4 .4:: О О5
00 ее
Изобретение относится к абразивным инструментам и может быть использовано для высокоскоростного шлифования деталей, зачистки слитков, паковок и проката.
Целью изобретения является увеличение удельной производительности шлифования путем повышения прочности круга и скорости шлифования.
На чертеже представлен предлагаемый шлифовальный круг, поперечный разрез.
Шлифовальный круг состоит из абразивной композиции 1, упрочняющего элемента 2 с высотой, уменьшающейся от периферии к центру. Упрочняющий элемент спрессован с абразивной композицией и содержит материалы, являющиеся твердой смазкой при шлифовании металлов, например графит и др.
Шлифовальный круг работает следующим образом.
Круг приводят во вращение и шлифуют заготовку периферийной частью круга. По сравнелию с известным центробежная сила в предлагаемом круге меньше, поэтому применяют более высокую скорость вращения, что приводит к увеличению удельной производительности шлифования.
По мере износа круга из упрочняющего элемента выделяется твердая смазка, которая при возвратно-поступательном перемещении круга вдоль и поперек заготовки попадает в зону резания и уменьшает вредные силы трения притупившихся зерен о металл, что снижает температуру поверхности круга, тем самым повышает его стойкость, а также исключает прижоги на шлифуемом металле.
Применение в шлифовальном круге легкого упрочняющего элемента, выполненного с высотой уменьшающейся от периферии круга к его центру, позволяет существенно снизить центробежные (инерционные) силы, распределенные по объему круга.
Для единичного объема круга инерционную силу выражают следующим образом:
..r..dP,
(1)
е Я - размер единичного объема, равный
высоте круга; dP - размер единичного объема по
радиусу круга; d(f - центральный угол, ограничивающий
единичный объем; со - угловая скорость круга; г - расстояние от единичного объема до оси вращения круга (текущий радиус). Выражение (1) можно упростить:
-m-ui -r,
где du -единичный объем круга; т - масса единичного объема.
(2)
Из выражения (2) следует,чем больше л, т. е. чем дальще от оси вращения .чахо- дится рассматриваемый единичный С бъем dv, тем больше инерционная сила dP. В предлагаемом шлифовальном круге в отличие от известного, чем больше радиус г, тем меньше масса т единичного объема dv вследствие того, что в направлении от центра к периферии круга доля объема менее плотного упрочняющего элемента в единичном объе0 ме круга высотой Н больще. Увеличение доли объема элемента в круге по направлению к периферии круга достигается тем, что элемент выполнен с высотой, уменьщающей- ся от периферии к центру круга.
Таким образом, в описываемом круге центробежная сила меньше, следовательно, меньше напряжения, а прочность выше. Это позволяет увеличить скорость круга, и следовательно, повысить удельную производительность шлифования.
0 Кроме того, на контакте круга и шлифуемой заготовки наряду с силами резания действуют силы трения, связанные со скольжением рабочей поверхности круга по заготовке. На преодоление этих сил затрачивается энергия, которая, переходит в тепло, вызывающее перегрев инструмента и прижоги на заготовке. Поэтому включение в состав упрочняющего элемента материалов, являющихся твердыми смазками при шлифовании металлов, например графита, и др., позвоQ ляет, не снижая прочности абразивной композиции круга, уменьшить вредные силы трения и улучшить условия шлифования. Уменьшение сил трения также приводит к снижению напряжений в шлифовальном круге, что позволяет увеличить его скорость и
r повысить удельную производительность шлифования.
Включение твердой смазки в абразивную композицию нецелесообразно, так как это приводит к уме ;ьшению количества абразива в объеме абразивной композиции.
0 Пример. Известный инструмент - шлифовальный круг .гфямого профиля с наружным диаметром Z)600 мм, высотой /У 100 мм, диаметром отверстия мм, абразивные зерна из циркониевого электро- корунда 38 А, зернистость 160 с индек- сом «Н, твердость 4Т, на бакелитовой связке «Б с упрочняющими элементалж «У, рабочая начальная скорость 60 м/с, 3-й класс неуравновешенности. В известном круге вес плоских упрочняющих элементов составляет
0 0,1-0,2% от веса круга, им можно пренебречь ввиду незначительной величины. Аб.оа- зйвная композиция круга имеет плотнск:ть ,4 г/см1
Предлагаемый шлифовальный круг имеет одинаковые с известным габаритные размеры 5 и рецептуру абразивной композиции плотностью ,4 г/см Упрочняющий элемент выполнен из 0олее легкой композиции и включает следующие материалы, % (в отношении к объему упрочняющего элемента), бакелитовая связака 25; наполнитель (древесная мука) 70; графит 3.
Плотность материала упрочняющего элемента ,2 г/см . Усредненная плотность предлагаемого круга 2,7 г/см.
Предлагаемый круг приблизительно на 22% легче известного, его можно применять со скоростью на 30-35% более высокой, чем у известного круга. Увеличение скорости на 33%, например с 60 до 80 м/с приводит к росту удельной производительности шлифования на 28-30%.
Предлагаемым кругом можно сощлифо- вать практически столько же металла, сколько сощлнфовывается известным.
Формула изобретения
1.Шлифовальный круг, выполненный в виде абразивного кольца, армированного концентричио расположенным упрочняющим элементом нз материала с плотностью, меньшей плотности абразивного кольца, отличающийся тем, что, с целью повыщення удельной производительности шлифования, упрочняющий элемент выполнен с уменьшающейся от пернферни к центру круга высотой.
2.Круг по п. 1, отличающийся тем, что упрочняющий элемент содержит твердую смазку.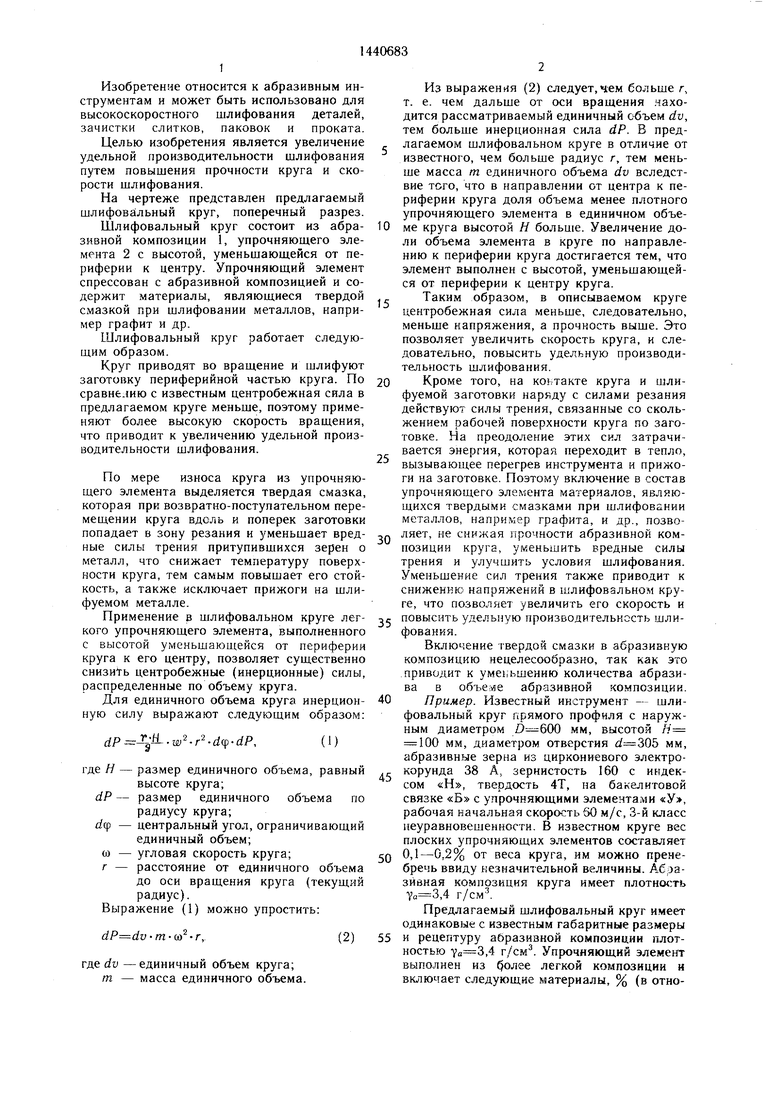
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153972C2 |
| ПРЕРЫВИСТЫЙ КРУГ ДЛЯ ЭЛЕКТРОКОНТАКТНОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230653C1 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| СПОСОБ ШЛИФОВАНИЯ | 1998 |
|
RU2146586C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2009 |
|
RU2437751C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ | 2000 |
|
RU2182531C2 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
Изобретение относится к аиразивиым инструментам, может быть использовано для зачистки и шлифовальния металлов со скоростью 80 м/с и более, и позволяет повысить удельную производительность шлифования. Для этого в круге, выполненном в виде абразивного кольца, армированного концентрично расположенным упрочняющим элементом, с плотностью, меньшей плотности абразивной части, высота элемента уменьшается от периферии к центру круга. Элементы, кроме того, содержат материалы, являющиеся твердой смазкой при шлифовании металлов. 1 з.п.ф-лы, 1 ил.
2 /
| Абразивная и алмазная обработка материалов | |||
| Справочник/Под ред | |||
| А | |||
| Н | |||
| Резникова | |||
| М.: Машиностроение, 1977, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
