1(21) 4323482/27
:(22) 02.11.87
(46) 30.06.91. Бюл. IP 24
(71)Институт электросварки нм. Е.О.Патона
(72)Ю.Г.Куцан, В.В.Гумовский, С.Н.Ковбасенко, К.А.Сукач, С.Я.Макарихин и Л.В.Тур
(53)621.791.72:621.9.048.7(088.8)
(56)Авторское свидетельство СССР № 1323298, кл. В 23 К 15/00, 1986.
(54)СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
(57)Изобретение относится к машиностроению и предназначено для электронно-лучевой сварки с использованием локальных колебании пучка в зоне на- грева. Цель изобретения - повышение качества сварных соединений путем устранения дефектов кристаллизации за счет симметричного переноса жидкого металла из зоны расплава в зону кристаллизации. Способ заключается в периодическом перебросе сканирующего
пучка вдоль стыка в упрежденную по ходу сварки точку с последующим изменением в этой точке направления сканирования. При этом изменение направления сканирования производят с временным интервалом, равным половине периода развертки. После каждого такта сканирования осуществляют задержку пучка в упрежденной точке на время, кратное периоду развертки. Устройство содержит двухкоординатную отклоняющую систему, квадратурный генератор и два усилителя развертки. Устройство управления объединяет синхронизатор, амплитудный детектор, коммутатор развертки и детектор нуля. Синхронизатор по сигналам квадратурного генератора управляет работой электронный ключей, обеспечивая запрограммированный режим сканирования. Дефекты кристалли-, зации металла шва устраняются путем управляемого переноса металла в сварочной ванне. 2 с. и 2 з.п. ф-лы, 5 ил.
с Ш
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления электронно-лучевой сваркой | 1978 |
|
SU945850A1 |
| СПОСОБ ОБНАРУЖЕНИЯ ЦЕЛЕЙ ИМПУЛЬСНОЙ РАДИОЛОКАЦИОННОЙ СТАНЦИЕЙ И РАДИОЛОКАЦИОННАЯ СТАНЦИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2270461C2 |
| Устройство для электронно-лучевой сварки | 1984 |
|
SU1255340A1 |
| Устройство для регистрации информации | 1985 |
|
SU1308839A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ КООРДИНАТ ОБЪЕКТА | 1990 |
|
SU1823773A1 |
| РАДИОЛОКАЦИОННАЯ СТАНЦИЯ | 1998 |
|
RU2124221C1 |
| Осциллографический измеритель амплитудных параметров электрических сигналов | 1985 |
|
SU1285380A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Анализатор спектра сигналов | 1990 |
|
SU1753616A1 |
| ИЗМЕРИТЕЛЬ ФАЗ ОСЦИЛЛОГРАФИЧЕСКИЙ | 2005 |
|
RU2314543C2 |
Изобретение относится к машиностроению и предназначено для электронно-лучевой сварки с использованием локальных колебаний электронного пучка в зоне нагрева при сварке изделий больших и средних толщин.
Целью изобретения является повышение качества сварных соединений путем устранения дефектов кристаллизации за счет симметричного переноса жидкого металла из зоны расплава в зону кристаллизации.
Согласно способу электронно-лучевой сварки производят периодический переброс пучка в процессе его сканиро-- вания по замкнутой симметрично расположенной относительно стыка траектории. Переброс сканирующего пучка осуществляют вдоль стыка в упрежденную по ходу сварки точку с последующим изменением в этой точке направления сканирования, при этом изменение направления сканирования производят с временным интервалом, равным половине
09
GO
периода развертки. Кроме того, после каждого сканирования производят фиксацию пучка в упрежденной точке на время, кратное периоду развертки. Перебросом пучка вдоль стыка в упрежденную по ходу сварки точку с последующим изменением в этом точке направления сканирования через временной интервал, равный половине периода развертки, обеспечивают движение пучка по дугам окружности, расположенным симметрично относительно стыка изделия. Начало движения по каждой дуге осуществляют из упрежденной точки в направлении хвостовой части сварочной ванны. После каждого сканирования осуществляют фиксацию (задержку) пучка в упрежденной точке на время, равное периоду развертки. Перемещением пучка по дугам окружности обеспечивают симметричный перенос жидкого металла из зоны плавления в зону кристаллизации, а фиксацией (за- .держкой) пучка в упрежденной точке ре гулируют количество расплавлениого металла. Выполнением указанных операций добиваются переноса металла из зоны плавления в зону кристаллизации отдельными порциями, строго регламентированными по количеству, при этом перенос жидкого металла осуществляет-1 |Ся только по боковым стенкам канала с встречным направлением потоков жидкости. Переносимые порции металла поочередно успевают охладиться с образованием множества центров кристаллизации .Это приводит к нарушению встречного роста дендритов что исключает образование зоны слабины по центру шва, а следовательно, повышает качество сварных соединений.
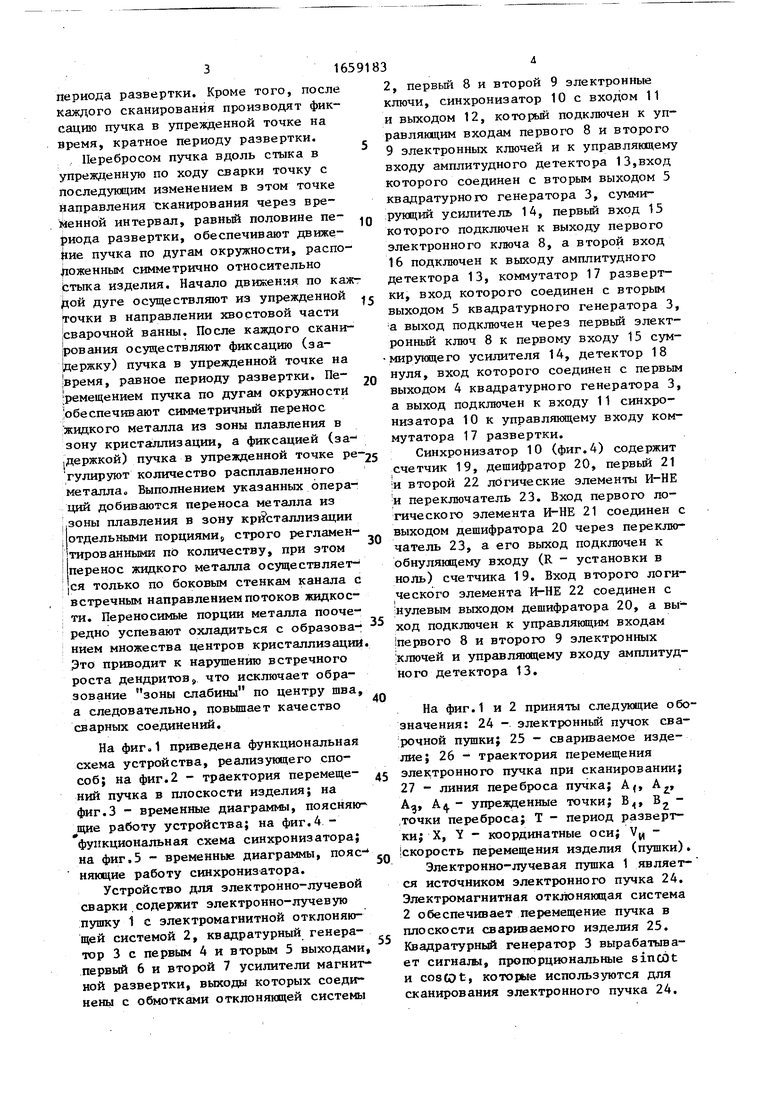
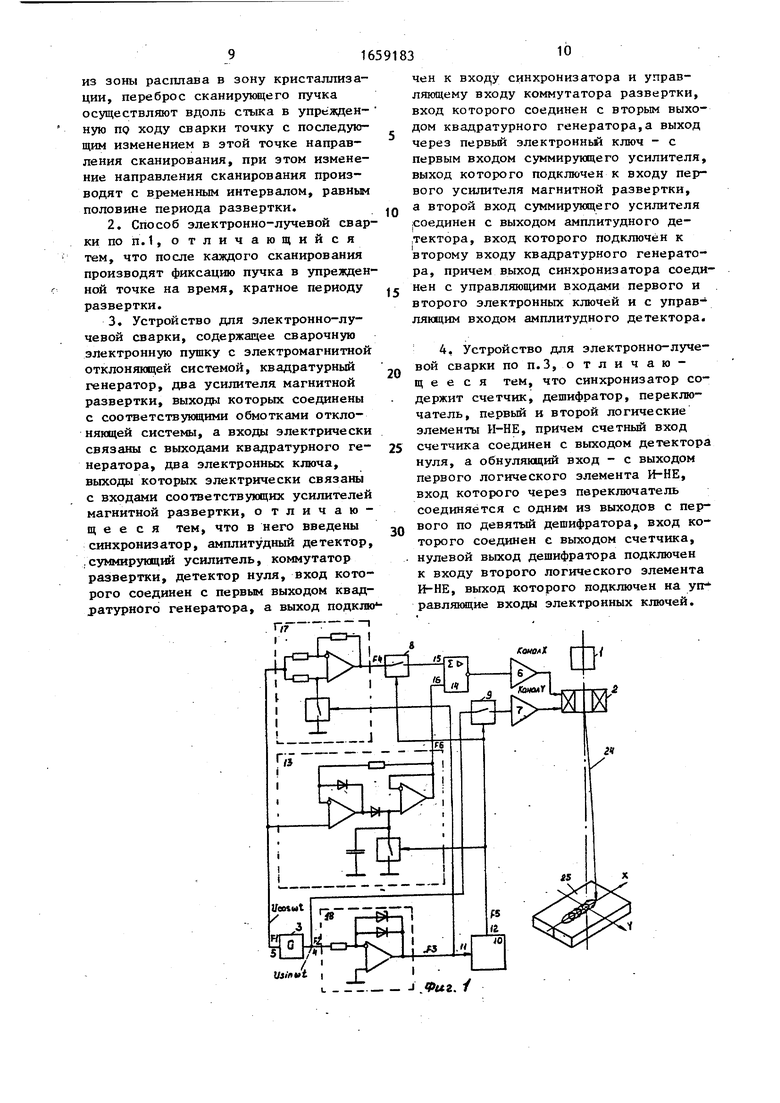
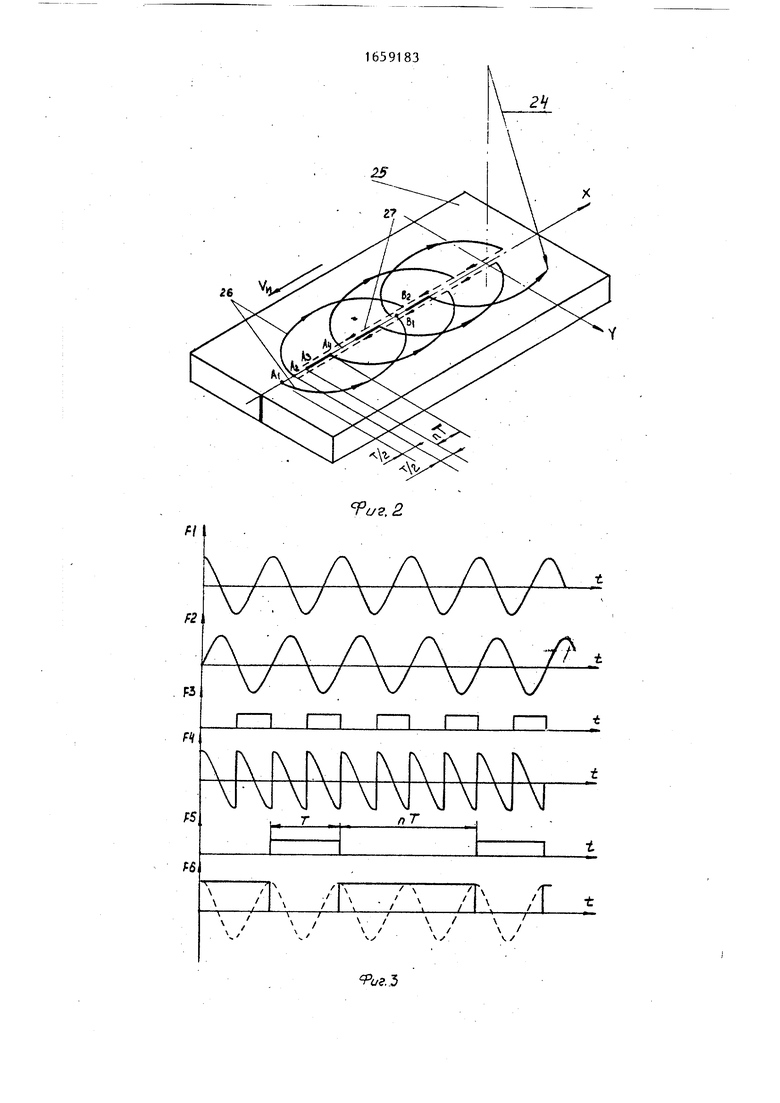
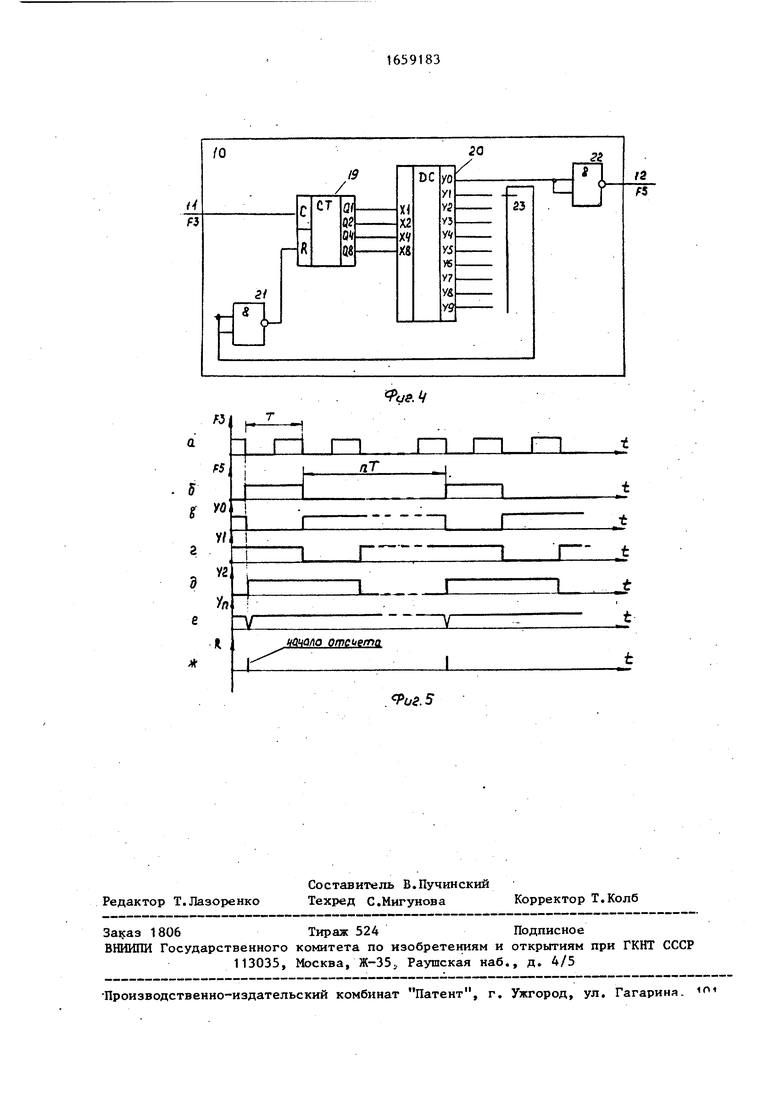
На фиг.1 приведена функциональная схема устройства, реализующего способ; на фиг.2 - траектория перемещений пучка в плоскости изделия; на фиг.З - временные диаграммы, поясняющие работу устройства; на фиг.4 - функциональная схема синхронизатора; на фиг,5 - временные диаграммы, поясняющие работу синхронизатора.
Устройство для электронно-лучевой сварки содержит электронно-лучевую пушку 1 с электромагнитной отклоняющей системой 2, квадратурный генератор 3 с первым 4 и вторым 5 выходами, первый 6 и второй 7 усилители магнитной развертки, выходы которых соединены с обмотками отклоняющей системы
0
0
- 5
0
5
0
5
2, первый 8 и второй 9 электронные ключи, синхронизатор 10 с входом 11 и выходом 12, который подключен к управляющим входам первого 8 и второго 9 электронных ключей и к управляющему входу амплитудного детектора 13,вход которого соединен с вторым выходом 5 квадратурного генератора 3, суммирующий усилитель 14, первый вход 15 которого подключен к выходу первого электронного ключа 8, а второй вход 16 подключен к выходу амплитудного детектора 13, коммутатор 17 развертки, вход которого соединен с вторым выходом 5 квадратурного генератора 3, а выход подключен через первый электронный ключ 8 к первому входу 15 сум- мирующего усилителя 14, детектор 18 нуля, вход которого соединен с первым выходом 4 квадратурного генератора 3, а выход подключен к входу 11 синхронизатора 10 к управляющему входу коммутатора 17 развертки.
Синхронизатор 10 (фиг.4) содержит счетчик 19, дешифратор 20, первый 21 и второй 22 логические элементы И-НЕ и переключатель 23. Вход первого логического элемента И-НЕ 21 соединен с выходом дешифратора 20 через переключатель 23, а его выход подключен к обнуляющему входу (R - установки в ноль) счетчика 19. Вход второго логического элемента И-НЕ 22 соединен с нулевым выходом дешифратора 20, а выход подключен к управляющим входам первого 8 и второго 9 электронных ключей и управляющему входу амплитудного детектора 13.
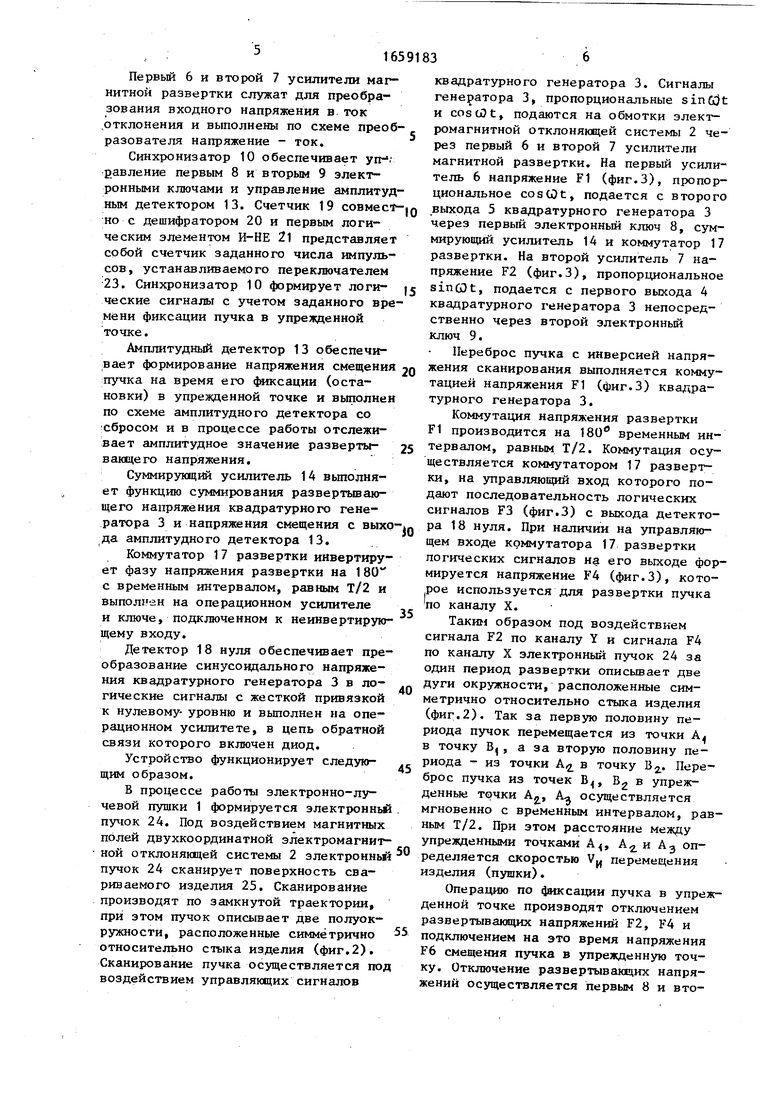
На фиг.1 и 2 приняты следующие обозначения: 24 - электронный пучок сварочной пушки; 25 - свариваемое изделие; 26 - траектория перемещения электронного пучка при сканировании; 27 - линия переброса пучка; А, А. Аа, Ал.- упрежденные точки: В,
1г 3 лф - упрежденные точки; В,,, В2 точки переброса; Т - период развертv«ки; X, Y - координатные оси; Q скорость перемещения изделия (пушки), Электронно-лучевая пушка 1 является источником электронного пучка 24. Электромагнитная отклоняющая система 2 обеспечивает перемещение пучка в плоскости свариваемого изделия 25. Квадратурный генератор 3 вырабатывает сигналы, пропорциональные sincot и coscot, которые используются для сканирования электронного пучка 24.
Первый 6 и второй 7 усилители магнитной развертки служат для преобразования входного напряжения в ток отклонения и выполнены по схеме преоб- разователя напряжение - ток.
Синхронизатор 10 обеспечивает уп-1. давление первым 8 и вторым 9 электронными ключами и управление амплитудным детектором 13. Счетчик 19 совместно с дешифратором 20 и первым логическим элементом И-НЕ 21 представляет собой счетчик заданного числа импульсов, устанавливаемого переключателем 23. Синхронизатор 10 формирует логи- ческие сигналы с учетом заданного времени фиксации пучка в упрежденной точке.
Амплитудный детектор 13 обеспечивает формирование напряжения смещения пучка на время его фиксации (остановки) в упрежденной точке и выполнен по схеме амплитудного детектора со сбросом и в процессе работы отслеживает амплитудное значение разверты- ваюцего напряжения.
Суммирующий усилитель 14 выполняет функцию суммирования развертывающего напряжения квадратурного генератора 3 и напряжения смещения с ВЫХО да амплитудного детектора 13.
Коммутатор 17 развертки инвертирует фазу напряжения развертки на 180 с временным интервалом, равным Т/2 и выполнен на операционном усилителе и ключе, подключенном к неинвертирующему входу.
Детектор 18 нуля обеспечивает преобразование синусоидального напряжения квадратурного генератора 3 в ло- гические сигналы с жесткой привязкой к нулевому- уровню и выполнен на операционном усилитете, в цепь обратной связи которого включен диод.
Устройство функционирует следую- щим образом.
В процессе работы электронно-лучевой пушки 1 формируется электронньй пучок 24. Под воздействием магнитных полей двухкоординатной электромагнитной отклоняющей системы 2 электронньй пучок 24 сканирует поверхность свариваемого изделия 25. Сканирование производят по замкнутой траектории, при этом пучок описывает две полуок
ружности, расположенные симметрично относительно стыка изделия (фиг.2). Сканирование пучка осуществляется под воздействием управляющих сигналов
Q
Q 5
JQ
.
.,-
5
5
квадратурного генератора 3. Сигналы генератора 3, пропорциональные sinGjt и cos CO t, подаются на обмотки электромагнитной отклоняющей системы 2 через первый 6 и второй 7 усилители магнитной развертки. На первый усилитель 6 напряжение F1 (фиг.З), пропорциональное cosCOt, подается с второго выхода 5 квадратурного генератора 3 через первый электронный ключ 8, суммирующий усилитель 14 и коммутатор 17 развертки. На второй усилитель 7 напряжение F2 (фиг.З), пропорциональное sinCOt, подается с первого выхода 4 квадратурного генератора 3 непосредственно через второй электронный ключ 9.
Переброс пучка с инверсией напряжения сканирования выполняется коммутацией напряжения F1 (фиг.З) квадратурного генератора 3.
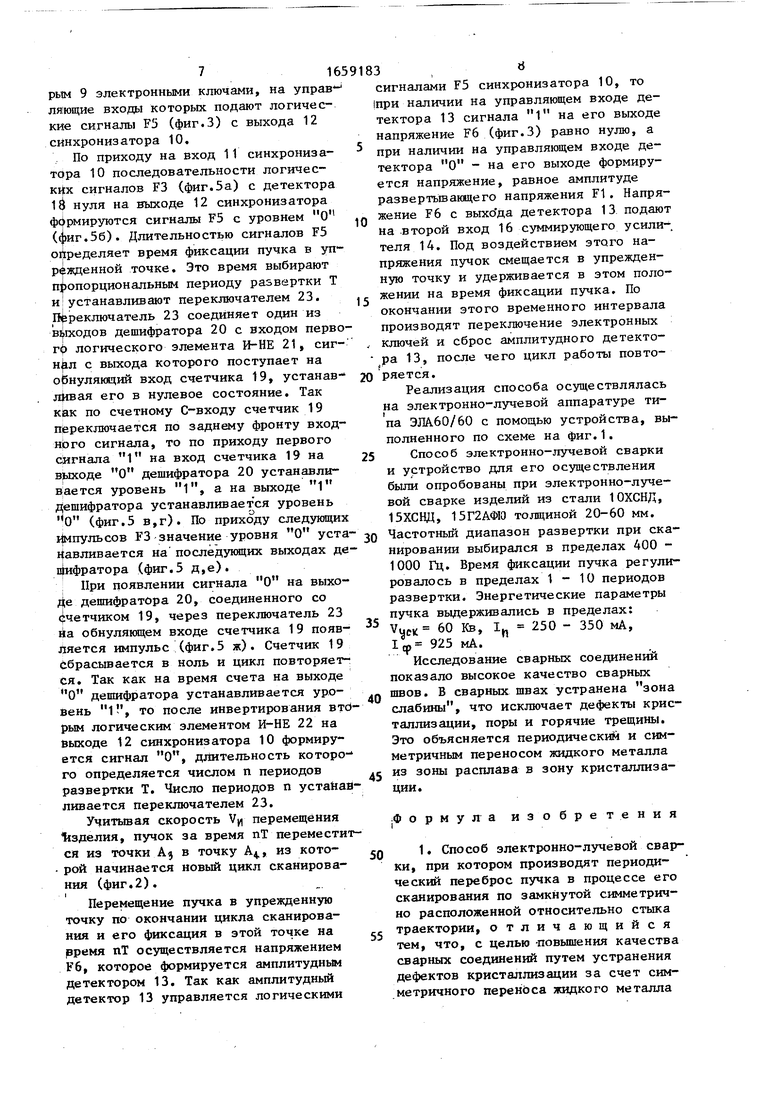
Коммутация напряжения развертки F1 производится на 180° временным интервалом, равным Т/2. Коммутация осуществляется коммутатором 17 развертки, на управляющий вход которого подают последовательность логических сигналов F3 (фиг.З) с выхода детектора 18 нуля. При наличии на управляющем входе коммутатора 17 развертки логических сигналов на его выходе формируется напряжение F4 (фиг.З), которое используется для развертки пучка по каналу X.
Таким образом под воздействием сигнала F2 по каналу Y и сигнала F4 по каналу X электронный пучок 24 за один период развертки описывает две дуги окружности, расположенные симметрично относительно стыка изделия (фиг.2). Так за первую половину периода пучок перемещается из точки А в точку В, аза вторую половину периода - из точки АЈ в точку В2. Переброс пучка из точек В4, В2 в упрежденные точки А, A осуществляется мгновенно с временным интервалом, равным Т/2. При этом расстояние между упрежденными точками А, А2 и А3 определяется скоростью V перемещения изделия (пушки).
Операцию по фиксации пучка в упрежденной точке производят отключением развертывающих напряжений F2, F4 и подключением на это время напряжения F6 смещения пучка в упрежденную точку. Отключение развертывающих напряжений осуществляется первым 8 и вторым 9 электронными ключами, на управ4-1 ляющие входы которых подают логические сигналы F5 (фиг.З) с выхода 12 синхрониз атора 10.
По приходу на вход 11 синхронизатора 10 последовательности логических сигналов F3 (фиг.За) с детектора 18 нуля на выходе 12 синхронизатора формируются сигналы F5 с уровнем О
10
15
20
25
(фиг.56). Длительностью сигналов F5 определяет время фиксации пучка в упрежденной точке. Это время выбирают пропорциональным периоду развертки Т и устанавливают переключателем 23. Переключатель 23 соединяет один из выходов дешифратора 20 с входом первого логического элемента И-НЕ 21, сигнал с выхода которого поступает на обнуляющий вход счетчика 19, уставав- ливая его в нулевое состояние. Так как по счетному С-входу счетчик 19 переключается по заднему фронту входного сигнала, то по приходу первого сигнала 1 на вход счетчика 19 на выходе О дешифратора 20 устанавливается уровень 1, а на выходе 1 дешифратора устанавливается уровень О (фиг.5 в,г). По приходу следующих импульсов F3 значение уровня О уста- зд навливается на последующих выходах дешифратора (фиг.5 д,е).
При появлении сигнала О на выхо-1 де дешифратора 20, соединенного со счетчиком 19, через переключатель 23 на обнуляющем входе счетчика 19 появляется импульс (фиг.5 ж). Счетчик 19 сбрасывается в ноль и цикл повторяется. Так как на время счета на выходе О дешифратора устанавливается уровень 1, то после инвертирования вторым логическим элементом И-НЕ 22 на выходе 12 синхронизатора 10 формируется сигнал О, длительность которого определяется числом п периодов развертки Т. Число периодов п устанавливается переключателем 23.
Учитывая скорость VH перемещения изделия, пучок за время пТ переместится из точки АЗ в точку А, из кото- рой начинается новый цикл сканирования (фиг.2). i
Перемещение пучка в упрежденную
точку по окончании цикла сканирования и его фиксация в этой точке на время пТ осуществляется напряжением F6, которое формируется амплитудным детектором 13. Так как амплитудный детектор 13 управляется логическими
дп
35
45
50
55
0
5
20
25
зд
сигналами F5 синхронизатора 10, то |при наличии на управляющем входе детектора 13 сигнала 1 на его выходе напряжение F6 (фиг.З) равно нулю, а при наличии на управляющем входе детектора О - на его выходе формируется напряжение, равное амплитуде развертывающего напряжения F1. Напряжение F6 с выхо да детектора 13 подают на второй вход 16 суммирующего усили-, теля 14. Под воздействием этого напряжения пучок смещается в упрежденную точку и удерживается в этом положении на время фиксации пучка. По окончании этого временного интервала производят переключение электронных ключей и сброс амплитудного детектора 13, после чего цикл работы повторяется.
Реализация способа осуществлялась на электронно-лучевой аппаратуре типа ЭЛА60/60 с помощью устройства, выполненного по схеме на фиг.1.
Способ электронно-лучевой сварки и устройство для его осуществления были опробованы при электронно-лучевой сварке изделий из стали 1ОХСНД, 15ХСНД, 15Г2АФЮ толщиной 20-60 мм. Частотный диапазон развертки при сканировании выбирался в пределах 400 - 1000 Гц. Время фиксации пучка регулировалось в пределах 1-10 периодов развертки. Энергетические параметры пучка выдерживались в пределах: Vu, 60 KB, In 250 - 350 мА, 1ф 925 мА.
Исследование сварных соединений показало высокое качество сварных дп швов. В сварных швах устранена зона слабины, что исключает дефекты кристаллизации, поры и горячие трещины. Это объясняется периодический и симметричным переносом жидкого металла из зоны расплава в зону кристаллизации.
35
45
Формула изобретения
из зоны расплава в зону кристаллизации, переброс сканирующего пучка осуществляют вдоль стыка в упрежден- ную по ходу сварки точку с последующим изменением в этой точке направления сканирования, при этом изменение направления сканирования производят с временным интервалом, равным половине периода развертки.
i
Usinvt
ГГJ Яиг. /
0
5
0
5
0
чен к входу синхронизатора и управляющему входу коммутатора развертки, вход которого соединен с вторым выходом квадратурного генератора,а выход через первый электронньй ключ - с первым входом суммирующего усилителя, выход которого подключен к входу первого усилителя магнитной развертки, а второй вход суммирующего усилителя соединен с выходом амплитудного детектора, вход которого подключен к второму входу квадратурного генератора, причем выход синхронизатора соединен с управляющими входами первого и второго электронных ключей и с управ-1 ляющим входом амплитудного детектора.
/
16
Л
V . V V V V А А А А А / t
V V V V V
i-i «
FS
/
/
/
/
24
Уиг.ё
АЛА.
пТ
31
/
/г
/ / / / /
/
WЧ/
Фие.Ч
Фиг. 5
