Изобретение относится к трубопрокатному производству и касается оборудования косовалковых станов.
Целью изобретения является повышение срока службы валков путем умень шения износа при притирании линейки. На чертеже показан узел клети ко- совалкового стана, поперечное сечение. Узел включает линейкодержатель 1 1, разнотолщинную в поперечном сече- ; НИИ прокладку 2 и линейку 3, фиксаци I которой в линейкодержателе осуществ- I ляется известными конструктивными ре- I шениями.
I Угол ci между плоскостями проклад- ; ки, контактирующими с линейкой и с I опорной поверхностью линейкодержате- : ля, равен (0,5-2,0) величины угла литейного уклона ( . i Наклон ли:нейки в поперечном сече- I НИИ. на угол ei приводит к тому, что I отклонение одной из боковых сторон ; линейки от вертикального направления увеличивается и равно (cf + oi) а дру- гой - уменьшается до величины (f-«6) При равенстве углов (f и вб в последнем случае рассматриваемая боковая сторона линейки занимает вертикально положение, При поперечной и винтовой прокатке }13 технологических соображений необ- ;ходимо обеспечить плотное прилегание : к валку набегающей стороны линейки, т.е. боковой стороны, расположенной первой по ходу вращения заготовки. ; Между валком и сбегающей стороной ли- нейки, которая по ходу вращения заго- ;товки расположена второй, с технологической точки зрения допускается до- вольно значительный зазор. Поэтому прокладку необходимо изготавливать и устанавливать на линейкодержателе таким образом, чтобы минимальная толщина ее стенки соответствовала набега- ющей стороне линейки, т.е. находилась со стороны валка (на чертеже валок справа), вращающегося в направлении к линейке.
Стан работает следующем образом. После закрепления линейки в линейкодержателе осуществляют сведение рабочих валков. В результате наклона линейки в сторону рабочего валка, вращающегося в направлении к линейке, первоначальный контакт этого валка с боковой поверхностью происходит по вершине линейки, а между остальной частью рассматриваемой боковой поверх
Q 5
0 5 0 Q
- 5
5
ности линейки и валком существует зазор. При вращении валка происходит притирание боковой поверхности линейки, однако ширина притираемой поверхности линейки, отсчитываемая в направлении толщины линейки, при этом предельно минимальна. При соответствии калибровок валка и бокового профиля линейки притирание линейки происходит практически по верхней линии, ограничивающей контур боковой поверхности, и для ликвидации зазора между валком и линейкой требуется незначительный износ валка.
Выбор угла между плоскостями прокладки, контактирующими с линейкой и с опорной поверхностью линейкодержа- теля, меньше нижнего значения указанного диапазона не обеспечивает должного зазора между боковой поверхностью линейки.у ее основания и рабочим валком, при этом площадь контакта валка с линейкой при притирании последней существенно не изменяется, что приводит к достаточно интенсивному износу валка.
Выход за верхнюю границу указанного диапазона практически не позволяет уменьшить площадь контакта валка, притирающего линейку, с ее боковой поверхностью и тем самым не способствует уменьшению износа валка, при этом усложняется установка линейки в линейкодержателе и процесс настройки стана, а также требуется соответ-. ствующее изменение калибровки линейки.
Выбор угла между внешней и внут- феннёй поверхностями прокл ки опре- . деляется в зависимости от неличины диаметра рабочего валка и удаленности вершины линейки от оси прокатки или от диаметра прокатываемого изделия. При прокатке изделий малого диаметра, т.е. при небольшом удалении вершины линейки от оси прокатки в валках с малой кривизной рабочей поверхности, имеющих большой диаметр, или в дисковых валках следует приближаться к верхней границе рекомендуемого диапазона. При прокатке изделий большого диаметра в вал ках с достаточно высокой кривизной рабочей поверхности (раскатный и обкатные станы) необходимо приближаться к нижней границе этого диапазона.
Поскольку отклонение линейки от вертикального положения в основном
314
менее 0,07 радиан, то применение предлагаемого узла клети стана практически не отражается на характере деформации изделия при винтовой прокатке.
Пример. Прошивка заготовки на ТПА 140-2 Первоуральского новотрубного за-вода осуществляется в дисковом стане с симметричным очагом деформации. В поперечном сечении очага рабочие валки практически представляют собой диски с плоской поверхностью. На стане используются линейки, боковая поверхность которых выполнена с углом литейного уклона порядка 0,03 рад ), Между линейкой и линейкодержателем устанавливается прокладка толщиной 11 мм и шириной 92 мм,
Поскольку кривизна рабочей поверхности валков может быть принята равной нулю и основной сортамент труб прокатывается из заготовки диаметром 115 мм, принимаем величину
et ,8 0,03 х 1,8 . 0,054 рад (3).
Перепад толщины прокладки в поперечном сечении составляет
ut tqoi.92 4,97 мм 5 мм.
Толщина прокладки со стороны валка, вращакнцегося в направлении к ли7118
нейке, равна 8,5 мм, а с противоположной стороны соответственно 13,5мм. При выбранном угле наклона линейки об зазор между поверхностью дискового валка и боковой поверхностью линейки
контакта валка с боковой поверхностью линейки у ее вершины, составляет порядка 1,6 мм. Таким образом, в процессе притирания линейки изнашивание линейки происходит на узком участке B районе вершины линейки, что позволяет повысить срок службы валков путем уменьшения износа при притирании линейки.
Ф о р м у-л а и 3 об р е т е и и я
20
Узел клети косовалкового стана, содержащий расположенные между валками линейкодержатель, имекнций опорную поверхность, линейку, боковой профиль которой имеет литейный уклон, и про25 кладку, установленную между линейкой и опорной поверхностью лин.йкодержа- теля, отличающийся тем, что, с целью повьшения срока службы валков путем уменьшения износа при
3D притирании линейки, прокладка выполнена по поперечному сечению разнотол- 1ЦИННОЙ, при этом угол мезкду плоскостями прокладки, контактирующими с линейкой и с опорной поверхностью ли- нейкодержателя, равен 0,5-2,0 величины угла литейного уклона.
3
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2037349C1 |
| КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ ДЛЯ БЕСШОВНЫХ ТРУБ, ОСНАЩЕННАЯ СМЕННЫМ ПОПЕРЕЧНЫМ НАПРАВЛЯЮЩИМ УСТРОЙСТВОМ | 2016 |
|
RU2678625C1 |
| Устройство для установки верхней линейки в стана винтовой прокатки | 1984 |
|
SU1225627A1 |
| Устройство для смены инструмента косовалкового стана | 1979 |
|
SU784962A1 |
| СБОРНЫЙ НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО СТАНА | 1973 |
|
SU385639A1 |
| Клеть для продольной прокатки | 1991 |
|
SU1808430A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЛИНЕЙКИ В КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2207198C2 |
| Узел валков прокатной клети кварто | 1988 |
|
SU1648582A1 |
Изобретение относится к области трубопрокатного производства, а именно к оборудованию косовалковых станов. Цель изобретения - повышение срока службы валков путем уменьшения износа при притирании линейки. Узел клети косовалкового стана содержит ли- нейкодержатель 1, разнотолщинную в поперечном сечении прокладку 2 и линейку 3. Боковой профиль линейки выполнен с литейным уклоном, при этом угол между плоскостями прокладки, контактирующими с линейкой и с опсфной поверхностью линейкодержателя, равен 0,5-2,0 величины угла литейного уклона. 1 ил. е (Л с: N 00 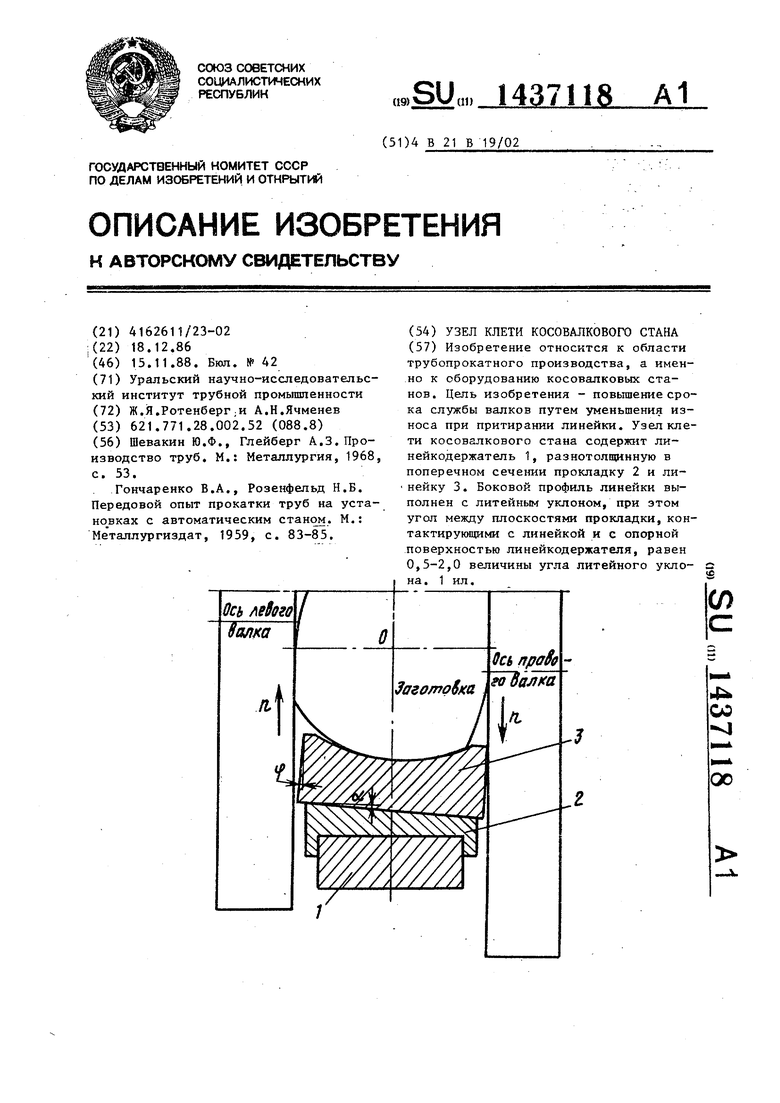
| Шевакин Ю.Ф., Глейберг А.3 | |||
| Производство труб | |||
| М.: Металлургия, 1968, с | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Гончаренко В.А., Розенфельд Н.Б | |||
| Передовой опыт прокатки труб на установках с автоматическим станом | |||
| М.: Металлургиздат, 1959, с | |||
| Пуговица | 0 |
|
SU83A1 |
