(Л
4 09
В блоке пуска устанавливают число горизонтальных перемещений держателя (2) вдоль ленты 1. При пробоях датчики А -4 вертикального направления через элементы И подают сигна лы на RS-триггеры 21 -21, откуда вырабатывается сигнал на горизонтальное перемещение посредством блока JO, Горизонтальное перемещение электродов 13 -13 производится с определенным . шагом, фиксируемым контактом геркона,
и двоичным реверсивным счетчиком. При переполнении этого- счетчика устанав- ливается триггер 7, что записывает число горизонтальных перемещений в счетчик, блокирует датчики ,отводит электроды 13-13. После отвода электродов 13-13 включаются датчики 15-15 .триггеры , блоки и блок 17, дающий команду на перемотку ленты 1 в новую позицию, 7 ил, 
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный распределитель | 1987 |
|
SU1580377A1 |
| Устройство для измерения скорости перемещения | 1987 |
|
SU1571509A1 |
| Устройство для нанесения покрытий люминесцентных ламп | 1990 |
|
SU1780118A1 |
| Устройство для допускового контроля амплитудно-частотных характеристик четырехполюсников | 1980 |
|
SU938205A1 |
| Устройство для контроля качества межслойных соединений печатной платы | 1978 |
|
SU781722A1 |
| Модуль многокаскадной коммутационной системы | 1990 |
|
SU1793443A1 |
| Устройство для управления -фазным вентильным преобразователем | 1974 |
|
SU553722A1 |
| Устройство для контроля вентильных разрядников по величине тока утечки | 1985 |
|
SU1296968A1 |
| Устройство дефектоскопического контроля планарных структур | 1987 |
|
SU1499195A1 |
| Устройство для идентификации жил кабельных изделий | 1991 |
|
SU1762277A1 |

Изобретение относится к электро-- физическим методам обработки, в частности касается устройства для электроискрового нанесения покрытий. Цель - изобретения - повышение точности нанесения регулярного рельефа покрытия. Посредством блоков управления и исполнительных механизмов производится подача электродов 13-13 на сближение с обрабатьшаемой лентой 1.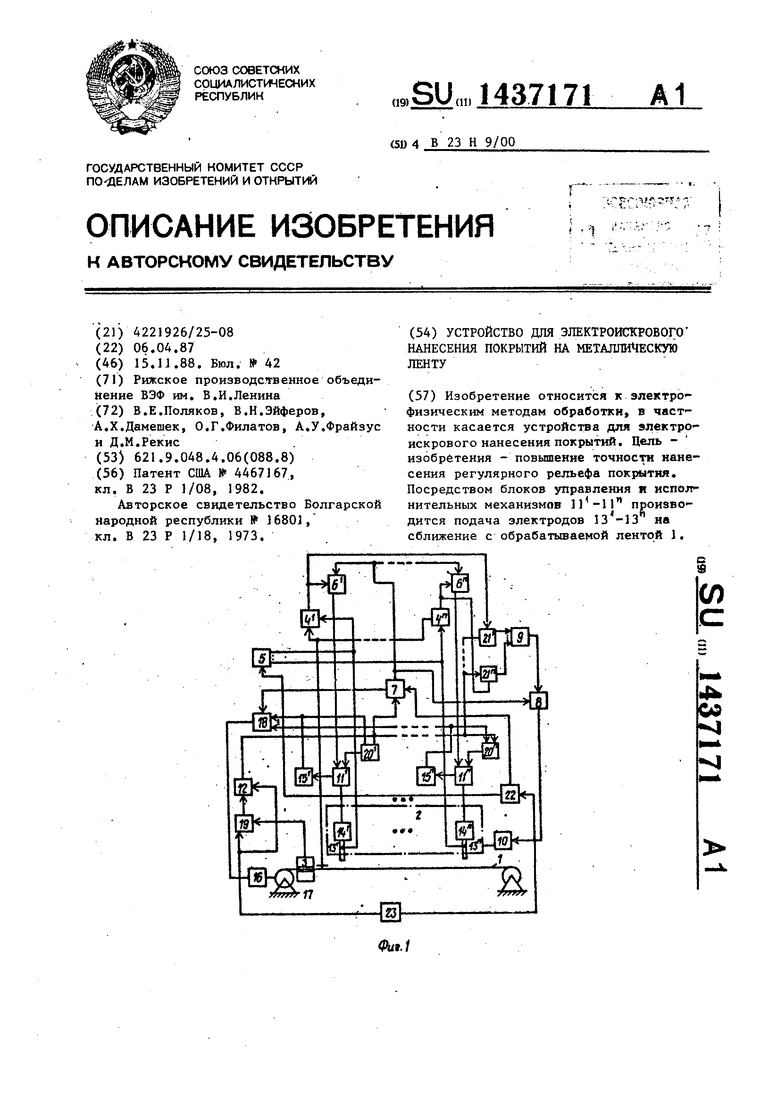
1
Изобретение относится к электрофи- |зическим и электрохимическим методам |Обработки и в частности касается |устройств для электроискрового легиро ;вания.
Цель изобретения - повьппение точ- |ности нанесения покрытий на заготовки :из металлической ленты,в том числе перфорированной ленты,
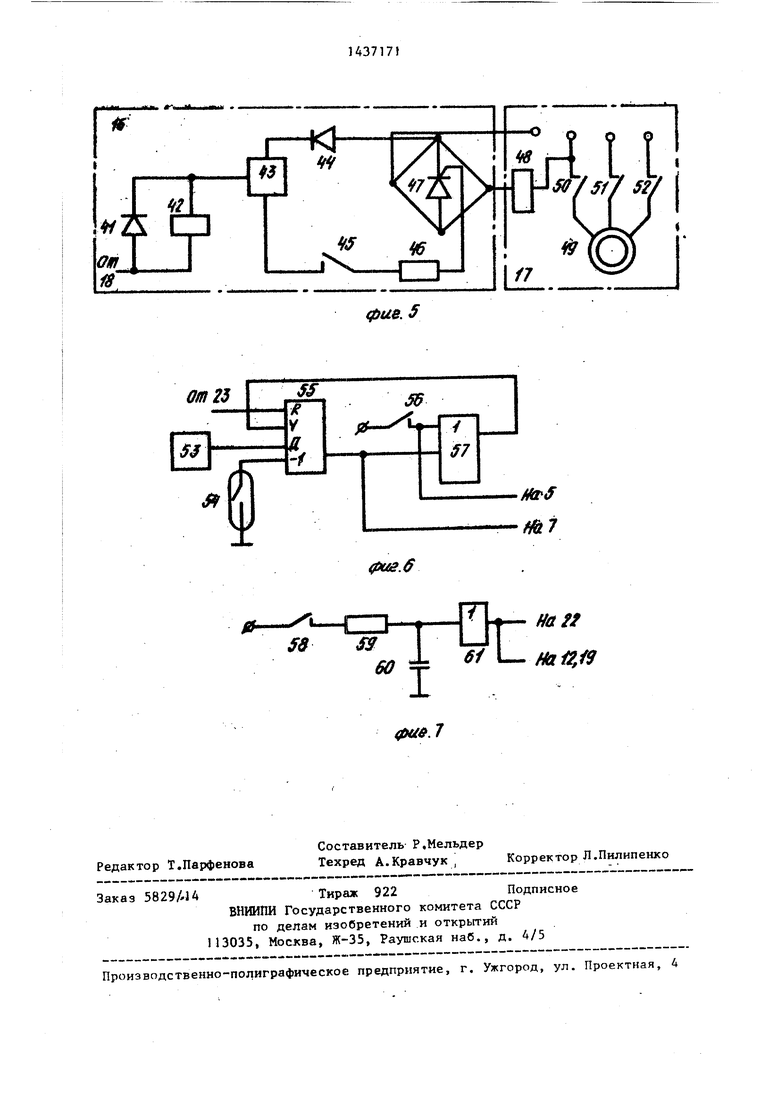
На фиг. 1 приведена блок-схема пред- лагаемого устройства; на фиг.2 - блок-схема датчика позиционирования ленты; |нафиг.З - блок-схема датчика вертикаль ного направления; на фигт4 - схема ис- |полнительного механизма вертикального Перемещения; на фиг .5 - схема блока управления приводом перемотки ленты и привод перемотки ленты| на фиг,6-схема блока пуска и задатчика гори зонтального перемещения электродов; на фиг.7 - схема блока автосброса.
Устройство предназначено для электроискрового нанесения покрытия на металлическую ленту 1. Устройство со- держит блок 2 держателей электродов, датчик 3 позиционирования ленты. При этом выходы блока 2 держателей электродов соединены с первым входом каждого из п датчиков вертикально- го направления и выходами генератора 5 технологического тока.
Выход каждого из п датчиков 4 -4 вертикального направления соединен с первым входом каждого из первых двухвходовых элементов И ,6 -6 , вторые входы которых соединены вместе и связаны с инверсным входом первого RS-триггера 7 и первым входом второго двухвходов.ого элемента И 8, вто-
рой вход которого соедийен с выходом первого многовходового элемента И 9, а выход второго двзгхвходового элемента И 8 связан с входом блока управления и привода О горизонтального перемещения электродов. Выход каждого из п первых двухвходовых элементов И соединен с первым входом каждого из п блоков управления и испол- нительньпс механизмов 1 вертикального перемещения, выход третьего двухвходового элемента И 12 связан с первьи входом первого RS-триггера 7. Блок 2 держателей электродов предназначен для закрепления п электродов ,соединенных с блоками вращения электродов. Устройство также содержит п датчиков 15 -15 верхнего положения электродов, блок . 16 управления приводом перемотки ленты, привод 17 перемотки ленты, второй многовходовой элемент И 18, формирователь 19 коротких импульсов, п вторых RS-триггеров и п третьих RS-триггеров 21 -21 ,блок пуска и за- датчик 22 числа горизонтального перемещения электродов и блок 23 автосброса.
Датчик 3 позиционирования ленты (фиг.2) содержит светодиод 24, первый резистор 25, фотодиод 26, второй резистор 27, конденсатор 28, полевой транзистор 29, третий резистор 30.
Каждый датчик 4 -4 вертикального направления (фиг.З) содержит первый 31 и второй 32 резисторы, операционный усилитрль 33, светодиодный оптрон 34, элемент И-НЕ 35. Каждый блок управления и исполнительный меха
10
низм. J -J1 вертикального перемещения содержит (фиг,4) генератор 36 прямоугольных, импульсов, триггер 37 со счетным входом, постоянное запоминающее устройство 38, усилитель 39 мощности для шагового двигателя, ща- говый двигатель 40,
Блок I6 управления приводом перемотки ленты (фиг,5) содержит первый диод 41, обмотку реле 42, источник 43 постоянного тока, второй диод 44, контакт реле 45, резистор 46, тиристорный выключатель 47, а привод 17 перемотки ленты содержит катушку магнитного пускателя 48, асинхронный двигатель 49 и контакты 50-52,
Блок пуска и задатчик 22 числа гориз онтального перемещения электродов
(фиг,6) содержит программный переклю-2о направления поступает на вторые вхо- чатель 53, контакт геркона 54, четырехразрядный двоичный реверсивный счетчик 55, контакт кнопки Пуск 56, элемент И 57, Блок 23 автосброса (фиг,7) содержит контакт 58, соеди- ненньй с выводом резистора 59, другим выводом соединенного с одной обклад кой конденсатора 60 и элементом И 61,
15
При появлении пробоя (искры) между электр одами 13-13 и металлической обрабатываемой лентой 1 датчики ,л /и
4 -4 вертикального направления выда ют сигнал логического нуля, на первы входах первых двухвходовых элементов И 6 -6 тоже появляется логический нуль. Электроды начннают от двигаться от ленты 1 до тех пор, пок преобладает напряжение короткого замыкания , Уровни устанавливаются первым 3J и вторым 32 резисторами и oneрационным усилителем 33 в датчиках
/ / п
4 -4 вертикального направления,
.При появлении режима короткого замыкания при перепаде логического сигнала с 1 на О, нулевой сигнал с выхода датчиков 4 -4 вертикальног
25
цы третьих RS-триггеров и ус танавливает последние в состояние ло гической единицы, В это время электроды 3-13 производят нанесение ко тактного материала на металлическую обрабатываемую ленту 1, Сигнал через первый многовходовой элемент И 9 и второй вход второго двухвходового элемента И 8 поступает на блок управ ления и привод J О горизонтального пе ремещения электродов. На первый вход второго двухвходового элемента И 8 сигнал разрешения поступает с инверс ного выхода первого RS-триггера 7, Блок управления и привода 10 горизон тального перемещения электродов перемещает блок 2 держателей электродо вдоль ленты 1 с определенным шагом. Каждый ход горизонтального перемеще- 4Q ния блока 2 держателей электродов фи сируется контактом геркона 54, Импульс вычитания с контакта геркона 5 поступает на реверсивный счетчик 55, По окончании заданного числа горизон
Устройство работает следующим образом.
Металлическая лента 1 устанавливается в направляющие привода 17 перемотки ленты. При нажатии кнопки Пуск 56 включается генератор 5 технологического тока. На втором входе датчиков 4 -4 вертикального направления и на первых входах первых двухвходо-т вых элементов И появляется единичный сигнал, который поступает на первые входы п исполнительных механизмов ll -ll вертикального переме- Подача электродов 13-13 к мещения
таллической обрабатываемой ленте 1
осуществляется посредством блоков уп- g тальных перемещений на выходе реверравления и исполнительных механизмов вертикального перемещения. Между электродами 13-13 и металлической обрабатываемой лентой 1 прикладывается импульсное напряжение от генератора 5 технологического тока, В блоке луска и задатчика 22 числа электродов посредством программного переключателя 53 устанавливают число горизонтальньк перемещений блока 2 держателей электродов вдоль металлической обрабатываемой ленты 1, Этим обеспечивают заданную толщину покрытия контактным материалом на ленте 1,
50
55
сивного счетчика 55 появляется сигнал устанавливающий первый-RS-триггер 7 IB состояние логической единицы. Этот же сигнал через элемент И 57 записыва ет число горизонтальных перемещений блока 2 держателей электродов в реверсивный счетчик 55, Инверсный выход первого RS-триггера 7 через вто- . рой вход первых двухвходовых элементов И 6-6
блокирует сигнал датчиков - вертикального направления. Блоки управления и исполнительных механизмовщения
вертикального переме отводят электроды J3 -ЛЗ от
1437171
5
При появлении пробоя (искры) между электр одами 13-13 и металлической обрабатываемой лентой 1 датчики ,л /и
4 -4 вертикального направления выдают сигнал логического нуля, на первых входах первых двухвходовых элементов И 6 -6 тоже появляется логический нуль. Электроды начннают отодвигаться от ленты 1 до тех пор, пока преобладает напряжение короткого замыкания , Уровни устанавливаются первым 3J и вторым 32 резисторами и one
рационным усилителем 33 в датчиках
/ / п
4 -4 вертикального направления,
.При появлении режима короткого замыкания при перепаде логического сигнала с 1 на О, нулевой сигнал с выхода датчиков 4 -4 вертикального
направления поступает на вторые вхо-
цы третьих RS-триггеров и устанавливает последние в состояние логической единицы, В это время электроды 3-13 производят нанесение контактного материала на металлическую обрабатываемую ленту 1, Сигнал через первый многовходовой элемент И 9 и второй вход второго двухвходового элемента И 8 поступает на блок управления и привод J О горизонтального перемещения электродов. На первый вход второго двухвходового элемента И 8 сигнал разрешения поступает с инверсного выхода первого RS-триггера 7, Блок управления и привода 10 горизонтального перемещения электродов перемещает блок 2 держателей электродов вдоль ленты 1 с определенным шагом. Каждый ход горизонтального перемеще- ния блока 2 держателей электродов фиксируется контактом геркона 54, Импульс вычитания с контакта геркона 54 поступает на реверсивный счетчик 55, По окончании заданного числа горизон
g тальных перемещений на выходе ревер0
5
сивного счетчика 55 появляется сигнал, устанавливающий первый-RS-триггер 7 IB состояние логической единицы. Этот же сигнал через элемент И 57 записыва-г ет число горизонтальных перемещений блока 2 держателей электродов в реверсивный счетчик 55, Инверсный выход первого RS-триггера 7 через вто- . рой вход первых двухвходовых элементов И 6-6
блокирует сигнал датчиков - вертикального направления. Блоки управления и исполнительных механизмовщения
вертикального переме- отводят электроды J3 -ЛЗ от
U
металлической обрабатываевой ленты 1, Этот же сигнал с первого выхода первого RS-триггера 7 через первый вход второг о двухвходового элемента И 8 подает команду остановки на блок управления н привод 10 горизонтального перемещения электродов.
При отводе электродов JS -JS от металлической обрабатываемой ленты включаются датчики верхнего положения электродов, сигнал от которых поступает на входы вторых RS- триггеров . С выходов вторых RS-триггеров 20 -2р на блоки управ- i ления и исполнительных механизмов : Л -1 вертикального перемещения по- j ступает команда останова и отвода ; электродов 13-13. Сигнал от датчи- 1 ков 15-15 верхнего положения элект- 1 родов .поступает также на входы второ- I го многовходового элемента И J8, кото Iрый дает разрешение на включение при- I вода 17 перемотки ленты через блок J6 I управления приводом перемотки ленты. : Это происходит, если первый RS-триг- Iгер 7 находится в единичном состоянии I Сигналами со второго выхода первого RS-триггера 7, поступающими на вход ;второго многовходового элемента И J8, i регистрируется перемещение металличес I кой обрабатываемой ленты 1 на шаг. I При этом Д4ТЧИК 3 позиционирования I ленты выдает сигнал на формирова- I тель 19 коротких импульсов. На выхо- ;де последнего появляется сигнал сброг са, который через третий двухвходо- вой элемент И 12 поступает на вторые 20-20 и третьи 2j -2l RS-триггера,
устанавливая последние в исходное нулевое состояние.
Далее процесс нанесения покрытия повторяется.
В результате на обрабатываемой ленте появляется легированный слой с регулярной структурой с высокой точностью нанесения.
Формула изобретения
Устройство для электроискрового нанесения покрытий на металлическую ленту, содержащее блок держателей электродов на п электродов, датчик позици - онирования ленты, датчики вертикаль- gg ного направления, генератор технологического тока, двухвходовые и много- входовые элементы И, К5-триггеры,блок г управления и привод горизонтального
5 0 5 о
0
5
0
g
L
перемещения электродов, блоки управления и исполнительные.механизмы вертикального перемещения, блок вращения электродов I при этом выходы блока держателей электродов соедийены с первым входом каждого из п датчиков вертикального направления и выходами генератора технологического тока, вторые входы п датчиков вертикального направления соединены вместе и подключены к общей шине, выход каждого из п датчиков вертикального направления соединен с первым входом каждого из п первых ; двухвходовых элементов И, вторые входы которых соединены вмёЪте и связаны с инверсным выходом первого RS-триг- repja и первым входом второго двухвходового элемента И, второй вход которого соединен с выходом первого многовходового элемента И, а выход второго двухвходового элемента И. связан с входом блока управления и привода горизонтального перемещения электродов, выход каждого из п первых двухвходо- вых элементов И соединен i с первым входом каждого из п блоков управления и исполнительных механизмов вертикального перемещения, выход третьего двухвходового элемента И связан с первым входом первого RS-триггера, отличающееся тем, что, с целью повьшения точности нанесения покрытий, в устройство введены п датчиков верхнего положения электродов, . блок управления приводом перемотки ленты, привод перемотки ленты, второй многовходовой элемент И,формирователь коротких импульсов, п вторых и третьих RS-триггеров, блок пуска и задатчик числа горизонтального перемещения электродов и блок автосброса, первый выход которого соединен с входом блока пуска и задатчика числа горизонтальных перемещений электродов, первый выход которого подключен к входу генератора технологического тока, второй выход блока пуска и задатчика числа горизонтального перемещения электродов соединен с вторым входом первого RS-триггера, выход каждого из п датчиков верхнего положения электродов соединен с первым входом каждого из п вторых RS-триггеров и группой входов второго многовходового элемента И, вход которого связан с выходом первого RS-триггера, выход второго многовходового элемента И соединен с блоком управления приводом пере7143717
мотки ленты, выходом подключенным к приводу перемотки ленты, выход датчика позиционирования ленты соединен с первым входом формирователя коротких импульсов, второй вход которого связан с втором выходом блока автосброса и первым входом третьего двухвхо- ; дового элемента И, второй вход которого подключен к выходу формирователя JQ коротких импульсов, выход третьего двухвходового элемента И соединен с вторым входом каждого из п вторых RS-триггеров и п третьих RS-тригге-ЬА
гч
2S
27
-у
31
32
ие.З
фиг.
8
ров, выход каждого из которых соединен с входами второго многовходового элемента И, а первый вход каждого из п третьих RS-триггеров соединен с выходом каждого из п-датчиков вертикального направления,выход каждого из п вторых RS-триггеров соединено вторым входом каждого из п блоков управления исполнительных механизмов вертикального перемещения, выход каждого из которых подключеи к входу соответствующего из п датчиков верхнего положения электродов.
Hui9
физ.2
54
Э5 ,
На ,/
На 19
0/П2$
фие. 5
ниг.б
фа&Л
| Патент США 4467167, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очистки минеральных масел серной кислотой | 1929 |
|
SU16801A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
