Изобретение относится к медицине, в частности к протезированию и протезострое- нию, и может быть использова.но при индивидуальном изготовлении приемных гильз протезов конечностей.
Цель изобретения - повышение точности штампованных гильз путем увеличения твердости сыпучего наполнителя.
На фиг. 1 показана блок-схема устройства; на фиг. 2 - электрическая схема основных блоков; на фиг. 3 - временная диаграмма работы устройства.
Устройство содержит матрицу 1, имеющую двойные стенки - наружные 2 и внутренние 3, а также дно 4, причем внутренние стенки 3 и дно 4 перфорированы и закрыты воздухопроницаемой прокладкой 5. Внутренняя полость 6 матрицы 1 соединена с вакуумной системой, содержащей вакуумный насос 7 и вентиль 8. Во внутреннюю полость 6 матрицы 1 помещены сыпучий наполнитель 9 (например, сухой песок), эластичная герметизирующая мембрана 10, заготовка приемной гильзы 11, в которую налита вода 12. Серху матрица 1 закрыта крышкой 13, которая прижимается к герметизаторам 14 и фиксируется клиньями 15. В крышке 13 имеется отверстие 16, вокруг которого установлен герметизатор 17, прижимающийся к узлу импульсной штамповки 18, проходящему в отверстие 16 крышки 1. Герметизаторы 14, 17 и клинья 15 образуют элементы герметизации. На крышке установлены электроклапаны 19 и 20, например, типа ЭК-69. Вход электроклапана 19 соединен с системой высокого давления, состоящей из источника высокого давления 21, например компрессора типа 24ПА, вентиль- редуктора 22 и манометра 23, а выход электроклапана 19 соединен с внутренней полостью 6 матрицы 1. Вход электроклапана 20 соединен с внутренней полостью 6 матрицы 1, а выход - с окружающей средой.
Система управления устройством содержит блок питания 24, соединенный с блоком пуска 25, с контактами 26 и 27 релейного блока 28 и с контактами 29 релейного блока 30. Блок пуска 25 соединен непосредственно с релейным блоком 28 и через блок задержки 31 срабатывания узла 18 - с релейным блоком 30. Контакт 26 нормально замкнут и соединен с электроклапаном 19. Контакт 27 нормально открыт и соединен с электроклапаном 20. Контакт 29 нормально открыт и соединен с энергоузлом 18.
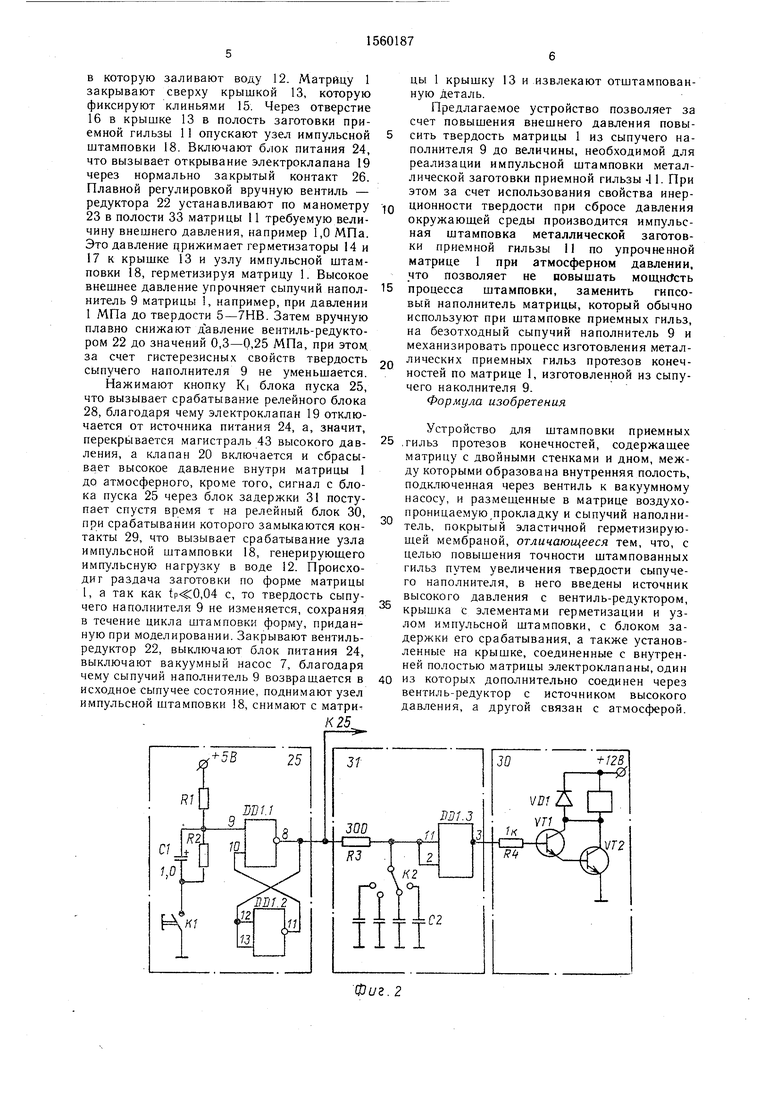
Блок пуска 25 (фиг. 2) собран на микросхемах типа К155 ЛАЗ, содержит кнопку пуска К1 и позволяет избежать ложных срабатываний всего устройства из-за возможных многократных замыканий К1 при ее включении. Блок задержки 31 срабатывания узла импульсной штамповки 18 также выполнен
на микросхеме К155 ЛАЗ, параметры RC-це- пи позволяют устанавливать задержку в широких пределах. Релейный блок 30 содержит собственно реле Р, например типа
РП4-2-43Б, и усилитель мощности на транзисторах VTI (типа КТ313) и VT2 (типа КТ815).
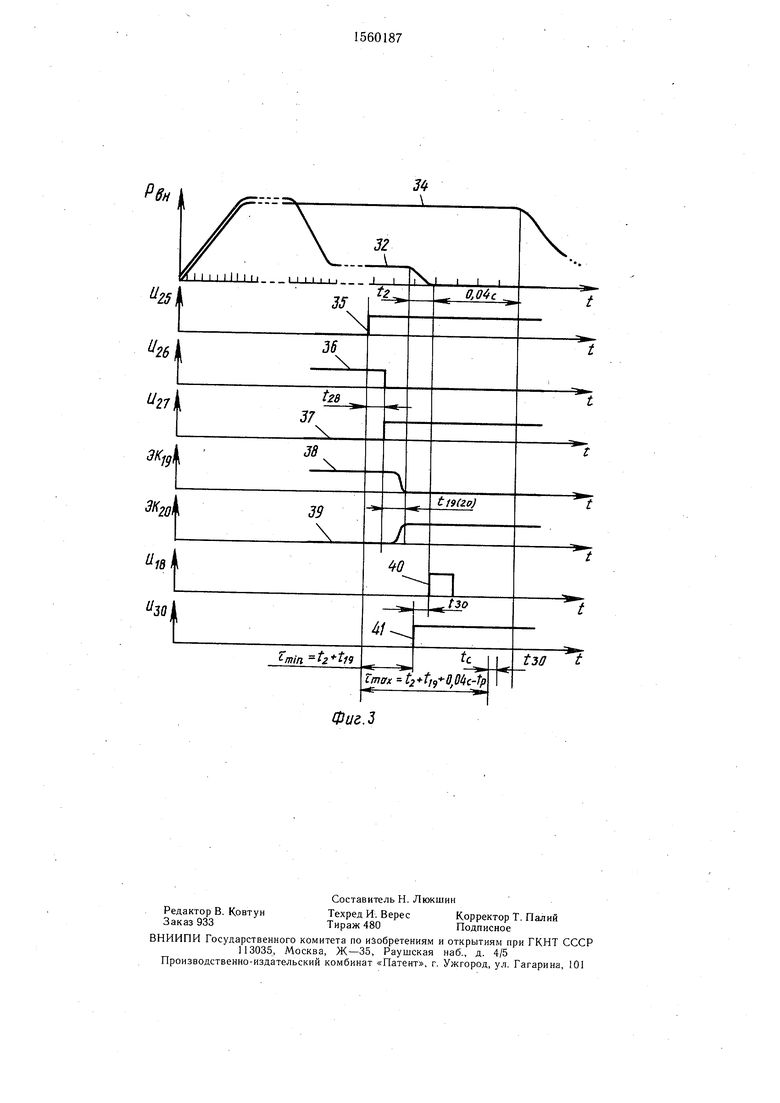
На временной диаграмме (фиг. 3) показаны характеристика 32 изменения давления в полости 33 матрицы 1, характеристика 34 изменения твердости наполнителя 9, характеристика 35 появления напряжения на выходе блока пуска 25, характеристики 36 и 37 срабатывания контактов 26 и 27, обусловленные временем срабатывания t28 релейного
блока 28, характеристики 38 и 39 срабатывания электроклапанов 19 и 20 (по давлению на выходах), характеристика 40 срабатывания узла импульсной штамповки 18, совпадающего по времени с моментом за0 мыкания контактов 29, через которые сигнал срабатывания поступает на узел импульсной штамповки 18 и характеристика 41 подачи напряжения на релейный блок 30, имеющий время срабатывания tsoУстройство используют следующим об5 разом.
Устанавливают на блоке задержки 31 требуемое время задержки т. Исходят из того, что (фиг. 2)
+ tl9(20) + t2tsoi
0TMaKC to8 + t|9C2Q) + t2tso + 0,,
где 0,04с - время сохранения прочности наполнителя после сброса внешнего давления;
tp - время раздачи заготовки в матрице импульсной нагрузкой, рав- 5ное 0,002 с.
При однотипных релейных блоках 28 и 30 имеем , тогда
Тчии 119(21} +t2i tMdKC ti9(2$ -f-t2 + 0,04ctp,
0 т.е. время задержки полностью определяется типом электромагнитных клапанов (t2 зависит от диаметра проходного сечения клапана). Для выбранного типа клапанов ЭК-69 t2+ti9(2o)+0,OI с. Тогда принимая, например,, устанавливаем пере5 ключатель К2 в положение, при котором ,33 мкф.
Затем на культю инвалида надевают воздухонепроницаемую мембрану 10, культю по0 мещают в матрицу 1 и пространство между культей и внутренней стенкой 3 заполняют сыпучим наполнителем 9, который сверху герметизируют запасом материала герметизирующей мембраны 10. Включают вакуумный насос 7, открывают вентиль 8, что приво5 дит к упрочнению наполнителя 9 до 0,20 НВ и фиксированию в нем негативной модели культи. В полость негативной модели 42 устанавливают заготовку приемной гильзы 11,
в которую заливают воду 12. Матрицу 1 закрывают сверху крышкой 13, которую фиксируют клиньями 15. Через отверстие
16в крышке 13 в полость заготовки приемной гильзы 1 опускают узел импульсной штамповки 18. Включают блок питания 24, что вызывает открывание электроклапана 19 через нормально закрытый контакт 26. Плавной регулировкой вручную вентиль - редуктора 22 устанавливают по манометру 23 в полости 33 матрицы 11 требуемую величину внешнего давления, например 1,0 МПа. Это давление црижимает герметизаторы 14 и
17к крышке 13 и узлу импульсной штамповки 18, герметизируя матрицу 1. Высокое внешнее давление упрочняет сыпучий наполнитель 9 матрицы 1, например, при давлении 1 МПа до твердости 5-7НВ. Затем вручную плавно снижают давление вентиль-редуктором 22 до значений 0,3-0,25 МПа, при этом, за счет гистерезисных свойств твердость сыпучего наполнителя 9 не уменьшается.
Нажимают кнопку Ki блока пуска 25, что вызывает срабатывание релейного блока 28, благодаря чему электроклапан 19 отключается от источника питания 24, а, значит, перекрывается магистраль 43 высокого давления, а клапан 20 включается и сбрасывает высокое давление внутри матрицы 1 до атмосферного, кроме того, сигнал с блока пуска 25 через блок задержки 31 поступает спустя время т на релейный блок 30, при срабатывании которого замыкаются контакты 29, что вызывает срабатывание узла импульсной штамповки 18, генерирующего импульсную нагрузку в воде 12. Происходит раздача заготовки по форме матрицы 1, а так как ,04 с, то твердость сыпучего наполнителя 9 не изменяется, сохраняя в течение цикла штамповки форму, приданную при моделировании. Закрывают вентиль- редуктор 22, выключают блок питания 24, выключают вакуумный насос 7, благодаря чему сыпучий наполнитель 9 возвращается в исходное сыпучее состояние, поднимают узел импульсной штамповки 18, снимают с матриК25.
цы 1 крышку 13 и извлекают отштампованную деталь.
Предлагаемое устройство позволяет за счет повышения внешнего давления повысить твердость матрицы 1 из сыпучего наполнителя 9 до величины, необходимой для реализации импульсной штамповки металлической заготовки приемной гильзы -11. При этом за счет использования свойства инерционности твердости при сбросе давления окружающей среды производится импульсная штамповка металлической заготовки приемной гильзы 11 по упрочненной матрице 1 при атмосферном давлении, что позволяет не повышать мощность
процесса штамповки, заменить гипсовый наполнитель матрицы, который обычно используют при штамповке приемных гильз, на безотходный сыпучий наполнитель 9 и механизировать процесс изготовления метал„ лических приемных гильз протезов конечностей по матрице 1, изготовленной из сыпучего наколнителя 9.
Формула изобретения
Устройство для штамповки приемных 5 гильз протезов конечностей, содержащее матрицу с двойными стенками и дном, между которыми образована внутренняя полость, подключенная через вентиль к вакуумному насосу, и размещенные в матрице воздухопроницаемую прокладку и сыпучий наполнитель, покрытый эластичной герметизирующей мембраной, отличающееся тем, что, с целью повышения точности штампованных гильз путем увеличения твердости сыпучего наполнителя, в него введены источник высокого давления с вентиль-редуктором, крышка с элементами герметизации и узлом импульсной штамповки, с блоком задержки его срабатывания, а также установленные на крышке, соединенные с внутренней полостью матрицы электроклапаны, один 0 из которых дополнительно соединен через вентиль-редуктор с источником высокого давления, а другой связан с атмосферой.
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления матриц для штамповки приемных гильз протезов конечностей | 1988 |
|
SU1560188A1 |
| Способ изготовления матриц приемных гильз протезов | 1986 |
|
SU1437020A1 |
| Устройство для изготовления приемных гильз протезов конечностей | 1988 |
|
SU1657177A1 |
| Устройство для изготовления металлических приемных гильз протезов конечностей | 1990 |
|
SU1734728A1 |
| Способ изготовления приемных гильз протезов конечностей | 1990 |
|
SU1741793A1 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Способ хранения овощей, фруктов, ягод и цветов в среде инертного газа и система для его осуществления (варианты) | 2015 |
|
RU2632865C2 |
| Способ изготовления приемных гильз протезов конечностей | 1983 |
|
SU1111281A1 |
| УСТАНОВКА ДЛЯ СОДЕРЖАНИЯ КАБЕЛЕЙ ГОРОДСКИХ ТЕЛЕФОННЫХ СЕТЕЙ ПОД ИЗБЫТОЧНЫМ ГАЗОВЫМ ДАВЛЕНИЕМ | 1997 |
|
RU2107962C1 |
| Способ обработки металлических деталей в условиях акустического резонансного воздействия потоком смеси сжатого воздуха и газообразных химических реагентов и устройство для его осуществления | 2015 |
|
RU2651841C2 |
Устройство для штамповки приемных гильз протезов конечностей относится к медицине, а именно к протезированию и протезостроению, и может быть использовано при изготовлении с помощью энергии взрыва деталей сложной формы в индивидуальном производстве машиностроения или других областей техники. Устройство содержит матрицу 1 с двойными стенками 2, 3 и дном 4, образующую внутреннюю полость 6, подключенную к вакуумному насосу 7, сыпучий наполнитель 9, покрытый эластичной герметизирующей мембраной 10, на матрице 1 установлена крышка 13 с элементами герметизации - клиньями 15 и герметизаторами 14, 17, на крышке 13 установлены соединенные с внутренней полостью 6 матрицы 1 электроклапаны 19, 20, один из которых соединен с источником 21 высокого давления, а другой - с окружающей средой, кроме того, в устройство введены блок 31 задержки срабатывания узла 18 импульсной штамповки и вентиль - редуктор 22. 3 ил.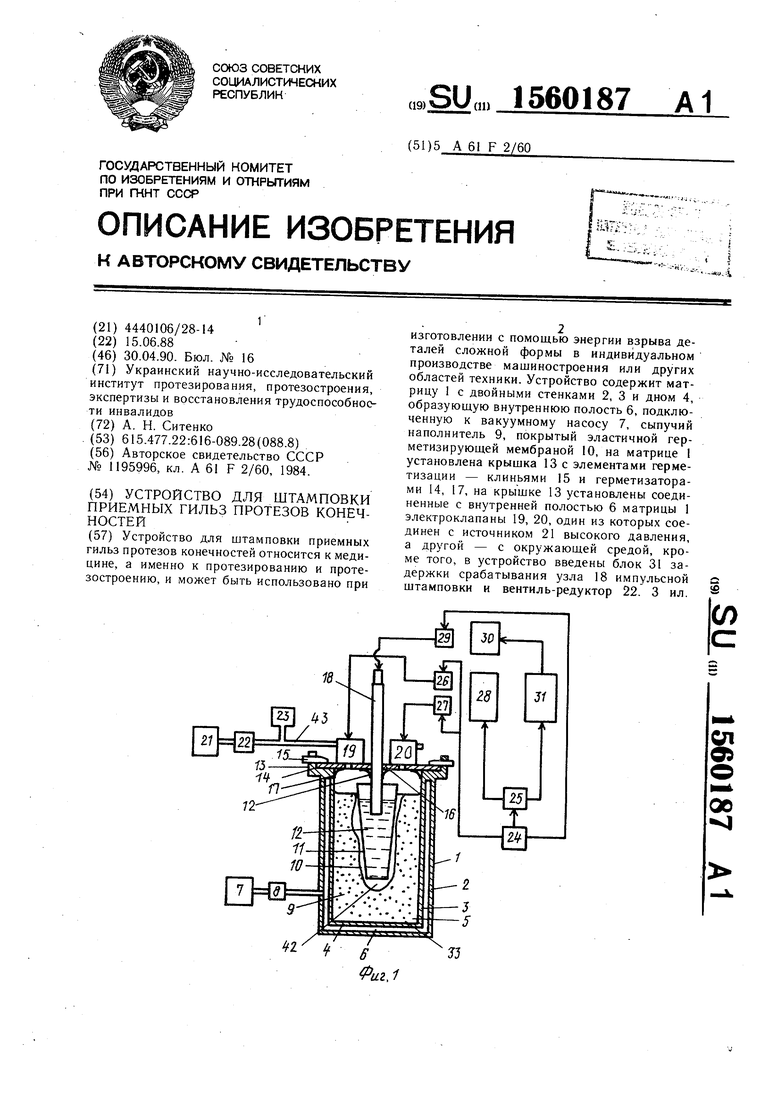
Фиг. 2
Фиг.З
| Способ получения анатомических моделей | 1984 |
|
SU1195996A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
