i4
СО
11439199
Изобретение относится к буреншп
скважин, а именно к способам отвинчивания замковых деталей с бурильных труб.
Цель изобретения - повьш1ение эффективности способа и снижение величины прикладьшаемого крутящего мо
Бурильную трубу 2 закрепляют пневмоключом 8. На зону резьбового соединения устанавливают каркас 3 с магнитной катушкой 4 и электродом 5. К электроду 5 подводят охлаждающую жидкость 6, К замковой детали 1 прикладывают крутящий момент. К электроду 5 и замку 1 подводят ток. С.о
мента.
На чертеже изображена схема реали- Q стороны большего кольцевого зазора зации способа отвинчивания замковых между электродом и замком возбуждают деталей с бурильных труб,
Замковая деталь 1 навинчена на бурильную трубу 2. В зоне резьбы на замке расположен каркас 3 с магнитной катушкой 4 и кольцевым электродом 5. Кольцевой электрод 5 выполнен
электродугу, которая начинает вращаться с большой скоростью вокруг замка, и, перемещаясь вдоль оси, гревает его. При снятии контактных давлений по виткам резьбового соединения происходит отвинчивание замка, полым для подачи охлаждающей жидкости 6. Внутренняя поверхность электрода 5 выполнена конусной. Электроду- 20 га 7 возбуждается со стороны большого зазора между электродом 5 и поверхностью замка 1, В месте возб гжде- ния дуги 7 толщина стенки замка минимальная. Направление силовьгх линий 25 момента и нагрев ее электродугой, магнитного поля катзтпки условно изоб- отличающийся тем, что, ражено линиями со стрелками, направФормула изобретения
Способ отвинчивания-замковых деталей с бурильных труб, включающий закрепление бурильной трубы, прикла- дьшание к замковой детали крутящего
с целью повышения эффективности способа и уменьшения величины крутящего момента, на замковую деталь в зоне
ление вращения дуги 7 - кружком с -ТОЧКОЙ, а направление перемещения
с целью повышения эффективности способа и уменьшения величины крутящего момента, на замковую деталь в зоне
дуги вдоль оси - стрелкой. Крутящий ЗО части устанавливают нагреваБурильную трубу 2 закрепляют пневмоключом 8. На зону резьбового соединения устанавливают каркас 3 с магнитной катушкой 4 и электродом 5. К электроду 5 подводят охлаждающую жидкость 6, К замковой детали 1 прикладывают крутящий момент. К электроду 5 и замку 1 подводят ток. С.о
стороны большего кольцевого зазора между электродом и замком возбуждают
электродугу, которая начинает вращаться с большой скоростью вокруг замка, и, перемещаясь вдоль оси, нагревает его. При снятии контактных давлений по виткам резьбового соединения происходит отвинчивание замка момента и нагрев ее электродугой, отличающийся тем, что,
Формула изобретени
Способ отвинчивания-замковых деталей с бурильных труб, включающий закрепление бурильной трубы, прикла- дьшание к замковой детали крутящего
гревает его. При снятии контактных давлений по виткам резьбового соединения происходит отвинчивание замка, момента и нагрев ее электродугой, отличающийся тем, что,
с целью повышения эффективности способа и уменьшения величины крутящего момента, на замковую деталь в зоне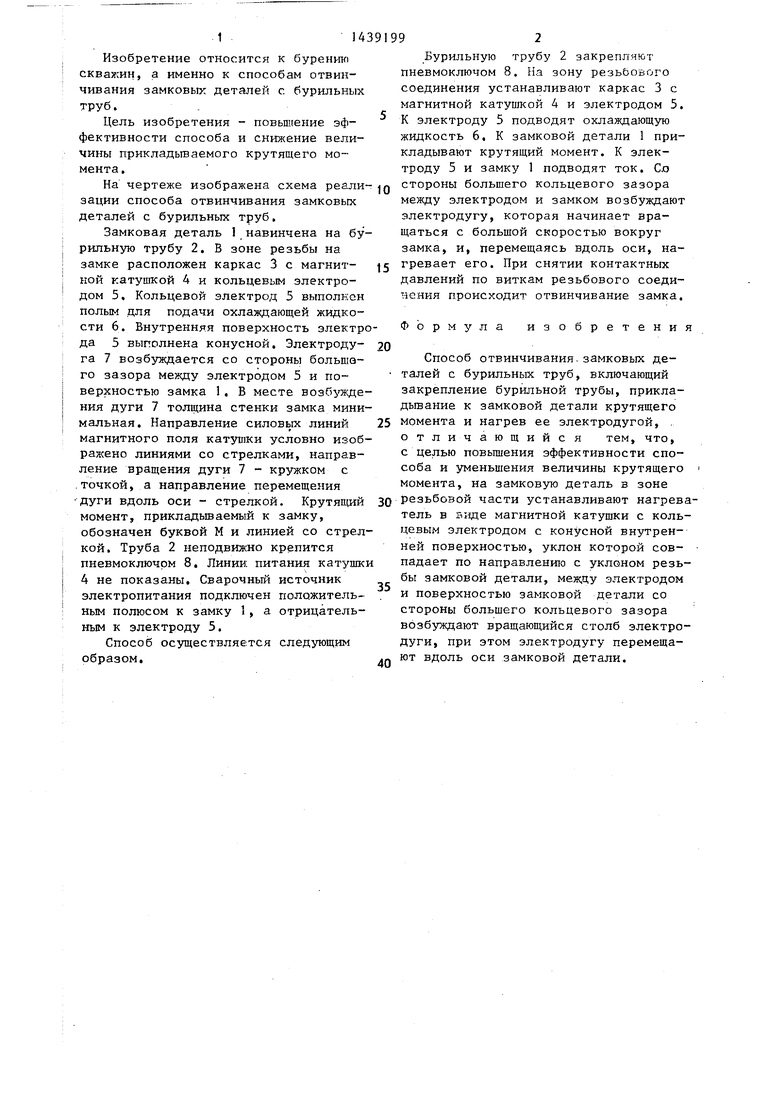
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗБОРКИ ЗАМКОВЫХ СОЕДИНЕНИЙ БУРИЛЬНЫХ ТРУБ | 1991 |
|
RU2039201C1 |
| ДВОЙНАЯ ЭЛЕКТРИЧЕСКАЯ БУРИЛЬНАЯ ТРУБА | 2018 |
|
RU2690237C1 |
| Бурильная свеча | 1978 |
|
SU874957A1 |
| ЗАМОК ДЛЯ БУРИЛЬНОЙ ТРУБЫ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2016 |
|
RU2669018C2 |
| Способ соединения замковых деталей с бурильными трубами | 1989 |
|
SU1710692A1 |
| Резьбовое замковое коническое соединение бурильных труб | 2020 |
|
RU2747498C1 |
| СПОСОБ КОНТРОЛЯ СТЕПЕНИ ИЗНОСА РЕЗЬБЫ ДЕТАЛЕЙ КОНИЧЕСКОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2270977C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ВНУТРЕННЕЙ И НАРУЖНОЙ РЕЗЬБЫ БУРИЛЬНЫХ ТРУБ С ПРИВАРЕННЫМИ ЗАМКАМИ | 2008 |
|
RU2371629C1 |
| Сбалансированное резьбовое соединение бурильной колонны | 2022 |
|
RU2783935C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ СЕКЦИЙ БУРОВОЙ КОЛОННЫ | 2021 |
|
RU2761054C1 |

Изобретение относится к бурению скважин. Цель изобретения повьшю- ние эффективности способа и уменьшение величины крутящего момента. Закрепляют бурильнукт трубу и прикладывают к замковой детали крутящий момент. В зоне резьбовой части замковой детали устанавливают нагреватель в виде магнитной катушки с кольцевым электродом с конусной внутренней поверхностью. Уклон последней совпадает по направлению с уклоном резьбы детали. Между электродом и поверхностью детали со стороны большего кольцевого зазора возбуждают вращающийся столб электродуги. Послед1даю перемещают вдоль оси детали и нагревают ее. При снятии контактных давлений по виткам резьбового соединения происходит отвинчивание детали. 1 ил. $
момент, прикладьшаемый к замку, обозначен буквой М и линией со стрелкой. Труба 2 неподвижно крепится пневмоключом 8, Линии питания катушки 4 не показаны. Сварочный источник электропитания подключен положительным полюсом к замку 1, а отрицательным к электроду 5.
Способ осуществляется следующим образом.
тель в виде магнитной катушки с кольцевым электродом с конусной внутренней поверхностью, уклон которой совпадает по направлению с уклоном резьбы замковой детали, меж,цу электродом и поверхностью замковой детали со стороны большего кольцевого зазора возбуждают вращающийся столб электродуги, при этом электродугу перемещают вдоль оси замковой детали.
| Стенд для установки замков на бурильные трубы с двух сторон | 1981 |
|
SU1057225A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Нефтяное хозяйство, 1986, № 10, с | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
