1
Изобретение относится к области электронно-лучевой сварки с двойным преломле- нием и круговой разверткой электронного пучка и нредназначено для сварки изделий больших толщин с глубоким проплавлением.
Цель изобретения -; улучшение качества сварных соединений путем создания условий гидродинамического равновесия канала проплавления по всей его глубине - достигается тем, что в процессе сварки производят колебания точки сходимости развертки пучка вдоль электронно-оптической оси пушки в пределах сварочной ванны с частотой, равной частоте пульсаций жидкой фазы металла в канале проплавления.
Колебание точки сходимости развертки пучка вдоль электронно-оптической оси пушки в пределах сварочной ванны способствует созданию условий гидродинамического равновесия канала проплавления по всей его глубине. Оно достигается более равномерным перемешиванием металла и созданием одинаковых по глубине условий устойчивого формирования сварочной ванны, что предотвращает локальные расщирения шва, а также схлопывание канала проплавления. При этом улучшается качество сварных сое- динений.
На чертеже приведена функциональная схема устройства.
Устройство для осуществления способа содержит электронно-лучевую пушку 1 с электромагнитными отклоняющими системами 2 и 3, генератор 4 круговой развертки, усилители 5-8 магнитной развертки, выходы которых соединены с обмотками отклоняющих систем 2 и 3, а входы связаны с генератором 4 круговой развертки, сумматоры 9 и 10, выходы которых подключены к усилителям 6 и 7, питающим обмотки нижней отклоняющей системы 3, умножители 11 и 12, выходы которых подключены к усилителям 5 и 8 и сумматорам 9 и 10, генератор 13, выход которого подключен к управляющим входам умножителей II и 12, сдвоенный компаратор 14 с шинами опорного напряжения Е-в и ЕН верхнего и нижнего порогов, амплитудный демодулятор 15, вход которого соединен с выходом одного из умножителей И и 12, а выход подключен к сдвоенному компаратору 4, счетный триггер 16, вход которого соединен с выходом компаратора 14, а выход - с входом интегратора 13. Электронный пучок 17 электронно-лучевой пушки I сваривает стык изделия 18.
Электронно-лучевая пушка 1 является источником пучка ускоренных электронов. Верхняя и нижняя отклоняющие системы 2 и 3 разнесены вдоль электронно-оптической оси и обеспечивают преломление электронного пучка 17 на двух уровнях формированием встречных электромагнитных полей идентичными обмотками верхней и нижней отклоняющих систем 2 и 3.
14
10
20
525
2348.2
Генератор 4 круговой развертки выдает сигналы Usintot и Ucosiot, которые используются для получения круговой сходящейся развертки пучка. При двойном преломлении точка пересечения пучком электронно-оптической оси пушки является точкой сходимости развертки пучка.
Усилители 5-8 магнитной развертки служат для преобразования входного напряжения в ток отклонения. Они выполнены по схеме преобразователей напряжение - ток, что позволяет исключить погрешности, связанные с разбросом параметров и нагревом отклоняющих систем в процессе работы. Сумматоры 9 и 10 выполнены идентичными с использованием операционных усилителей. Умножители 11 и 12 выполняют функции управляемых делителей и служат для модулирования синусоидальных сигналов генератора круговой развертки. Интегратор 13 предназначен для формирования линейно изменяющегося напряжения и выполнен на операционном усилителе. Сдвоенный компаратор 14 с шинами опорного напряжения верхнего и нижнего порогов служит для формирования сигнала переключения интегратора и представляет собой двухпороговый компаратор в интегральном исполнении. Амплитудный демодулятор 15 служит для выделения огибающей модулирующего напряжения. Триггер 16 служит для формирования входного сигнала интегратора и выполняет функцию счетного триггера для сигналов, поступающих с компаратора.
Устройство функционирует следующим образом.
В процессе работы сварочной пушкой 1 формируется электронный пучок 17. Под действием электромагнитных полей откло- няюших систем 2 и 3 электронный пучок 17, преломляясь на двух уровнях, разворачивается по круговой траектории под воздействием сигналов генератора 4. Сигналы с ге- 40 нератора 4, пропорциональные sinuJt и cosost подаются на координатные обмотки отклоняющих систем 2 и 3 через усилители 5-8 магнитной развертки. На усилители 6 и 7, питающие обмотки нижней отклоняющей сие темы 3, сигналы с генератора 4 поступают через су.мматоры 9 и 10, а на усилители 5 и 8, питающие обмотки верхней отклоняющей системы 2, сигналы с генератора 4 поступают через аналоговые умножители 11 и 12.
Суммированием на сумматорах 9 и 10 синусоидальных сигналов генератора 4 с выходными синусоидальными сигналами умножителей 11 и 12 обеспечивают превышение тока отклонения в об.мотках нижней отклоняющей системы 3, а следовательно, обеспечивают формирование сходящейся раз вертки с точкой пересечения, лежащей на электронно-оптической оси пушки I. Модулированием на умножителях 11 и 12 сину30
35
45
50
55
соидальных сигналов генератора 4 напряжением треугольной формы интегратора 13 обеспечивают колебание тока в.обмотках верхней отклоняющей системы 2, а следовательно, возвратно-поступательное движение точки сходимости развертки вдоль электронно-оптической оси пушки, т.е. колебание точки сходимости развертки по глубине сварочной ванны.
Модулирующее напряжение треугольной
обеспечения условий хч-ойчивого формирования по глубине канала проплавления.
Формула изобретения
1. Способ электронно-лучевой сварки, при котором формируют сходящуюся развертку путем преломления электронного на двух уровнях с одновременным его вращением и размещением точки сходимости разформы формируется интегратором 13 путем вертки пучка в сварочной ванне, отличающийся тем, что, с целью улучшения качества сварных соединений путем создания условий гидродинамического равновесия проплавления по всей его глубине, в процессе
автоматического переключения полярности напряжения на его входе. Такое переключение осуществляется по достижении выходным напряжением демодулятора опорного на
пряжения заданных порогов компаратора 14 15 сварки производят колебания точки сходиПромодулированный синусоидальный сигнал с выхода умножителя 11 подается на вход а.мплитудного демодулятора 15. На выходе демодулятора 15 выделяют линейно нарастающее напряжение, которое подают на сдвоенный компаратор 14 с шинами ЕВ и Ец опорного напряжения верхнего и нижнего порогов. По достижении линейны.м напряжением верхнего порога срабатывает компарамости развертки пучка вдоль электронно- оптической оси электронно-лучевой пушки в пределах сварочной ванны с частотой, равной частоте пульсаций жидкой фазы металла сварочной ванны.
2. Устройство для электронно-лучевой сварки, содержащее электронно-лучевую пушку с верхней R нижней отклоняющими системами, расположенными вдоль электронно-оптической оси электронно-лучевой
тор 14, выходной сигнал которого меняет логическое состояние счетного триггера 16. Ло- 25 пушки, на двух уровнях генер ор круговой гический сигнал с выхода триггера 16 посту- разверкти, четыре усилителя магнитной раз- пает на вход интегратора 13, интегратор 13 переключается на фор.мирование линейно подающего напряжения. Формирование линейвертки, два сумматора, два умножителя и интегратор, при этом выход интегратора связан с первыми входами обоих умножителей.
обеспечения условий хч-ойчивого формирования по глубине канала проплавления.
Формула изобретения
1. Способ электронно-лучевой сварки, при котором формируют сходящуюся развертку путем преломления электронного на двух уровнях с одновременным его вращением и размещением точки сходимости развертки пучка в сварочной ванне, отличающийся тем, что, с целью улучшения качества сварных соединений путем создания условий гидродинамического равновесия проплавления по всей его глубине, в процессе
мости развертки пучка вдоль электронно- оптической оси электронно-лучевой пушки в пределах сварочной ванны с частотой, равной частоте пульсаций жидкой фазы металла сварочной ванны.
2. Устройство для электронно-лучевой сварки, содержащее электронно-лучевую пушку с верхней R нижней отклоняющими системами, расположенными вдоль электронно-оптической оси электронно-лучевой
пушки, на двух уровнях генер ор круговой разверкти, четыре усилителя магнитной раз-
пушки, на двух уровнях генер ор круговой разверкти, четыре усилителя магнитной раз-
вертки, два сумматора, два умножителя и интегратор, при этом выход интегратора связан с первыми входами обоих умножителей.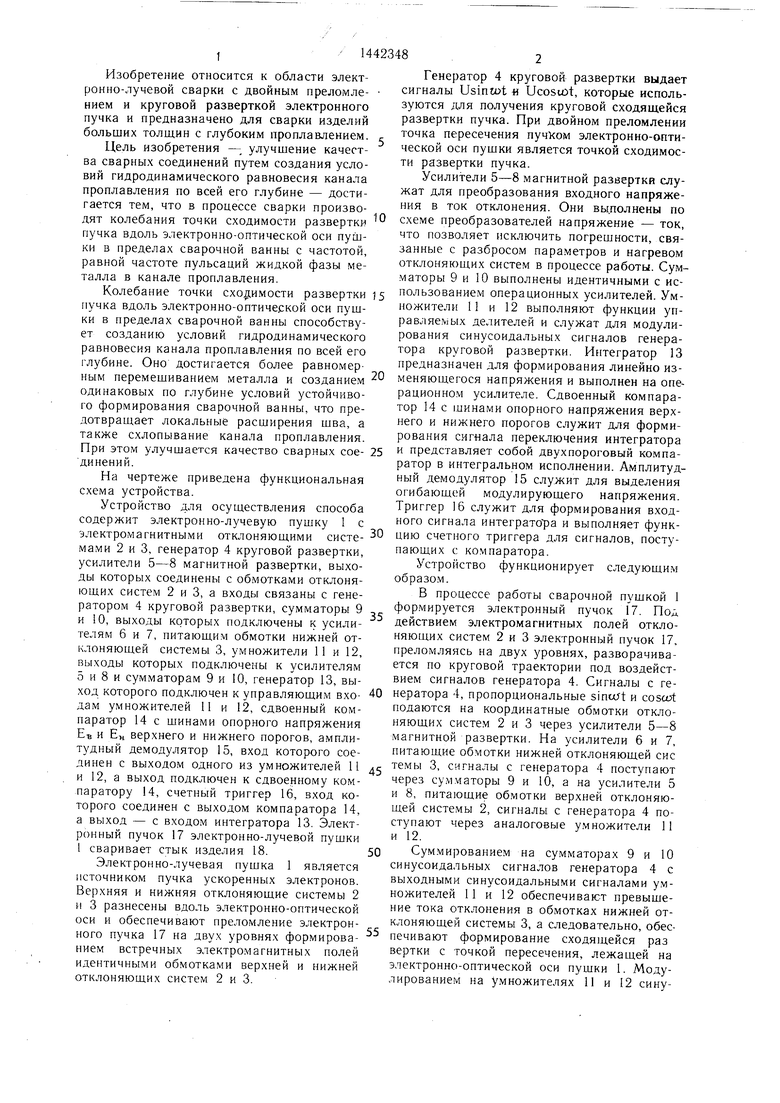
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2071401C1 |
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1286372A1 |
Изобретение относится к области машиностроения и предназначено для электронно-лучевой сварки с двойным преломлением и круговой разверткой электронного пучка при выполнении швов с глубоким про- плавлением. Цель - повышение качества сварнь(х соединений путем создания условий гидродинамического равновесия канала проплавления по всей его глубине. Это достигается колебанием точки сходимости развертки пучка вдоль электронно-оптической оси пушки в пределах сварочной ванны с частотой, равной частоте пульсаций жидкой фазы металла сварочной ванны. Реализация способа осуществляется устройством, в которое дополнительно введены амплитудный демодулятор, сдвоенный компаратор и счетный триггер. В процессе работы сварочной пушкой и отклоняющими системами формируется сходящаяся круговая развертка. Модулированием на умножителях синусоидальных сигналов генератора линейно изменяющимся напряжением интегратора обеспечивают колебание тока в обмотках верхней отклоняющей системы. Этим обеспечивают возвратно-поступательное движение точки сходимости развертки, т.е. обеспечивают колебание точки сходимости развертки по глубине сварочной ванны. Модулирующее напряжение формируется интегратором путем автоматического переключения полярности напряжения на его входе. Такое переключение осуществляется счетным триггером но достижении выходным напряжением демодулятора опорного напряжения заданных порогов компаратора. Величиной опорного напряжения порогов компаратора задают пределы колебаний точки сходимости развертки по глубине сварочной ванны. Частоту колебаний регулируют изменением скорости нарастания линейно изменяющегося напряжения интегратора. 2 с.п. ф-лы, 1 ил. (Л 4 4 to оэ 4 00
но подающего напряжения происходит до первый выход генератора круговой разверт- момента, когда линейно падающее напряже--ние на выходе амплитудного демодулятора 15 достигает по величине нижнего порога опорного напряжения компаратора 14. Далее процесс повторяется
ки - с вторым входом первого умножителя и первым входом первого сумматора, второй выход генератора круговой развертки - с вторым входо.м второго умножителя и первым входом второго сумматора, выход перВеличиной опорного напряжения поро- с вого умножителя - с вторым входом перво- гов ЕВ и Е„ компаратора 14 задают пределы го сумматора, выход второго умножителя - колебания точки сходимости развертки по с вторым входом второго сумматора, выхо- глубине сварочной ванны, при этом точки ды первого и второго умножителей через сходимости развертки располагают на верх- первый и второй усилители магнитной раз- ней и нижней поверхностях изделия 18.вертки связаны с обмотками верхней отклоЧастоту колебаний точки сходимости раз- няющей системы, а выходы первого и вто- вертки по глубине сварочной ванны регу- рого сумматоров соответственно через тре- лируют скоростью нарастания напряжения тий и четвертый усилители магнитной раз- интегратора 13 путем изменения амплитуды вертки - с об.мотками нижней отклоняю- напряжения, поступающего на его вход. Час- щей системы, отличающееся тем, что, с це- тоту колебания выбирают равной частоте лью улучшения качества сварных соедине- пульсаций жидкой фазы металла сварочной ний путем создания условий гидродинамического равновесия канала проплавления по всей его глубине, устройство дополнительно снабжено амплитудным демодулятором, сдвоенным компаратором с шинами опорного на- 50 пряжения нижнего и верхнего порогов и счетным триггером, при этом выход первого умножителя через последовательно включенные амплитудный де.модулятор, сдвоенный компаратор и счетный триггер связан с
ванны, которую определяют для каждого конкретного случая замером низкочастотной составляющей пульсаций ионного тока плазмы.
Технико-экономическая эффективность технического решения обусловлена повышением стабильности работы и улучшением качества сварных соединений за счет создания равномерного перемешивания металла и
входом интегратора. Составитель В. Грибова Редактор В. ДанкоТехред И. ВересКорректор С. Черни
Заказ 6342/13Тираж 922Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-по.пигоа(Ьическое предприятие, г. Ужгород, ул. Проектная, 4
первый выход генератора круговой разверт- -ки - с вторым входом первого умножителя и первым входом первого сумматора, второй выход генератора круговой развертки - с вторым входо.м второго умножителя и первым входом второго сумматора, выход первого умножителя - с вторым входом перво- го сумматора, выход второго умножителя - с вторым входом второго сумматора, выхо- ды первого и второго умножителей через первый и второй усилители магнитной раз- вертки связаны с обмотками верхней откло
| Устройство для электронно-лучевой сварки | 1985 |
|
SU1286372A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
