Изобретение относится к дерево- обрабатывшощен промьшотенности,, в частности к производству паркета.
Цель изобретения - повышение производительности за счет упрощения процесса.
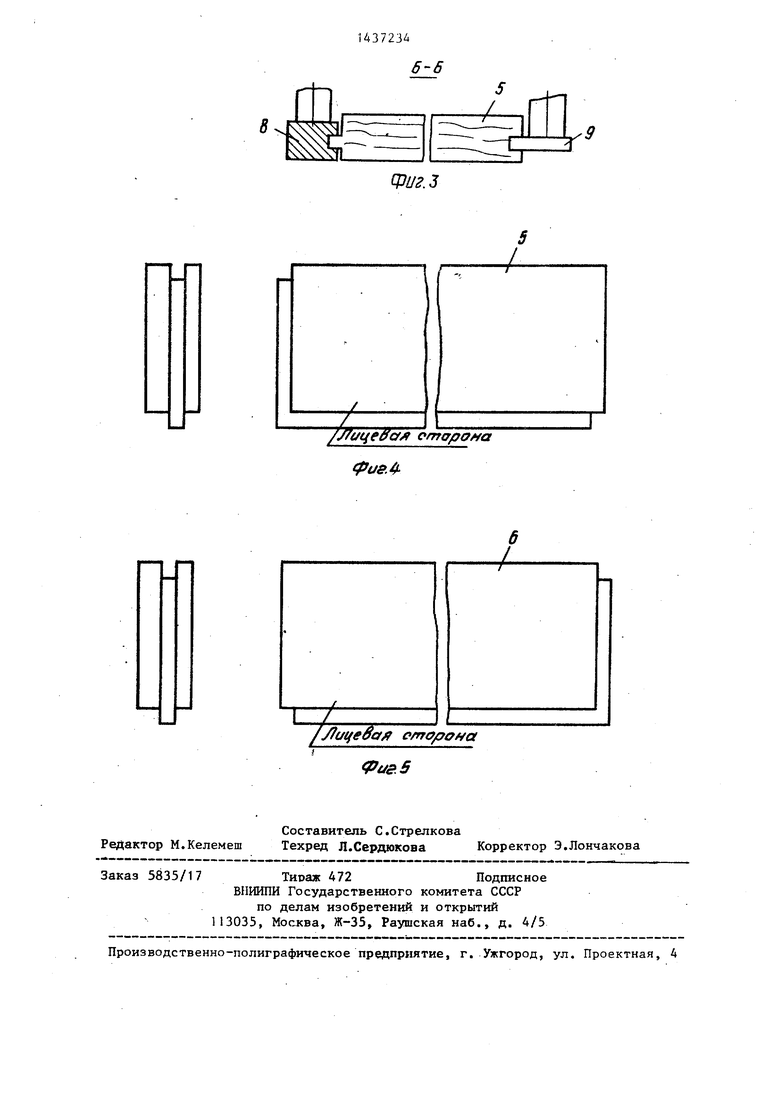
На фиг.1 изображена схема линии изготовления штучного паркета; на ;фиг,2 - вид Л на фиг.1; на фиг.З - Фазрез Б-Б на фиг.1; на фиг.4 - ле- :вая паркетная планка, вид сверху; |на фиг.З - правая паркетная планка |вид сверху.
i Линия для осуществления способа включает станок ПАРК-7 для четырехсторонней строжки (не показан), пита ггелъ 1, под которым размещен цепной |1 ранспортер 2 с упорами 3, фрезерные оловки 4 для обработки торцов пары Паркетных планок 5 и 6. Для переме- дения правых планок 5 в приемньш {поток 7 за фрезерными головками 4 рмонтированы щэофильные направляющие ,В и 9, Для накопления левых паркет рых планок 6 перед приемным лотком 7 установлен приемньш 10. ; Способ осуществляют следующим образом.
Предварительно расторцованные в размер по длине заготовки обрабатывают на четырехстороннем строганном станке ПАРК-75 при этом простаривают пласти и кромки и нарезают шггунты н гребни на кромках заготовок. Заготовки попарно совмещают лицевыми или оборотными пластями и укладывают по- hapHO в питатель К Упорами 3 цепного транспортера 2 перемещают пары заготовок через фрезерные головки 4, при этом нарезают шпунты и гребни на торцах заготовок. Получают одно10
15
0
5
0
5
0
временно правую 5 и левую 6 паркетные планки. Левые паркетные планки 6 сразу же с цепного транспортера 2 попадают в приемньй лоток 10, а правые паркетные планки 5 перемещаются по профильным направляющим 8 и 9 и падают в приемный лоток 7.
Комплектование выполняют укладкой .планок в пачки парами. При этом берут для пары одну (левую) планку из при-- емного лотка 10, а другую (правую) - из приемного лотка 7. Это упрощает .процесс комплектования за счет исключения из технологического процесса поштзп ного обсчета планок.
Изобретение позволяет повысить производительность процесса изготовления комплекта штучного паркета за счет упрощения технологического про цесса.
Формула изобретения
Способ изготовления комплекта штучного паркета, включающий торцовг ку планок, четырехстороннюю строжку пластей и кромок, нарезание шпунтов и гребней на кромках и торцах, сортировку планок и комплектование пачек, отличающийся тем, что, с целью повьшения производительности за счет упрощения процесса, после нарезания шпунтов и гребней на кромках планок осуществляют попарное совмещение планок лицевыми или оборотными пластями, нарезание шпунтов и гребней на торцах планок вьшолняют одновременно для каждой пары с двух сторон, а комплектование выполняют укладкой планок в пачки парами.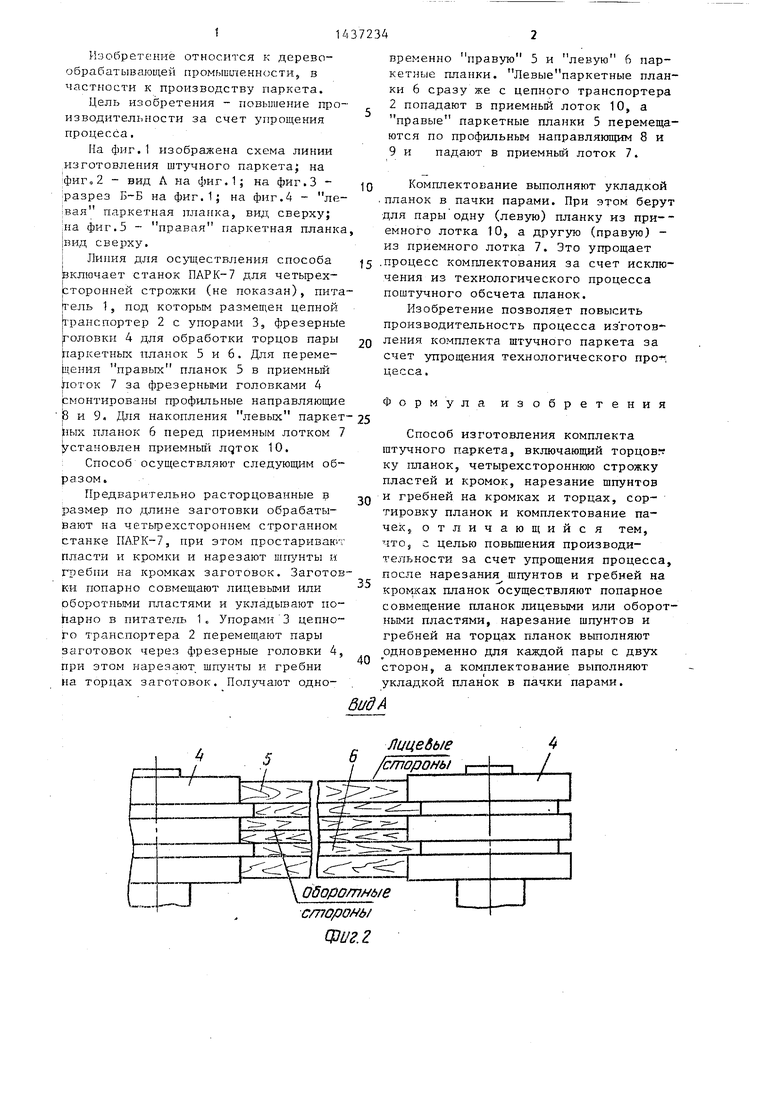
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления штучного паркета | 1988 |
|
SU1599190A1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ | 1992 |
|
RU2015884C1 |
| СПОСОБ ПРОИЗВОДСТВА ПАРКЕТНОГО ЩИТА | 1994 |
|
RU2081978C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАРКЕТА | 2001 |
|
RU2203801C2 |
| Паркетный щит | 1979 |
|
SU887776A1 |
| СПОСОБ УКЛАДКИ ШТУЧНОГО ПАРКЕТА | 2008 |
|
RU2378466C2 |
| ПАРКЕТНАЯ ДОСКА | 2002 |
|
RU2205264C1 |
| Паркетный концеравнитель для обработки торцов дощечек | 1949 |
|
SU89581A1 |
| Элеватор для штучных грузов | 1985 |
|
SU1276582A1 |
Изобретение относится к дере- вообрабатьшающей промьшшенности, в частности к производству паркета. Цель изобретения - повышение производительности за счет ущ)още1шя процесса. Линия для осуществления способа включает питатель 1, цепной ,1 транспортер 2 с упорами 3, фрезерные головки 4. Для перемещения правых планок 5 в приемный лоток 7 за фрезерными головками смонтированы профильные направляющие 8 и 9. Для левых паркетных планок 6 установлен приемный лоток 10. Предварительно расторцованные в размер заготовки прострагивают на четьфехстороннем строгальном станке, при этом одйо- временно нарезают шпунты и гребни на кромках заготовок. Затем заготовки совмещают лицевыми или оборотными частями и с помощью фрезерных головок 4 нарезают шпунты и гребни на их торцах. Получают одновременно левую и правую планки и направляют их в разные приемные лотки 7 и 10. Комплектование осуществляют укладкой планок в пачки парами, что позволяет исключить поштучньш отсчет планок. Левую планку пары берут из приемного лотка 10, а правую - из приемного лотка 7. 5 ил. с SS (Л 14; со ч го со 4;ii
.З
ибЛ
| Гольдман И.А | |||
| Технология и оборудование паркетного производства | |||
| М.: Лесная промьшшенность, 1974, с.ЗО-ЗЬ 114-115 | |||
| Типовые технологические процессы изготовления паркета | |||
| ВНИИдрев, Ва- лабаново, 1979, с.26-28. |
