Предметом изобретения является паркетный «онцеравннтель для обработки торцов дощечек с использованием бункера, круглых пил и фрез.
Отличительной особенностью описываемого паркетного концеравнителя является применение в нем механизма подачи из бункера паркетных дощечек, выполненного из подающих и приемных бесконечных цепей, причем скорость движения подающих цепей выще, чем прием ных. Благодаря такой конструкции дощечки поступают в обработку без разрывов, что повышает производительность концеравнителя.
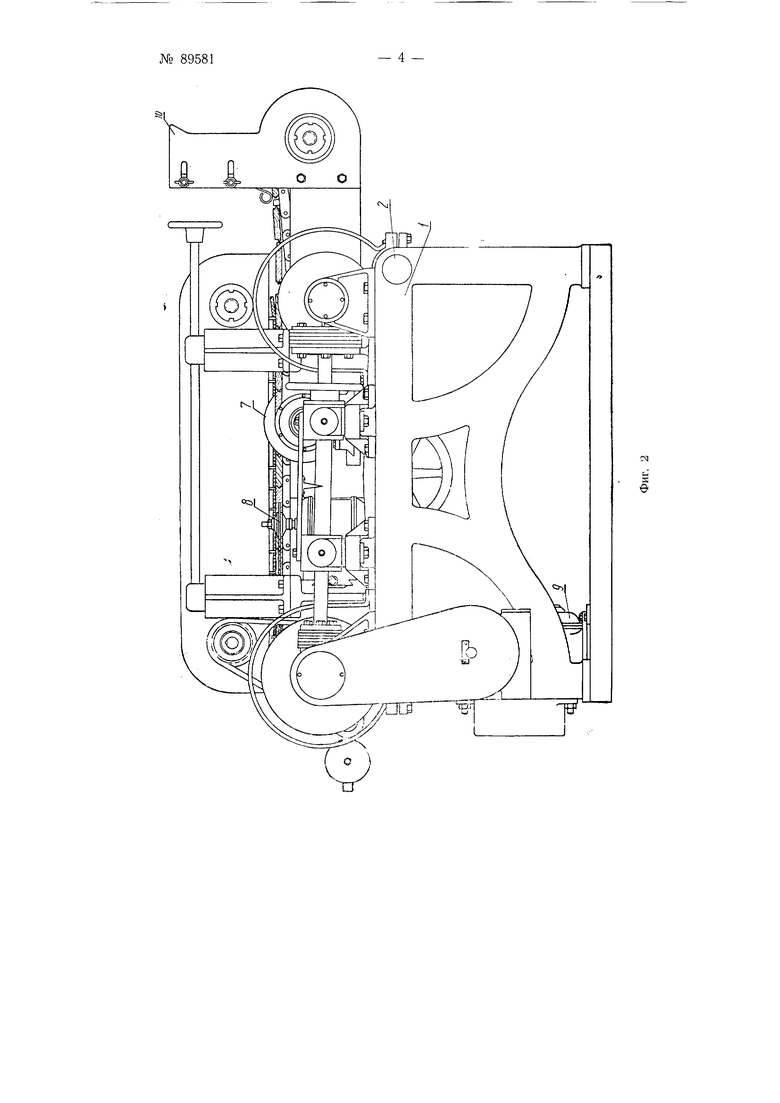
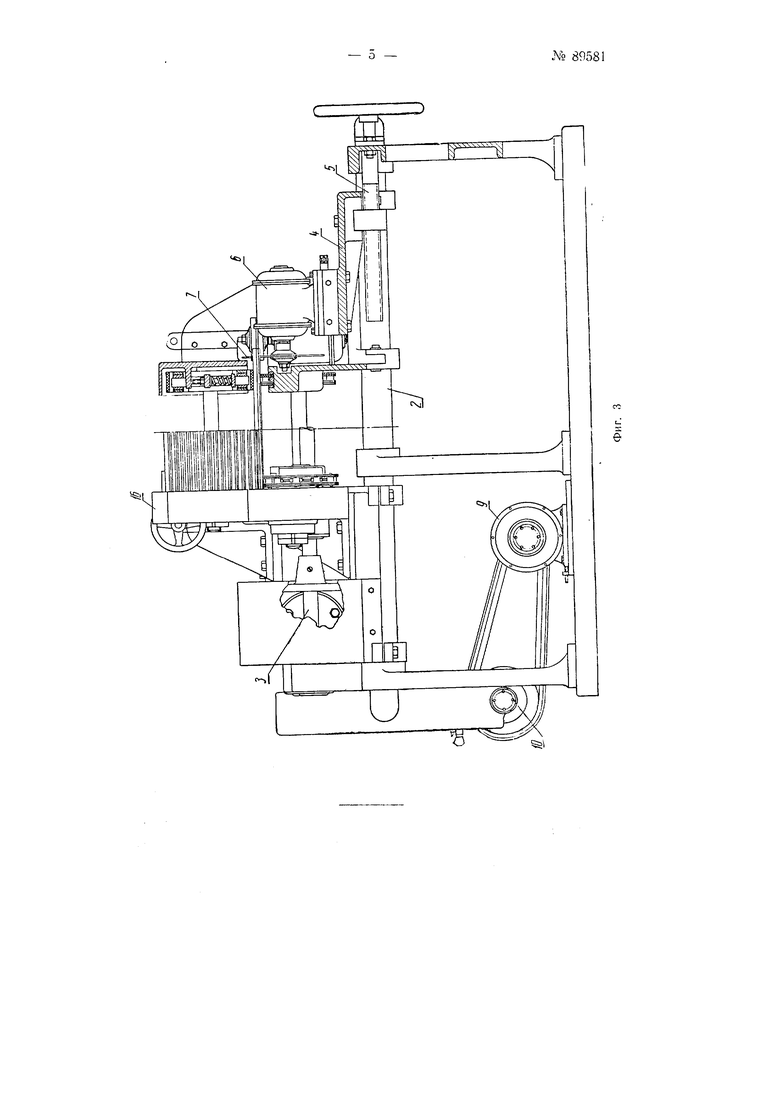
На фиг. 1 изображен концеравнитель, вид с торца; на фиг. 2-та же, вид с другого торца; на фиг. 3 - то же, вид сбоку.
Станина 1 концеравнителя монтируется из трех чугунных литых ;1ожек, укрепленных на чугунной фундаментной раме. В верхней части крайние ножки соединены валами 2, проходящими сквозь среднюю ножку. На валах-параллелях устанавливаются левая неподвижная S и правая подвижная 4 каретки, несущие на себе весь механизм станка. Подвижная каретка посредством винта 5 с гайкой и маховика перемещается на длину 270 мм и дает возмон ность обрабатывать все размеры дощечек, предусмотренные стандартом.
На каретках монтируются две пильные головки, состоящие из электромоторов 6, на оси которых устанавливаются пилы 7. Моторы крепятся на суппортах и имеют возможность перемещаться параллельно оси перемещения подвижной каретки.
Сзади пильных головок монтируются фрезерные головки, состоящие из вертикально укрепленных на суппортах электромоторов, на оси которых устанавливаются фрезеры 8. Фрезерные головки имеют вертикальное и горизонтальное параллельно пильным головкам перемещение.
Горизонтальное движение фрезерных головок преследует цель компенсации уменьшения диаметра фрезов при переточке, не нарушая
№ 89581- 2 общей настройки станка на размер. Число оборотов моторов фрезерных и нильных головок, равное 5000 и 6000 об/мин., достигается нутем работы через преобразователь частоты.
Мотор 9 передачи устанавливается на фундаментной раме станка между ножками станины. Снаружи станины устанавливается редуктор .10, состоящий из червячной пары и коробки скоростей. Редуктор связан с мотором двумя ремгями. Передача от коробки скоростей на ведущий вал нодачи-цепная.
Механизм подачи состоит из двух верхних и двух нижних бесконечных цепей и механизма собиранпя дощечек. На своей рабочей части верхняя цепь снабжена площадками с резиновыми накладками 11. Звездочки и цепь монтируются в кожухе, укрепленном на кронщтейнах каретки и имеющем возможность вертикалыгоро подъема. В кожухе же смотирована щарнирная цепная линейка с шагом 75 мм, имеющая 10 звеньев. Каждое звено нажимается отдельной пружиной 12 и обеспечивает достаточное прижатие цепей друг к другу в лю:бой ее точке.
Верхние ветви нижних цепей 13 движутся по паправляющим кареток, снабженным сменными боковыми и нижними линейками. Нижние -ветви цепи висят свободно. Звездочки цепей смонтированы на вертикальных стенках кареток.
Мехапизм, собирающий дощечки в сплошную ленту, состоит из двух цепей 14; цепи и звездочки смонтированы на кронштейнах, укрепленных на каретках в передпей частя станка.
На наружных пеней укреплены кулачки 15. Шаг кулачков равен 120 ..-IM и при толпишс кулачка 20 .-м; между кулачками свободно укладывается дощечка пщрнной до 96 мм. Над цепями смонтирован вертикальный 16 емкостью на 20-25 дощечек.
Скорость движения подающей цепи 14 выпте, чем у транспортных цепей и повышается с уменьшением ширины обрабатываемых дощечек 17 настолько, чтобы очередная, захваченная кулачками подающей цепи J4 дощечка 17 успела догнать предыдущую прежде, чем она полностью захвати.тся транспортерными цепями.
Работа механизма подачи заключается в следующем. Подающая .цель 14, захватив доще-чку из бункера 16, с установленной для нее скоростью подает дощечку в транспортные цепи. Так как скорость транспортера меньще скорости подающей цепи, последняя вынуждена, подав дощечку, некоторое время уравнивать свою скорость со скоростью транспортера, что достигается проскальзыванием одного из катков. В момент соскальзывания кулачков с дощечки прекращается проскальзывание катка и очередная дощечка подается вновь с увеличенной скоростью, догоняя предыдущую. Так как проскальзывание катка связано -с передачей довольно большого усилия на подающую цепь, поданная дощечка плотно заходит в шпуи,т передней дощечки, составляя непрерывную ленту 18, которую транспортер ведет через станок.
Управление концеравнителем - кнопочное. Подача имеет прямой и обратный ход, если необходимо вывести лепту назад. Подача дощечек в бункер осуществляется станочником и подручным, поочередно укладывающими их пачкамп по 4-5 ш.т. продольным гребнем вперед и лицевой стороной вверх. Для обеспечения равномерной подачи и для того, чтобы не допустить бракованные дощечки в обработку на станке, дощечки заранее при выходе из концеравнителя сортируются и укладываются пачками в переплет. Темп подачи пачек в бункер станка не позволяет рабочим, питающим станок, сортировать и укладывать пачки, .
Опилки и стружка отводятся пневмотрансгтортрм. Обрезки проваливаются под станок в жестяные наклонные лотки и по ним отводятся за станок (на чертеже не показано).
Изго.товление дощечек с правым и левым гребнем осуществляется переменой фрез местами. Моторы и инструмент применяются обычного типа, что позволяет быструю замену в случае порчи. Станок рекомендуется устанавливать таким образом, чтобы лента паркета подавалась по направляющим прямо в сортировочное по.мещение.
Преимуществом описанного кснцеравнителя яв.ляются; въ1сокая производительность, новыщение качества, полное устранение отколов, при условии пропуска сплошной ленты, и удобство сортировки и отбраковки дощечек непосредственно с движущейся ленты.
Предмет изобретения
Паркетный концеравни.тель для обработки торцов дощечек с использованием бункера, круглых пил и фрез, отличающийся тем, что в нем для подачи дощечек непрерывной „тентой применен ме.ханиз;м, выполненный из подающих и приемных бесконечных цепей, причем скорость движения подающих цепей выше, чем приемных.
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления дощечек массивного паркета | 1934 |
|
SU41161A1 |
| ПРОДОЛЬНО-РАСПИЛОВОЧНЫЙ КРУГЛОПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2050259C1 |
| Станок для обработки щитов по периметру | 1980 |
|
SU889426A1 |
| Станок для изготовления карандашей | 1939 |
|
SU59269A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ВЫБИРАНИЯ В ДЕРЕВЯННЫХ ДОЩЕЧКАХ НЕПОЛНЫХ ПРОДОЛЬНЫХ КАНАВОК | 1935 |
|
SU47428A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ | 1992 |
|
RU2015884C1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| УСТРОЙСТВО для ФОРМИРОВАНИЯ РЯДА ДОСОК | 1973 |
|
SU393089A1 |
| ПЕРЕНОСНЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ОБРЕЗКИ СУЧЬЕВ ДЕРЕВА И ПРОЛЫСКИ | 1948 |
|
SU76602A1 |