(/) С

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комплекта штучного паркета | 1987 |
|
SU1437234A1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2011 |
|
RU2471613C1 |
| ПАРКЕТНАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2049661C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ | 2001 |
|
RU2207223C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЭЛЕМЕНТОВ ШИПОВЫХ СОЕДИНЕНИЙ ДЕРЕВЯННЫХ ЗАГОТОВОК | 2011 |
|
RU2471614C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПАРКЕТНОЙ ПЛАНКИ | 1992 |
|
RU2015884C1 |
| Паркетный щит | 1979 |
|
SU887776A1 |
| Способ изготовления бревенчатого сруба дома | 2018 |
|
RU2713727C2 |
| СПОСОБ УСТАНОВКИ ШТУЧНОГО ПАРКЕТА И ШТУЧНЫЙ ПАРКЕТ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2174577C1 |

Изобретение относится к деревообрабатывающей промышленности и может быть использовано в паркетном производстве. Цель изобретения - экономия древесины и повышение качества штучного паркета. Способ включает фрезерование на кромках заготовки по два шпунта и гребня и одному технологическому пазу. Фрезерованные профили выполняют симметричными оси технологического паза. Далее базирование осуществляют по пазу, шпунту и гребням, делят заготовку по пазу, а затем обрабатывают торцы. При этом высоту технологического паза определяют по формуле H*98H-2 δ, где H - высота технологического паза, мм
H - толщина заготовки, мм
тδ - толщина паркета, мм. 6 ил.
Изобретение относится к деревообрабаты- ваюш,ей промышленности и может быть использовано в паркетном производстве.
Цель изобретения - снижение расхода древесины, а также повышение качества паркета.
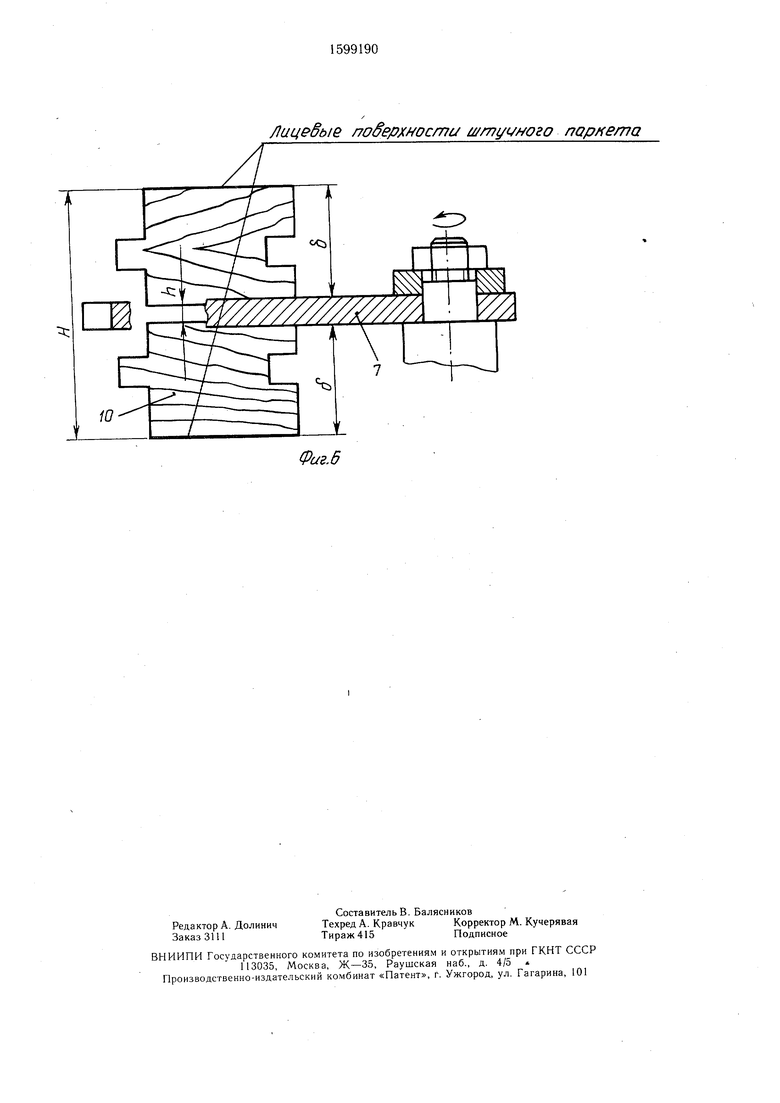
На фиг. 1 изображена заготовка до и после механической обработки; на фиг. 2 - операция фрезерования кромок штучного паркета с выборкой технологического паза; на фиг. 3 - операция деления заготовок с базированием по технологическому пазу, шпунтам и гребням в направляющих, вид сверху; на фиг. 4 - сечение А-А на фиг. 3; на фиг. 5 - сечение Б-Б на фиг. 3; на фиг. 6 - схема деления заготовки штучного паркета, вид сбоку (базирование заготовки и планок условно не показано).
Предлагаемый способ содержит операции фрезерования на кромках заготовки 1 двух гребней 2 и двух шпунтов 3 штучного паркета и технологического паза 4 фрезами 5, базирование заготовки после фрезерования по технологическому пазу в направляющих 6, деления заготовки дисковой пилой 7, базирование по гребням и шпунтам в направляющих 8 и 9 и. обработку торцов (узел обработки торцов не показан) . .
Способ осуществляют следующим образом.
Из стопы заготовки 1 одну за другой без промежутков продольной осью подают в четырехсторонний строгальный станок и горизонтальными фрезами (не показаны) .обрабатывают верхнюю и нижнюю пласти заготовок. Далее вертикальными фрезами 5 на противоположных кромках заготовки фрезеруют по два гребня 2 и два шпунта 3 штучного паркета и технологический паз 4. Базирование заготовки осуществляют по нижней пласти. Фрезерование ведут симметрично оси технологического паза 4 таким образом, чтобы при последующем делении
01
;о со
о
заготовки на две планки штучного паркета 10 последние были обращены лицевыми поверхностями в противоположные стороны.
После фрезерования кромок продолжающую движению заготовку базируют по технологическому пазу 6 и при дальнейщем движении делят дисковой пилой 7 по толщине. При настройке станка плоскость пилы 7 ориентируют относительно плоскости базирования заготовки (см. фиг. 4). Толщина делительного инструмента (пилы 7) выполняется больще или равной высоте технологического паза. Для исключения образования уступов при раскрое заготовки 1 размеры технологического паза определяются зависимостью
, рде Я-высота технологического паза, мм;
Н - толщина заготовки, мм; б - толщина паркета, мм.
Если высота паза h превышает толщину делительного инструмента (пилы), то после деления заготовки на поверхностях деталей, обращенных к пиле, останутся выступы. В этом случае для выполнения окончательного профиля штучного паркета возникает необходимость удаления выступов. Срезание выступов, например, фрезой, неизбежно приведет к частичному внедрению инструмента в тело детали, что повлияет на точность выполнения ее окончательных размеров, а именно на толщину детали 6. Но, если предусматривать припуск на обработку для получения размера б, это приведет к дополнительному расходу древесины.
При выполнении высоты паза 4 меньще толщины делательного инструмента при делении заготовки на поверхности деталей, обращенных к делительному инструменту, выступов не образуется.
Таким образом, выполнение высоты паза с размерами, указанными в формуле, обеспечивает экономию материалов и повышение качества обработки.
Дальнейщее движение заготовок к узлу обработки торцов осуществляют в базирующих направляющих 8 и 9 (см. фиг. 5). Переход в процессе обработки с базирования по нижней пласти заготовки на базирование по технологическому пазу 4 обеспечивает точное деление заготовки по толщине и исключает брак.
Формула изобретения
5 Способ изготовления щтучного паркета, включающий четырехстороннюю строжку двукратной по толщине заготовки, базирование заготовки и деление ее по толщине, а также фрезерование торцов, отличающийся тем, что, с целью снижения расхода древеси- 0 ны, а также повыщения качества паркета, перед базированием заготовки осуществляют фрезерование заготовки с образованием на ее кромках пары гребней на одной стороне и пары щпунтов - на другой, а так- с же с выполнением технологических пазов, причем последние формирует соответственно между гребнями и шпунтами симметрично им, при этом фрезерование заготовки выполняют одновременно с четырехсторонней строжкой и ведут с образованием лице- 30 вых пластей штучного паркета с наружных сторон заготовки, базирование заготовки осуществляют посредством технологических пазов, шпунтов и гребней, а деление заготовки осуществляют в зоне технологических пазов, причем их высоту определяют 35 по формуле
,
где ft - высота технологического паза, мм; Я - толщина заготовки, мм; б - толщина паркета, мм.
фиг-Ч
(puz.2
A-A побернуто
ФигМ
(Риг.З
5-Б побернуто
Фиг. 5
Лицеёые ловер}(носгт/ napfferna
W///////////y////A
Фиг.б
т
| Способ изготовления комплекта штучного паркета | 1987 |
|
SU1437234A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Гольдман И | |||
| А | |||
| Технология и оборудование паркетного производства | |||
| М.: Лесная промышленность., 1974, с | |||
| Способ получения борнеола из пихтового или т.п. масел | 1921 |
|
SU114A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
