунегативов 3 и 4. Далее в сомкнутые опоки 5 и 6 с полунегативами 3 и 4 сперва отливают один цель ый гипсовый позитив (не показан) с нанесением разделительного слоя минимальной толидины, а затем отливают второй, разборный из пяти элементов 23, 24, 25, 26 и 27, уменьшенный гипсовый позитив (фиг. 8, 9 и 10), которые располагают между разделителями 28, вокруг центральной с рукояткой 29 оправки 30, с предварительным нанесением на полунегативы 3 и 4 компенсационного, на толп1ину материала под эластичный приемник 31 культи, слоя лака, Первый - большего объема гипсовый позитив - используют для получения несущей гильзы 32 протеза методом осаждения на нем из газовой фазы карбонильного сплава, нагретого до 120°С, в прозрачной герметичной камере, наполненной азотом. Для получения цельной несущей гильзы 32, на примере культи бедра, карбонильным методом с утолщением, учитывающим изгибающие нагрузки, в области посадочного кольца при минимальной ее толщине по образующей, осаждение производят ступенчато в два приема, с предварительным размещением по впадине на ее наружной поверхности пластмассового промежуточного слоя, например быстротвердеющего. Второй же, по объему меньший, разборный гипсовый позитив используют после выборки в нем галтели 33 между незатронутыми образующими раздела, адекватиыми вертикальным надувным полостям эластичного приемника культи. Затем его металлизируют в вакууме толщиной в 3- 4 мкм, металлом с высоким удельным электрическим сопротивлением, для одномоментного контактно-теплового шовного образования на разделах эластичного приемника 31 культи. Для этого, в оговоренном виде, позитив с разделительной обкладкой из фторопласта в 0,1 мм, пяотно Пгомеща{оТЁнутри прошитого рукавного смоделированного раскроя из воздухонепроницаемого материала. Затем позитив подключают в качестве активного электросопротивления к источнику :тока и нагревают до 2ТС, после этого делают некоторую выдержку, в течение которой происходит одновременное образование по всей поверхности вертикально расположенных на эластичном приемнике 31 культи надувных полостей, в которые можно вдувать тальковую пудру перед окончательной вулканизацией. Способ предусматривает использование также и другого вспомогательного устройства для контактно-теплового одновременного образования вертикальных швов между надувными полостями эластичного приемника 31 культи (фиг. 3-7). Используемое в способе упомянутое вспомогательное устройство оснащено опорными оппозитными пластинами - одна из которых служит основанием 34, в центре которого устанавливают дистальный узел 8 протеза, смонтированный посредством чашечки 9 с полученной карбонильным методом несущей гильзой 32 протеза, а вторая пластина 35 служит для прижима верхнего края несущей гильзы 32, так и для удержания вмонтированной во второй пластине 35 с электроманометром 36 конической эластичной трубки 37 со сферическим дном. Нижний край трубки охвачен набором радиально-составных подпружиненных кольцевыми пружинами 38 элементов 39, вокруг которых дугообразно подвешивают соответственно подпружиненные пружинами 40 узкие и гибкие ленты 41, представляющие электрод, из материала с высоким удельным электрическим сопротивлением, совместно огибающие все наборы элементов без касания внутренних поверхностей эластичного приемника 31 культи. Эластичную трубку 37 со всеми наборами радиально-составных элементов 39 монтируют во второй опорной пластине с использованием обжимаемой резьбовым соединением 42 пробки 43. При надувании трубки 37 (через отвод) в 3-4 КГС/СМ2 по манометру все нанизаннйё поверх нее элементы 39 увлекают за дугообразно подвешенные вокруг последних, по количеству требуемых швов на эластичном приемнике 31 культи, леиты 41 до соответствующего упора по образующим шовных разделов на рукавообразном прорезиненном изнутри раскрое, ограниченных стенкой несущей гильзы 32 протеза. После этого ленты 41 подключают к источнику постоянного напряжения на время их нагрева до 120°С, как в первой случае. Данный спосо.б предусматривает также ЁбЗйбЖиогть получения гипсовых иолуиегативов 3 и 4 с использованием взамен, (об1ЦйХ для KyjibTeH kak голёнг-Г, так и бедра) раздвижных coctbiKyeMbix опок 5 и 6, цельиозамкнутых и раздельных эластичных оболочек 44, 45 соответственно как для голени, так и для бедра, с верхними внутренними утолщенными краями 46, секциоино армированными ЁДОЛЬ образующих сплющенными спиральными пружинами 47 (фиг. 11-12). При этом оболочки 44 и 45 изнутри снабжены диаметральиым, дугообразным клиновидным приливом 48, служащим универсальным разделителем при отливке гипсовых полунегативов 3 и 4, а снаружи объем оболочек 44 и 45 ограничивают посредством упругих фиксируемых стяжек 49. Причем разделительный клиновидный прилив 48 в оболочках .44 и 45 имеет свое продолжение за их нижними краями в виде вдоль растягиваемой дуги, контактирующей с оиорной чашечкой 9, в которой и расположен конец культи. В последнем случае жидкий гипсовый раствор для получения полуиегативов 3 и4 в оболочки 44 и 45 подают через соответствующей ширины входиое сопло 50 под давлением одновременно в два ручья, минуя разделительный клиновидный прилив 48. При этом к входному соплу 50 подводят легкоподвижный на колесах 51 регулируемый винтовой парой 52 с поводком 53 по уровню дозатор с поршнем 54, телескопическим смесителем 55 и вибробункером 56, который заполняют гипсом. Из вибробуикера гипс иодают в цилиндр дозатора, залитый водой. Процесс контролируют по давлению заливки гипсового раствора в оболочки 44 и 45 под полунегативы 3 и 4. Водопровод, до этого подающий воду через автономный вход 57 в цилиндр Дозатора, используют для промывки последнего под напором, предварительно отводя в сторону от иротезируемого с тем, чтобы основной рабочий вход дозатора оказался внутриподпружииениого фартука 58. Затвердевшие полунегативы 3 и 4 извлекают из эластичных оболочек 44 и 45 после расфиксации пружинных разъемных соединений 59 стяжек 49 (фиг. 13) и завулканизованного, как и продольиые сплющенные спиральные пружины 47 в оболочках 44 и 45, полухомута (фиг. 11). Поперечное дугообразное сечение полухомута, взаимодействующее с соответствуюп1им по сечению верхним краем чашечки 9, при сборке с несущей гильзой 32 срезают. Недостающую длииу дистальиого узла 8 протеза компенсируют путем его удлинения по резьбе. При осуществлении указанного способа уменьшаются сроки индивидуального протезирования и повышается прочность, функциоиальность протеза.
Формула изобретения
1.Способ протезирования нижней конечности путем снятия гипсового слепка, изготовления по нему отливки, формирования несущей гильзы и ее сочленения с дистальным узлом протеза, снабженного переходной чашечкой, отличающийся тем, что, с целью уменьшения сроков индивидуального протезирования и повышения прочности и функциональности протеза за счет увеличения точности моделирования слепков в наиболее физиологически удобном для больного положении, на культе размещают узел изготовления гипсовых отливок и осуществляют заливку в него гипса под давлеиием с обеспечением эквидистантности культе в 2-5 мм после уравновещивания центра тяжести больного в положении стоя при культе бедра или в положении сидя при культе голени, формирование несущей гильзы проводят осаждением из газовой фазы никель-кобальтового сплава на поверхность отливки, при этом сначала на несущей гильзе выполняют вогнутые кольцевые пояса и отверстия, а затем - посадочное кольцо торообразной формы с каплевидным сечением, далее в несущей гильзе изготовляют вкладной приемник с продольными полостями, а последующее сочленение иесушей гильзы с дистальньтм узлом осуществляют через отверстия в переходной чашечке и соосные с ними отверстия в несущей гильзе.
2.Способ по п. I, отличающийся тем, что, с целью получения гипсовых слепков, эквидистантных культе, на культю перед заливкой гипса надевают чулок из резины, край которого фиксируют на выщележащем, по отношеиию к Культе, сегменте тела протезируемого.
3.Способ по п. .1, отличающийся тем, что, с целью удержания в несущей гильзе вкладного приемника культи, на гипсовой отливке укрепляют свинцовые полоски полукруглого сечения, которые покрывают разделительным слоем лака.
4.Способ по- п. 1, отличающийся тем, что, с целью увеличения прочности на изгиб иосадочного кольца, на несущую гильзу в области формирования иосадочного кольца предварительно наносят разделительный слой цластмассы.
5.Способ по п. 1, отличающийсятем, что, с целью получения продольны;с швов иа вкладном приемнике с соблюдением эквидистантнйсти к поверхности культи, в несущей гильзе размещают.чраскрой двухслойного материала со взаимйьтм прилеганием прорезиненных поверхностей, подключают к несущей гильзе один из полюсов источника тока, затем внутри размещают активное электросопротивление - электрод, к которому подключают второй полюс источника, тока и проводят контакт10
ную вулканизацию .щвов, причем в вогнутые кольцевые пояса несущей гильзы на это время закладывают конгруэнтные с ними свинцовые полоски.
6. Устройство для осуществления способа по пп. 1-5, отличающееся тем, что оно включает узел изготовления вкладного приемника, выполненный в виде двух опорных пластин, шарнирно соединенных откидными винтами для фиксации несущей гильзы, узел изготовления гипсовых отливок, выполненный в виде цельной эластичной оболочки, секционно армированной вдоль образующей сплющенными спиральными пружинами и имеющей сопло, и гиисосмеситель, выполненный в виде основания, на котором установлены подъемно-винтовой механизм и дозатор для воды и гипса с вибробункером и цилиндром, причем
цилиндр снабжен шариковым клапаном под сопло узла изготовления гипсовых отливок.
7.Устройство ио п. 6, отличающееся тем, что в узле изготовления вкладного
приемника на одной из опорных пластин закреплена коническая эластичная трубка со сферическим дном, охваченная наборами радиально-составиых подпружиненных выдвижных элементов, причем в этой же пластине выполнены сквозные каналы и установлен электрод в виДе лент из высокоомного материала, расположенных в каналах и огибающих наборы выдвижных элементов, при этом коническая трубка снабжена
электроманометром.
8.Устройство по п. 7, отличающееся тем, что электрод выполнен составным из, центральной оправки и разборных гипсовых элементов, на иаружной поверхности которых выбраны галтели и нанесен слой металла с высоким удельным электрическим сопротивлением.
9.Устройство по п. 6, отличающееся тем, что в узле изготовлеиия гипсовых отливок эластичная оболочка выполнена с внутренним утолщенным краем, изнутри снабжена диаметральным дугообразным клиновидным приливом, а снаружи - поперечными упругими стяжками и хомутом
дугообразного сечения для охвата края опорной чащечки дистальиого узла протеза.
10. Устройство по п. 6, отличающее,с я тем что, с целью возможности получения гипсовой отливки и ири болезненной культе после первичного протезирования и невозможности сохранения протезируемым
ортоградной позы в течение требуемого времени, узел изготовления гипсовых отливок
выполнен в виде раздвижных опок, внутренние иолости которых больше объема культи, а в плоскости разъема их размещен разделитель в виде копир-шаблона по контуру продольного сечения культи протезируемого, причем опоки имеют кадибровднные продольные и горизонтальные отверстия для фиксации в них дистального узла протеза.
11. Устройство по п. 6, отличающеес я тем, что в гипсосмесителе дозаторы для воды и гипса расположены на гайке винтового механизма, на выходе дозатора установлен манометр, в цилиндре размещен телескопический смеситель, состоящий из
подвижного поршня и поворотной крыльчатки, а на основании установлен подпружиненный фартук.
Источники информации, принятые во внимание при экспертизе 1. Сб. трудов ЦНИИПП «Протезирование и протезостроение, вып. XXVII, М., 1971, с. 169-175.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гильза для протеза нижней конечности и способ ее изготовления | 1983 |
|
SU1261649A1 |
| Способ изготовления протеза | 1984 |
|
SU1277961A1 |
| Крепление протезов нижних конечностей | 1988 |
|
SU1616651A1 |
| Протез бедра | 1978 |
|
SU719624A1 |
| ПРОТЕЗ ГОЛЕНИ ДЛЯ ДЕТЕЙ | 1991 |
|
RU2019156C1 |
| Способ изготовления слепков культей | 1988 |
|
SU1577783A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ ГИЛЬЗЫ ДЛЯ ПРОТЕЗНО-ОРТОПЕДИЧЕСКОГО ИЗДЕЛИЯ (ДЛЯ ОРТЕЗА ИЛИ ПРОТЕЗА) | 1997 |
|
RU2122381C1 |
| Способ изготовления гильз протезно-ортопедических изделий из композиционного материала | 2019 |
|
RU2725082C1 |
| Колодка для изготовления приемной гильзы протеза конечностей | 1985 |
|
SU1342495A1 |
| Состав для формования моделей приемных гильз протезов | 1980 |
|
SU933091A1 |
.S
1 frT-
/I л
Фи.г.3
Фиг.5
57
. - л:; HiiSji-i
Фиг.7
Фиг.8
й-и
28
27
f-.
47
-5S
