Изобретение относится к области прокатного производства, а точнее к клетям станов поперечно-винтовой прокатки и наиболее эффективно может быть использовано в конструкции клетей для прокатки коротких тел вращения, например шаров.
Из известных наиболее близким по технической сущности (прототипом) является рабочая клеть стана поперечно-винтовой прокатки тел вращения, описанная в авт.свид. СССР N 889240, кл. В 21 H 1/14, В 21 В 13/00, заявл. 14.03.77 г.
Эта рабочая клеть содержит станину с крышкой, барабаны с рабочими валками, стационарную нижнюю линейку, а также механизм установки верхней линейки, включающий линейкодержатель барабанного типа, средство его поступательного перемещения в виде нажимного винта, взаимодействующего с резьбовым отверстием в линейкодержателе. Установленные в крышке соосно друг другу два фиксирующих винта (болта) закрепляют линейкодержатель после его вертикального перемещения при настройке положения верхней линейки в очаге деформации.
Недостатком известной конструкции является наличие невыбираемых зазоров в механизме поступательного перемещения линейкодержателя с верхней линейкой (в резьбовом соединении нажимной винт-резьба линейкодержателя). В результате этого усложняется настройка вертикального положения верхней линейки в очаге деформации, что приводит к ухудшению качества готовых изделий. Кроме того, наличие указанных невыбираемых зазоров снижает срок службы оборудования в результате разбивания резьбового соединения.
Другим недостатком является невозможность разворота верхней линейки в горизонтальной плоскости относительно оси прокатки, что также отрицательно сказывается на качестве шаров.
Задача настоящего изобретения состоит в создании клети, позволяющей повысить качество прокатываемых коротких тел вращения за счет обеспечения возможности точной настройки положения верхней линейки в очаге деформации.
Поставленная задача достигается тем, что рабочая клеть стана поперечно-винтовой прокатки тел вращения, содержащая станину с крышкой, барабаны с рабочими валками, стационарную нижнюю линейку и механизм установки верхней линейки, включающий линейкодержатель барабанного типа, средство для поступательного перемещения и фиксирующие винты, установленные с возможностью взаимодействия с крышкой, согласно изобретению снабжена механизмом уравновешивания линейкодержателя, выполненным в виде подпружиненных относительно крышки тяг с головками, линейкодержатель имеет диаметрально расположенные выступы, в каждом из которых параллельно его оси выполнены сквозные отверстия для прохода тяг и перпендикулярно его оси - резьбовые отверстия для размещения фиксирующих винтов, конец каждого из которых выполнен сферическим, установленных с возможностью взаимодействия с крышкой посредством самоустанавливающейся пяты, а тяги установлены с возможностью контактирования с выступами линейкодержателя своими головками посредством сферических шайб.
Такое конструктивное выполнение обеспечивает точность настройки очага деформации за счет выборки зазоров в резьбовом соединении нажимной винт-гайка во время вертикального перемещения линейкодержателя, а также за счет возможности разворота верхней линейки в горизонтальной плоскости относительно оси прокатки.
В свою очередь, обеспечение точности настройки очага деформации позволит повысить качество прокатываемых коротких тел вращения. Кроме того, за счет выборки зазоров в резьбовом соединении средства поступательного перемещения линейкодержателя увеличивается срок службы оборудования.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых
на фиг. 1 изображен общий вид рабочей клети стана поперечно-винтовой прокатки тел вращения;
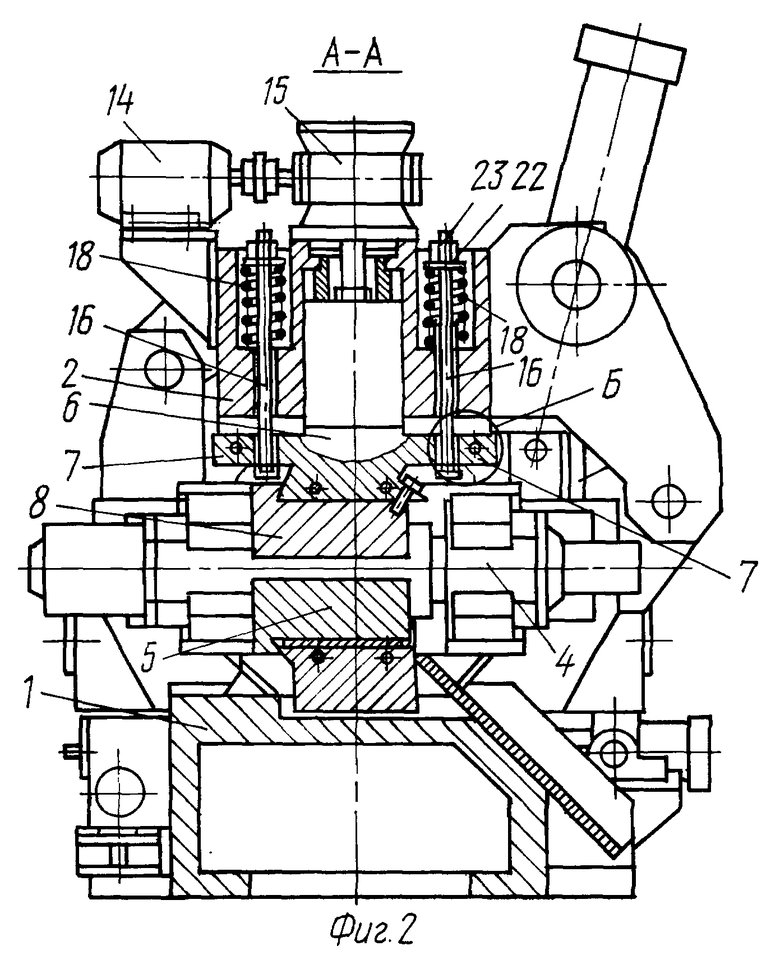
на фиг. 2 - разрез А-А на фиг. 1;
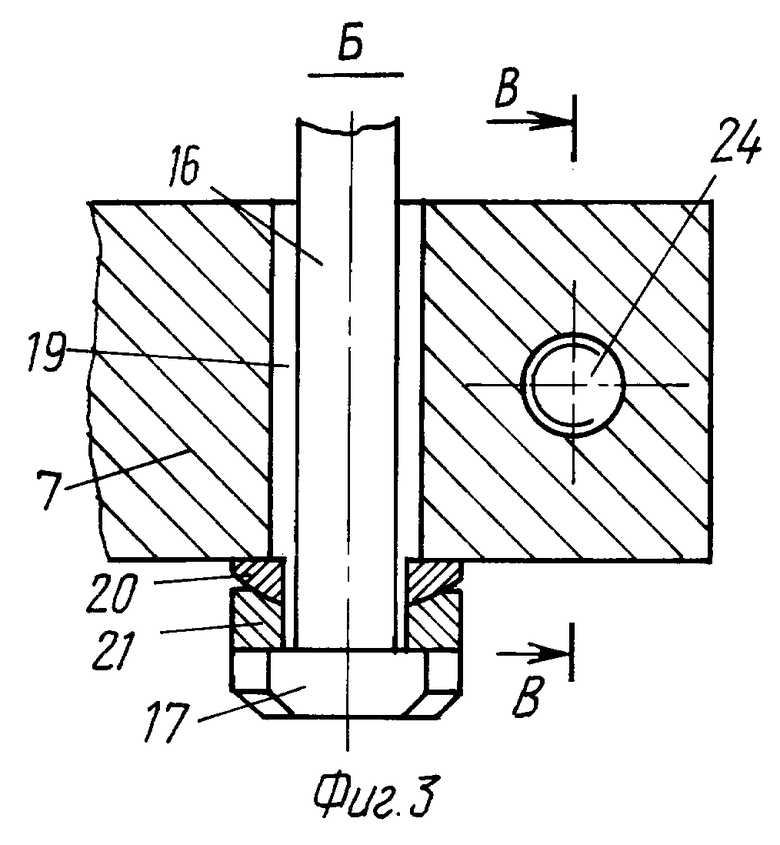
на фиг. 3 - узел Б на фиг. 2 (увеличено);
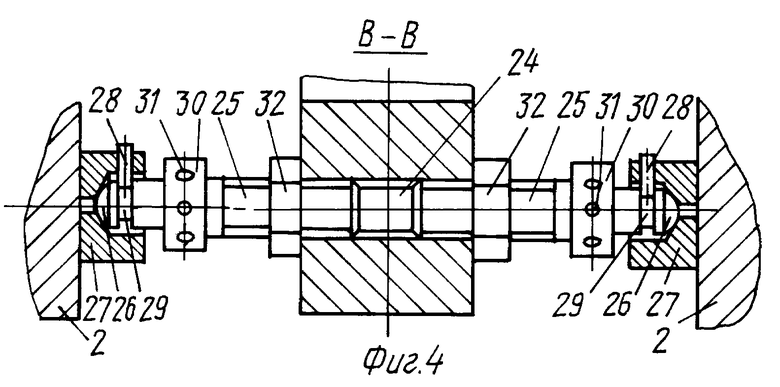
на фиг. 4 - разрез В-В на фиг. 3.
Рабочая клеть стана поперечно-винтовой прокатки тел вращения содержит станину 1 с крышкой 2, барабаны 3 с рабочими валками 4, стационарную нижнюю линейку 5, механизм установки верхней линейки с линейкодержателем 6 барабанного типа с двумя диаметрально расположенными выступами 7, установленным своей цилиндрической частью в расточке крышки 2. Верхняя линейка 8 прикреплена к линейкодержателю 6 с помощью боковой планки 9 и болтов 10. Средство поступательного перемещения линейкодержателя 6 в вертикальном направлении включает нажимной винт 11, взаимодействующий с гайкой 12, установленной в стакане 13, закрепленном на крышке 2 и размещенном в расточке линейкодержателя 6. Нажимной винт 11 приводится во вращение от электродвигателя 14 через червячный редуктор 15. Линейкодержатель 6 имеет механизм уравновешивания в виде тяг 18 с головками 17, подпружиненных относительно крышки 2 пружинами 18. В выступах 7 линейкодержателя 6 параллельно его вертикальной оси выполнены сквозные отверстия 19 для прохода тяг 16. При этом головки 17 тяг 16 контактируют с выступами 7 линейкодержателя 6 через сферические шайбы 20 и 21. Натяжение пружин 18 на тягах 16 создается с помощью плоских шайб 22 и гаек 23. В выступах 7 линейкодержателя 8 перпендикулярно его вертикальной оси выполнены резьбовые отверстия 24, в каждом из которых попарно размещены фиксирующие винты 25 со сферическим концом 26, которым они взаимодействуют с соответствующими сторонами крышки 2 посредством пят 27 с конической внутренней поверхностью. Каждая пята 27 зафиксирована на винте 25 в осевом направлении с помощью штифта 28, входящего в проточку 29. Для поворота винтов 25 на них предусмотрена цилиндрическая головка 30 с отверстиями 31 под штырь.
Для стопорения фиксирующих винтов 25 предусмотрены контргайки 32. Диаметр сквозных отверстий под тяги 16 предусматривает возможность поворота тяг 16 относительно крышки 2 при повороте линейкодержателя 6 вокруг его вертикальной оси.
Клеть работает следующим образом.
При настройке очага деформации линейкодержатель 6 с верхней линейкой 8 перемещается поступательно в вертикальном направлении посредством нажимного винта 11, приводимого от электродвигателя 14. При этом зазор в резьбовом соединении нажимной винт 11 - гайка 12 выбирается с помощью тяг 16, подпружиненных к крышке 2 пружинами 18. При необходимости разворота верхней линейки 8 в горизонтальной плоскости относительно оси прокатки поворачивают линейкодержатель 6 вокруг его вертикальной оси с помощью двух пар фиксирующих винтов 25, размещенных в противолежащих выступах 7 линейкодержателя 6. Затем линейкодержатель 6 с линейкой 8 фиксируют этими же винтами 25. Возможные во время настройки перекосы линейкодержателя 6 относительно контактных поверхностей в крышке 2 компенсируются сферическими шайбами 20 и 21 и сферическими концами 26 винтов 25, взаимодействующими с конической поверхностью пят 27.
Предложенная рабочая клеть стана поперечно-винтовой прокатки тел вращения по сравнению с известными позволяет упростить и обеспечить более точную настройку очага деформации, что позволяет получать готовые изделия более высокого качества. Кроме того, повышается срок службы оборудования за счет выборки зазора в резьбовом соединении при настройке очага деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ЛИНЕЙКИ В КЛЕТИ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2207198C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2172219C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ НИЖНЕЙ ЛИНЕЙКИ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2282509C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2433006C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
Изобретение относится к конструкции клетей для прокатки коротких тел вращения, например шаров. Рабочая клеть стана поперечно-винтовой прокатки коротких тел вращения содержит станину с крышкой, барабан с рабочими валками, нижнюю линейку, линейкодержатель верхней линейки барабанного типа с диаметрально расположенными выступами, средство поступательного перемещения линейкодержателя. Линейкодержатель имеет механизм уравновешивания в виде тяг, подпружиненных относительно крышки. В выступах линейкодержателя параллельно его вертикальной оси выполнены сквозные отверстия для прохода тяг и перпендикулярно вертикальной оси резьбовые отверстия для размещения винтов со сферическим концом, которыми они взаимодействуют посредством пят с крышкой. Головки тяг контактируют с выступами линейкодержателя через сферические шайбы. За счет обеспечения возможности точной настройки положения верхней линейки в очаге деформации повышается качество коротких тел вращения. 4 ил.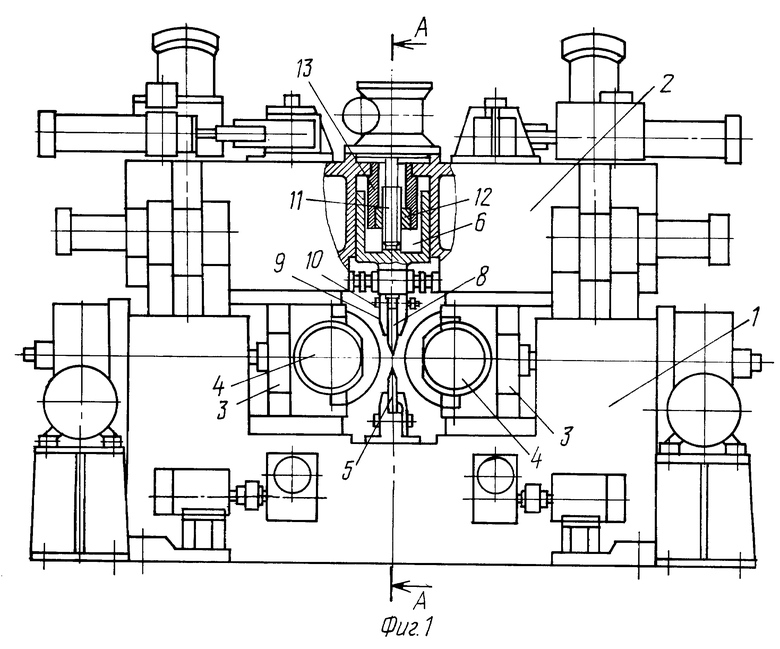
Рабочая клеть стана поперечно-винтовой прокатки тел вращения, содержащая станину с крышкой, барабаны с рабочими вилками, стационарную нижнюю линейку и механизм установки верхней линейки, включающий линейкодержатель барабанного типа, средство для поступательного перемещения и фиксирующие винты, установленные с возможностью взаимодействия с крышкой, отличающаяся тем, что она снабжена механизмом уравновешивания линейкодержателя, выполненным в виде подпружиненных относительно крышки тяг с головками, линейкодержатель имеет диаметрально расположенные выступы, в каждом из которых параллельно его оси выполнены сквозные отверстия для прохода тяг и перпендикулярно его оси - резьбовые отверстия для размещения фиксирующих винтов, конец каждого из которых выполнен сферическим, установленных с возможностью взаимодействия с крышкой посредством самоустанавливающейся пяты, а тяги установлены с возможностью контактирования с выступами линейкодержателя своими головками посредством сферических шайб.
| Рабочая клеть стана поперечно-винтовой прокатки тел вращения | 1977 |
|
SU889240A1 |
| Рабочая клеть стана для прокатки шаров | 1975 |
|
SU555955A1 |
| Линейка шаропрокатного стана | 1980 |
|
SU956112A1 |
| СПОСОБ ОБРАБОТКИ ОБВОДНЕННЫХ КАРБОНАТНЫХ КОЛЛЕКТОРОВ | 2008 |
|
RU2383724C1 |
| US 3878701 22.04.1975. | |||

