4 4
О О5
4ik
00
Изобретение относится к сварке и может быть использовано для изготовления оболочковых конструкций из циркония или сплавов системы цирконий-ниобий с титаном, предназначенных для работы в агрессивных средах.
Цель изобретения - повышение коррозионной стойкости и ударной вязкости соединений при сохранении их высокой прочности при сварке оболочковых конструкций, заполняемых агрессивными средами при эксплуатации.
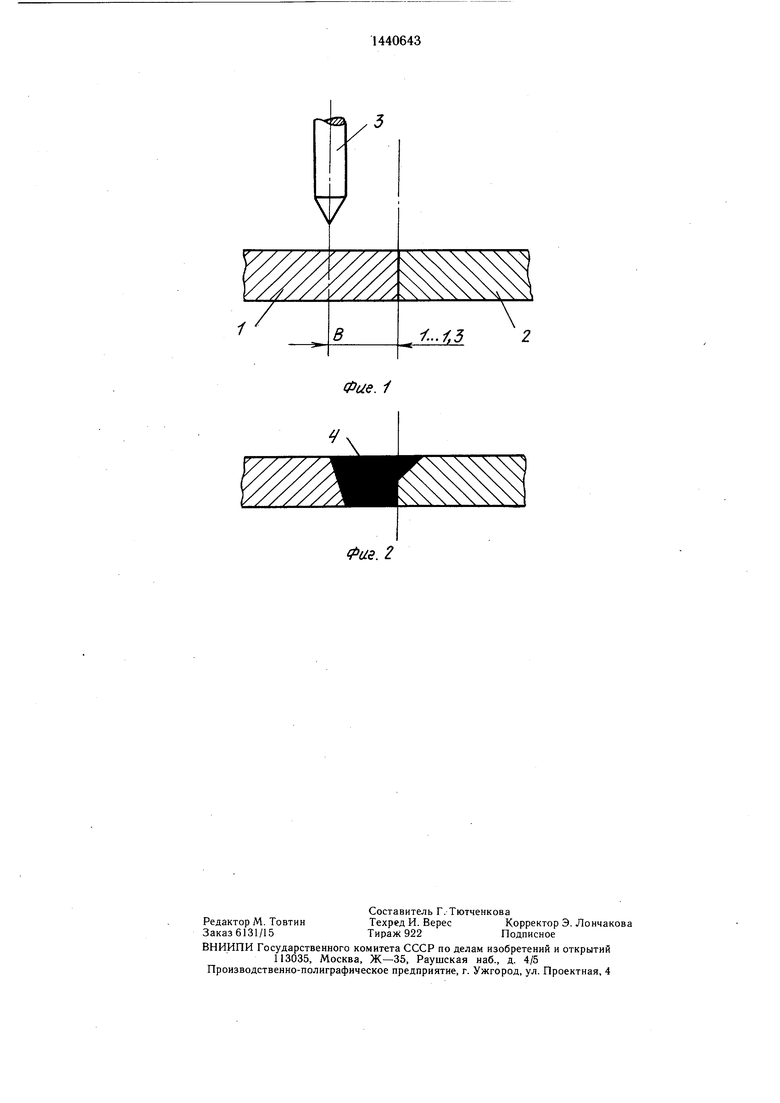
На фиг. 1 изображены подготовляемые к сварке кромки деталей; на фиг. 2 - соединение этих кромок после сварки.
Способ реализуется следующим образом.
Кромки соединяемых листовых заготовок титана 1 и циркония 2 (фиг. 1) устанавливают без зазора. Электрод 3 смещают от стыка в сторону на величину от 1 до 1,3 толщины заготовки. Затем производят аргоно- дуговую сварку стыка без присадочной проволоки. Сварочную ванну, остывающий участок и корень шва защищают от взаимодействия с активными газами известным способом, обдувом инертным газом, аргоном. Сварку выполняют, располагая электрод со стороны более агрессивной среды, действующей затем на шов.
Экспериментально установлено, что формирование щва 4 (фиг. 2) происходит следующим образом: с лицевой стороны шва на глубину от 0,5 до 0,8 мм титан сплавляется с цирконием, образуя типичный сварной шов. Ширина оплавляемой кромки циркония при этом составляет от 2 до 3 мм. По мере удаления от поверхности ширина расплавленной кромки циркония снижается и со стороны корня шва соединение формируется сваркой-пайкой, без заметного расплавления циркония.
В таком комбинированном сварном шве высокую коррозионную стойкость оболочковой конструкции обеспечивает корень шва, так как цирконий и титан обладают более высокой коррозионной стойкостью, чем сплав циркония с титаном. Это же позволяет значительно повысить ударную вязкость сварных соединений.
Высокую прочность сварного соединения обеспечивает верхняя часть шва, по существу сплав циркония с титаном, которая непосредственно не контактирует с агрессивной средой.
Пример. По предлагаемому способу производилась аргонодуговая сварка сплава - 2,5% ниобия толщиной 2 мм со сплавом титана BTI-0 неплавящимся вольфрамовым электродом диаметром 4 мм. Электрод смещали от стыка на расстояние В в сторону титана и.циркония. Сварку выполняли на режиме: Vcb-0,56 см/с; 1сб-140 А: Ug 14В. Сварные соединения испытывали на растяжение, поперек шва, ударный загиб и коррозионную стойкость в производственных условиях в реакторе синтеза уксусной кислоты в растворе, содержащем уксусную кислоту, метанол, йод, соединения CuCl и Fed, углекислый газ при температуре 180°С.
Данные приведены в таблице.
С агрессивной средой контактировала только поверхность соединения со стороны шва. Для этого был изготовлен образец в виде трубы с заглушками по торцам. Сварной шов (кольцевой) располагался по центру образца.
Разрушение образцов при растяжении по центру шва, во всех остальных случаях образцы разрушались по титану.
Из приведенных в таблице данных следует, что у сварных соединений, выполненных по предлагаемому способу, коррозионная стойкость в 4 раза, а ударная вязкость в 2 раза выше.
Формула изобретения
Способ дуговой сварки сплавов циркония с титаном, при котором кромки соединяемых заготовок устанавливают без зазора, смещают электрод от свариваемого стыка и выполняют сварку, отличающийся тем, что, с целью повышения коррозионной стойкости и ударной вязкости соединений при изготовлении оболочковых конструкций, заполняемых агрессивными средами, электрод смещают на кромку заготовки из титана на величину, равную 1 -1,3 толщины заготовки, при этом сварку выполняют с наружной стороны конструкции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА АППАРАТА ДЛЯ ХИМИЧЕСКИХ ПРОИЗВОДСТВ, СТОЙКОГО К ВОЗДЕЙСТВИЮ КОНЦЕНТРИРОВАННЫХ КИСЛОТ, ИЗ ТИТАНОВЫХ ЛИСТОВ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2015 |
|
RU2621745C2 |
| ПРОВОЛОКА СВАРОЧНАЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2019 |
|
RU2721976C1 |
| Способ сварки плавлением разнородных металлов | 1983 |
|
SU1127718A1 |
| СПОСОБ МОНТАЖА ТРУБОПРОВОДА ДЛЯ ТРАНСПОРТИРОВКИ АГРЕССИВНЫХ СРЕД | 2002 |
|
RU2222747C2 |
| Способ изготовления сварного корпуса резервуара | 1983 |
|
SU1106618A1 |
| Литейная коррозионно-стойкая свариваемая криогенная сталь и способ ее получения | 2020 |
|
RU2778709C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ СВАРКИ ЖАРОПРОЧНЫХ ЖАРОСТОЙКИХ СПЛАВОВ | 2008 |
|
RU2373039C1 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1993 |
|
RU2076792C1 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
| Состав электродного покрытия для сварки никеля | 1985 |
|
SU1260158A1 |
Изобретение относится к технологии сварки разнородных металлов, а именно титана с цирконием, и может быть использовано в химической промышленности для изготовления титаноциркониевых оболочковых конструкций, заполняемых агрессивными средами. Цель изобретения - повышение ударной вязкости и коррозионной стойкости сварных соединений при изготовлении оболочковых конструкций. Электрод смещают от стыка на величину от 1 до 1,3 толщины соединяемых заготовок в сторону титана, а сварку выполняют со стороны менее агрессивной среды, воздействующей на шов при эксплуатации оболочковой конструкции. Способ позволяет изготавливать целый ряд химических аппаратов комбинированными из титана и циркония. При этом цирконий используется только для изготов- ления узлов, работающих в наиболее агрес- Ш сивных условиях, а большая часть аппарата выполняется из титана. 2 ил., 1 табл.СЛ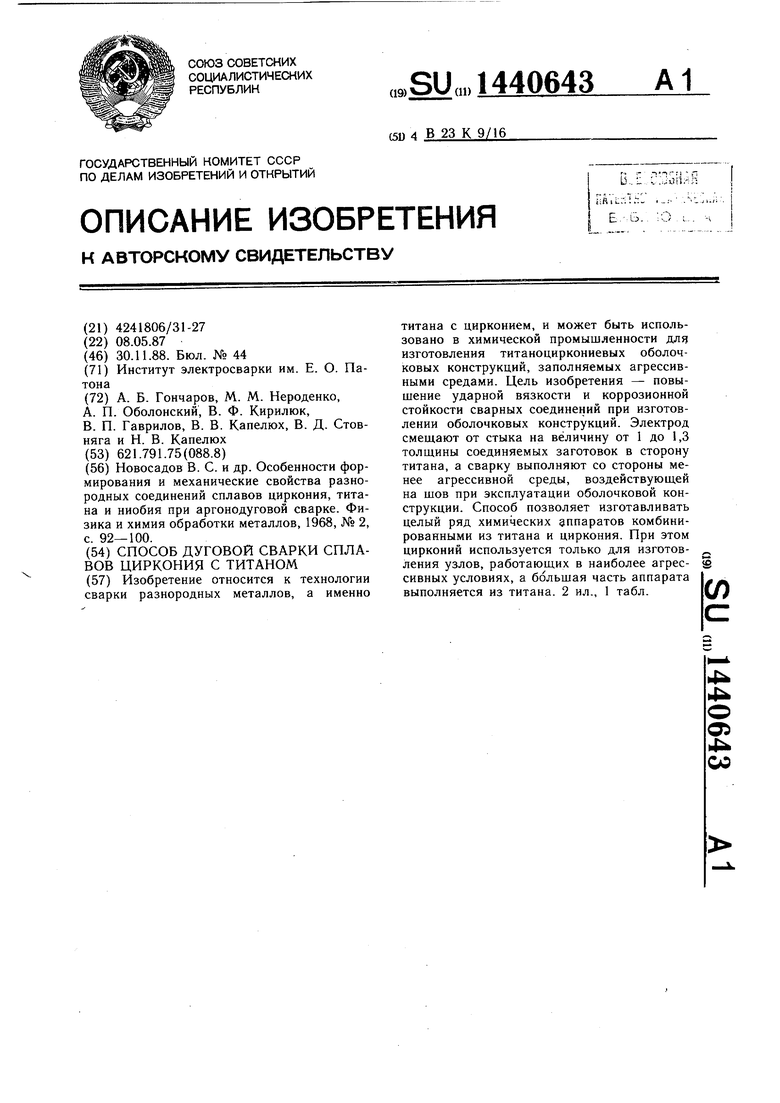
Фие. i
Фаз. 2
| Новосадов В | |||
| С | |||
| и др | |||
| Особенности формирования и механические свойства разнородных соединений сплавов циркония, титана и ниобия при аргонодуговой сварке | |||
| Физика и химия обработки металлов, 1968, № 2, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
