I Изобретение относится к области Машиностроения и предназначено для Автоматизации процесса электронно-лу 1чевой сварки изделий больших толщин Из металлов с остаточной н амагничен- |ностью.
Целью изобретения является повышение качества сварных соединений лутем совмещения электронного пуч- |ка с плоскостью стыка по всей толщи- не изделия.
Отклонением сварочного пучка относительно электронно-оптической оси пушки на угол, равный углу сме- щения корня шва, компенсируют влияние остаточного магнитного поля внутри изделия. При изменении угла отклонения пучка необходимо менять угол двойного преломления таким об- разом, чтобы положение пучка в плоскости стыка на лицевой поверхности изделия оставалось неизменным. Это выполняется при условии, что отношение угла двойного преломления к уг- лу отклонения пучка поддерживают неизменным и равным отношению расстояния между нижним уровнем преломления и поверхностью изделия к расстоянию между уровнями преломления.
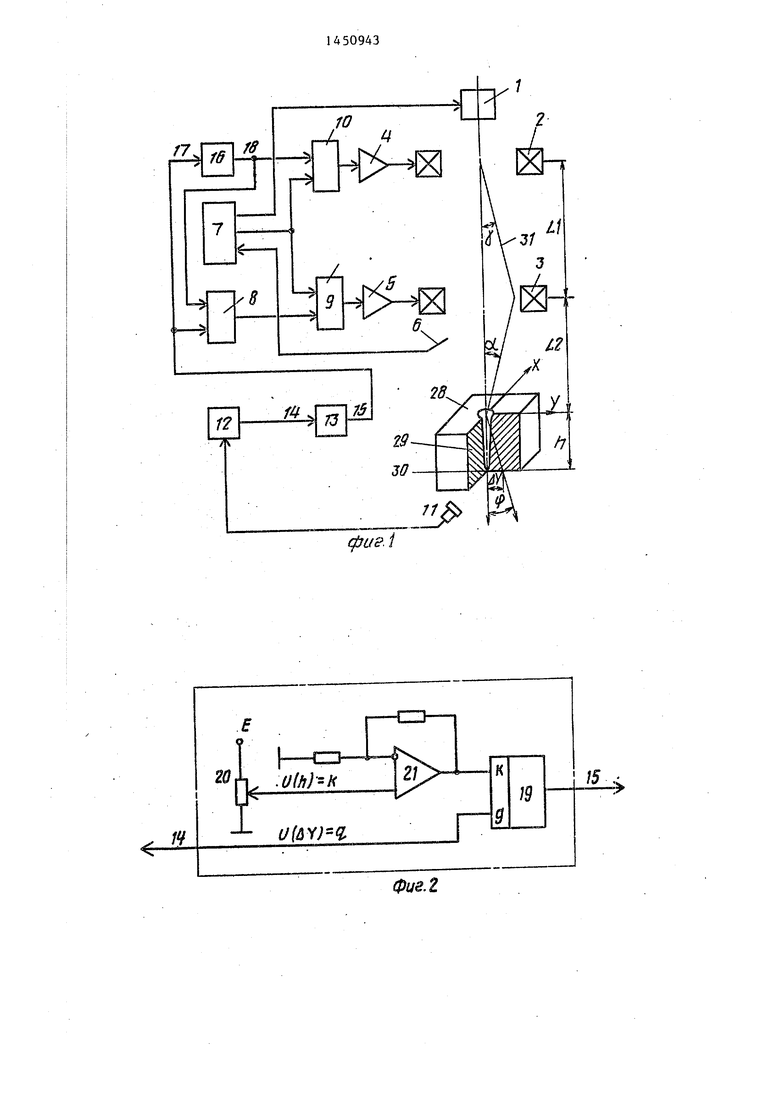
На фиг. 1 приведена функциональная схема устройства, реализующая способ управления электронно-лучевой сваркой; на фиг. 2 - то же, вьтисли- теля угла отклонения корня шва; на фиг. 3 - то же, вычислителя угла двойного преломления.
Устройство управления электроннолучевой сваркой (фиг.1) содержит пушку 1, первую 2 и вторую 3 отклоняю- щие системы, разнесенные вдоль электронно-оптической оси, первый 4 и второй 5 ycилиteлй магнитной разверки, подключенные соответственно к
первой 2 и второй 3 отклоняющим сие
темам, датчик 6 положения пучка на лицевой поверхности изделия, связанный с системой 7 автоматического слежения за стыком, первый выход которой электрически связан с пушкой 1, а второй - с отклоняющими системами, первый 8, второй 9 и третий 10 сумматоры, датчик 11 положения корня шва относительно плоскости стыка, систему 12 слежения за корне шва, вход ко.торой электрически связан с выходом датчика 11 положения корня шва, вычислитель 13 угла отклнения корня шва, вход 14 которого
подключен к выходу системы 12 слежения за корнем шва, а выход 15 соединен с первьгм входом первого сумматора 8, вычислитель 16 угла двойного преломления, вход 17 которого соединен с выходом 15 вычислителя 13, а выход 18 - с первым входом третьего сумматора 10 и вторьм входом первого сумматора 8, вькод которого соединен с первым входом второго сумматора 9.
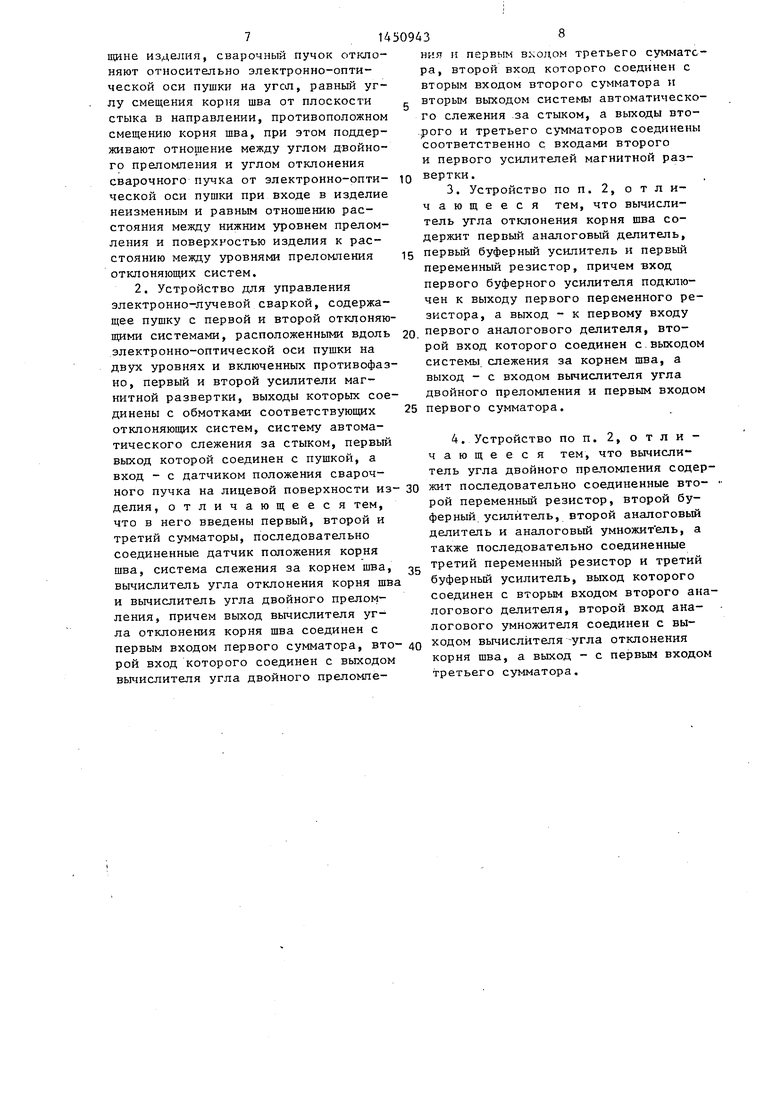
Вьтислитель 13 угла отклонения корня шва (фиг. 2) содержит первый аналоговый делитель 19, первый переменный резистор 20 и первый буферный усилитель 21, выход которого подключен к первому входу первого аналогового делителя 19,
Вычислитель 16 угла двойного преломления (фиг. 3) содержит аналоговый умножитель 22, второй ангшоговый делитель 23, второй 24 и третий 25 переменные резисторы, второй 26 и тртий 27 буферные усилители.
На свариваемое изделие 28,, содержащее плоскость 29 стыка, корень 30 шва, воздействует сварочный пучок 31 Условные обозначения, принятые на фиг. 1, следуюшде: L - расстояние между уровнями преломления; Lj - расстояние мезвду нижним уровнем преломления и поверхностью изделия, h - толщина свариваемого изделия, &Y - смещение корня шва; Cf - угол отклонения корня шва от плоскости стыка; oL угол отклоне шя сварочного пучка; V - угол двойного преломления пучка.
Пушк-а 1 является источником пучка ускоренных электронов и формирует сварочный пучок 31. Отклоняющие .сиетемы 2, 3 разнесены вдоль электронно оптаческой оси пушки и обеспечивают преломление сварочного пучка на двух уровнях. Усилители 4, 5 магнитной развертки служат для преобразования входного напряжения в ток отклонения . Они вьшолнены на мощном операционном усилителе по схеме преобразователя напряжение - ток. Датчик 6 положения пучка на лицевой поверхности изделия вьшолняет функцию измерения положения пучка относительно линии стыка, в качестве которого используется коллектор вторичных электронов. Система 7 автома.тическр- го слежения за стыком вырабатьшает корректирующие сигналы, под воздействием которых осуществляется совмещение пучка со стыком. При этом могут использоваться вторично-эмиссионные следящие системы каК с время-им пульсным алгоритмом выделения сигнала рассогласования типа Прогноз-4 Прицел-4, так и системы с аналоговым алгоритмом совмещения типа СУ143. Первый 8, второй 9 и третий 10 сумматоры выполнены идентичными с использованием операционных усилителей.
Датчик 11 положения корня шва фиксирует смещение корня относительно
Под воздействием корректирующих сигналов системы 7 автоматического слежения за стыком свариваемый пучок 31 совмещается с линией стыка на поверхности свариваемого изделия 28. Так как обмотки первой 2 и второй 3 отклоняющих систем включены противо20
25
30
перенос пучка.
При выполнении операщга по совме- щeшiю корня 30 шва с -плоскостью 29 стыка с датчиком 11 положения корня шва относительно плоскости стыка снимают сигнал, пропорциональный уходу корня шва, и подают в систему 12 слежения за корнем щва.
Напряжение, пропорциональное смещению &Y корня шва от плоскости стыка, поступает на вход 14 вычисли- теля 13 угла отклонения корня шва. Вычисление угла Cf отклонения корня шва 30 от плоскости 29 стыка производится согласно выражению
1 У
ср arctg -r-J
(1)
35
ПЛОСКОСТИ стыка по координате Y. В качестве датчика используется телеви- 15 фазно, то под воздействием сигналов зионная камера, например КТП-65, вхо- коррекции осуществляется параллельный дящая в состав ПТУ Сварка-1. Система 12 слежения за корнем шва вырабатывает напряжение, пропорциональное смещению корня шва относительно плоскости стыка. Вычислитель 13 угла отклонения корня шва предназначен для формирования напряжения, пропорционального углу Cf отклонения корня шва от плоскости стыка, а вычислитель 16 двойного преломления предназначен для формирования напряжения, пропорционального углу у двойного преломпения пучка.
Устройство работает следуюш м образом.
В процессе работы пушкой 1 формируется сварочный пучок.31. Под воздействием электромагнитных полей отклоняющих систем 2 и 3 сварочный пучок преломляется на двух уровнях. Преломление на двух уровнях обеспечивается противофазным включением идентичных обмоток первой 2 и второй 3 отклоняющих систем.
Совмещение сварочного пучка 31 с плоскостью 29 стыка осуществляется по двум каналам. По первому каналу совмещают пучок 31 с линией стыка на поверхности изделия 28, а по второму каналу совмещают .корень 30 шва с плоскостью 29 стыка.
Для совмещения пучка 31 с линией стыка с датчика 6 положения пучка на лицевой поверхности изд елия снимаются сигналы, пропорциональные текущим координатам стыка. Если считьшание текуш 1х координат осуществляется пучком малой мощности, то система 7 автоматического слежения за стыком предусматривает подачу модулирующих сигналов на управляющий электрод пушки 1. Системой 7 слежения за стыком вырабатываются корректирующие сигна40
45
где AY - смещение корня шва от.плоскости стыка по оси Y; h - свариваемого изделия .
Для выполнения указанной математической операции в вычислителе 13 (фиг. 2) на первый вход первого аналогового делителя 19 подают напряжение, пропорциональное смещению uY, а на второй вход - напряжение, про50
порциональное h изделия. Напряжение, пропорциональное толщине, устанавливается первым переменным резистором 20 и подается на второй вход- первого аналогового делителя 19 через первый буферный усилитель 21. Таким образом, на выходе 15 вычислителя 13 формируется напряжение, пропорциональное углу Ср отклонения корня шва, так как для малых углов тангенс угла приближенно равен самому углу. .
С выхода 15 вычислителя 13 напряжение, пропорциональное углу ср , пос
лы, которые через объединенные вторые входы второго 9 и третьего 10 сумматоров и первьш 4 и второй 5 усилители магнитной развертки подаются на обмотки первой 2 и второй 3 отклоняющих систем.
Под воздействием корректирующих сигналов системы 7 автоматического слежения за стыком свариваемый пучок 31 совмещается с линией стыка на поверхности свариваемого изделия 28. Так как обмотки первой 2 и второй 3 отклоняющих систем включены противофазно, то под воздействием сигналов коррекции осуществляется параллельный
перенос пучка.
При выполнении операщга по совме- щeшiю корня 30 шва с -плоскостью 29 стыка с датчиком 11 положения корня шва относительно плоскости стыка снимают сигнал, пропорциональный уходу корня шва, и подают в систему 12 слежения за корнем щва.
Напряжение, пропорциональное смещению &Y корня шва от плоскости стыка, поступает на вход 14 вычисли- теля 13 угла отклонения корня шва. Вычисление угла Cf отклонения корня шва 30 от плоскости 29 стыка производится согласно выражению
фазно, то под воздействием сигналов коррекции осуществляется параллельный
1 У
ср arctg -r-J
(1)
5
0
5
где AY - смещение корня шва от.плоскости стыка по оси Y; h - свариваемого изделия .
Для выполнения указанной математической операции в вычислителе 13 (фиг. 2) на первый вход первого аналогового делителя 19 подают напряжение, пропорциональное смещению uY, а на второй вход - напряжение, про0
порциональное h изделия. Напряжение, пропорциональное толщине, устанавливается первым переменным резистором 20 и подается на второй вход- первого аналогового делителя 19 через первый буферный усилитель 21. Таким образом, на выходе 15 вычислителя 13 формируется напряжение, пропорциональное углу Ср отклонения корня шва, так как для малых углов тангенс угла приближенно равен самому углу. .
С выхода 15 вычислителя 13 напряжение, пропорциональное углу ср , пос514509436
тупает через первый 8 и второй 9 сум-систему 2 указанное напряжение подаматоры, второй усилитель 5 маптатнойется через третий сумматор 10 и пер развертк на вторую отклоняющую систему 3 нижнего уровня преломлеюш, ,
Под воздействием этого сигнала свароч-первый 8 и второй 9 сумматоры и втоный пучок 31 от1шоняется от электрон-рой усилитель 5 магнитной развертки, но-оптической оси пушки на угол oi. , Суммированием на первом сумнаторавный углучр отклонения корня шва.ре 8 напряжений, пропорциональных
При этрм отююнение пучка осуществля- юУглу двойного преломления и углу
., -vnnT/-T-tj iJOTJT-T CI V ПРИ
вый усилитель 4 магнитной развертки,
а на отклоняющую систему 3 - через 5
ется в направлении, противоположном смещению корня шва.
Сигнал с выхода 15 вычислителя 13 угла отклонения, помимо сумматора
Ci, отклонения пучка от оси пушки, обеспечивают превышение тока во второй отклоняющей системе 3, чем обеспечивается наклон сварочного пучка в
в; поступает также на вход 17 вычис- 15 точке его совмещения со стыком на
- у - -
лителя 16 угла двойного преломпения. Так как изменение угла отклонения влечет за собой уход пучка со стыка на поверхности изделия, то необходиугол oi. , равный углу (f отклонения корня шва от плоскости стыка. На втором 9 и третьем 10 сумматорах напряжения, пропорциональные отклонению
ticl liUXitiM i П ,--JirlyL , -- -г-.-МО изменение угла двойного преломл.е- 20 пучка, суммируются с корректирующими
. „„ ят/ггг-КПЛЬДО гГТЛ ГО Г ТТЛ
ния компенсировать указанное смещение, т.-е. необходимо угол - двойного преломления изменить так, чтобы положение пучка в плоскости изделия оставалось неизменным. Это достигается поддержашгем отношения между углаьш X и ci постоянным и равным отношению ,. В этом случае вычислитель 16 угла двойного преломлехшя функционирует согласно выражению
напряжениями системы 7 автоматическо го слежения за стыком. Под воздействием су14марных напряжений в процессе работы сварочный пучок совмещаетс 25 с плоск остью стыка, т.е. совмещается по всей толщине свариваемого изделия Способ осуществляют на электронно лучевой аппарат ре типа ЭЛА 60/60 с помощью устройства, схема которого 30 приведена на фиг. 1.
Способ и-устройство для его осуществления опробованы при злектрон- по-лучевой сварке изделий из стали 12Х2Н4ВД толпо ной 60-80 мм с остаточ „(- ной намагниченностью в области сты- ка до 5 Гс. В процессе работы устрой ством обеспечивалась устойчивая работа при смещении пучка от стыка в пределах ±3 Mf-i и смещении корня шва 40 в пределах ±2 мм. При выбранных расстояниях L1 70 мм, L2 150 мм, толщине изделия h 60 мм и уходе корня шва на 2 мм устройством обеспечивались углы отклонения 45 0,03 рад и углы двойного преломпе ния V 0,064 рад.
L,
,с. -|.ср,
bl
(2)
где L, L,
-расстояние между уровнями преломпения
-расстояние между нижним уровнем преломления и поверхностью изделия.
Для выполнеш я указанной математической операции в вычислителе 16 (фиг. 3) на первый вход аналогового умножителя 22 подают напряжение, пропорциональное углу Cf ei , а па второй вход подают напряжение, про- пор1щрнапьное отношению Ъ,/Ъ,, Операцию делегшя выполняют на втором аналоговом делителе 23, на входы которого с второго 24 и третьего 25 переменных резисторов через второй 26 и третий 27 буферные усилители подают напряжения, пропорциональные L к L, соответственно,
С выхода 18 вычислителя 16 напряжение, пропордаонапьное углу J двойного преломления, поступает на первую 2 и в торую 3 отклоняющие системы верхнего и нижнего уровней преломления. При этом на отклоняющую
ется через третий сумматор 10 и пер
первый 8 и второй 9 сумматоры и втовый усилитель 4 магнитной развертки,
а на отклоняющую систему 3 - через
Углу двойного преломления и углу
; -vnnT/-T-tj iJOTJT-T CI V ПРИ
Ci, отклонения пучка от оси пушки, обеспечивают превышение тока во второй отклоняющей системе 3, чем обеспечивается наклон сварочного пучка в
точке его совмещения со стыком на
угол oi. , равный углу (f отклонения корня шва от плоскости стыка. На втором 9 и третьем 10 сумматорах напряжения, пропорциональные отклонению
0 пучка, суммируются с корректирующими
. „„ ят/ггг-КПЛЬДО гГТЛ ГО Г ТТЛ
напряжениями системы 7 автоматического слежения за стыком. Под воздействием су14марных напряжений в процессе работы сварочный пучок совмещается 5 с плоск остью стыка, т.е. совмещается по всей толщине свариваемого изделия. Способ осуществляют на электроннолучевой аппарат ре типа ЭЛА 60/60 с помощью устройства, схема которого 0 приведена на фиг. 1.
Способ и-устройство для его осуществления опробованы при злектрон- по-лучевой сварке изделий из стали 12Х2Н4ВД толпо ной 60-80 мм с остаточ- (- ной намагниченностью в области сты- ка до 5 Гс. В процессе работы устройством обеспечивалась устойчивая работа при смещении пучка от стыка в пределах ±3 Mf-i и смещении корня шва 40 в пределах ±2 мм. При выбранных расстояниях L1 70 мм, L2 150 мм, толщине изделия h 60 мм и уходе корня шва на 2 мм устройством обеспечивались углы отклонения 45 0,03 рад и углы двойного преломпения V 0,064 рад.
Формула изобрет.ения
1 . Способ упразл.ения электроннолучевой сваркой, при котором производят компенсацию влияния остаточного магнитного поля свариваемого изделия отклонением сварочного пучка путем его двойного преломпения, о т - л и чающий с я тем, что, с целью повышения качества сварных соединений -путем совмещения сварочного пучка с плоскостью стыка по всей толния и первь м входом третьего сумматора, второй вход которого соединен с вторым входом второго сумматора и вторым выходом системы автоматического слежения за стыком, а выходы второго и третьего сумматоров соединены соответственно q входами второго и первого усилителей магнитной развертки.
3. Устройство по п. 2, о т л и- чающееся тем, что вычислитель угла отклонения корня шва содержит первый аналоговый делитель, 15 первый буферный усилитель и первый переменный резистор, причем вход первого буферного усилителя подю1ю- чен к выходу первого переменного резистора, а выход - к первому входу
10
щине изделия, сварочный пучок отклоняют относительно электронно-оптической оси пушки на угсл, равный углу смещения корня шва от плоскости стыка в направлении, противоположном смещению корня шва, при этом поддерживают отношение между углом двойного преломления и углом отклонения сварочного пучка от электронно-оптической оси пушки при входе в изделие неизменным и равным отношению расстояния между нижним уровнем преломления и поверхностью изделия к расстоянию между уровнями преломления отклоняющих систем.
2. Устройство для управления электронно-лучевой сваркой, содержащее пушку с первой и второй отклоняю- щими системами, расположенными вдоль 20. первого аналогового делителя, вто- электронно-оптической оси пушки наРой вход которого соединен с.выходом
двух уровнях и включенных противофаз- но, первый и второй усилители магнитной развертки, выходы которых соесистемы слежения за корнем шва, а выход - с входом вычислителя угла двойного преломления и первым входом
динены с обмотками соответствующих отклоняющих систем, систему автоматического слежения за стыком, первый выход которой соединен с пушкой, а вход - с датчиком положения свароч25 первого сумматора.
4. Устройство по п. 2, отличающееся тем, что вычислитель угла двойного преломления содерного пучка на лицевой поверхности из- 30 жит последовательно соединенные втоделия, отличающееся тем, что в него введены первый, второй и третий сумматоры, последовательно соединенные датчик положения корня шва, система слежения за корнем шва, вычислитель угла отклонения корня шва и вычислитель угла двойного преломления, причем выход вычислителя уг- ла отклонения корня шва соединен с
рой переменный резистор, второй буферный усилитель, второй аналоговый делитель и аналоговый умножит ель, а также последовательно соединенные третий переменный резистор и третий буферный усилитель, выход которого соединен с вторым входом второго аналогового делителя, второй вход аналогового умножителя соединен с выпервым входом первого сумматора, вто- 40 ОД° вьыислителя тгла рой вход которого соединен с выходомкорня шва, а выход с первым входом
вычислителя угла двойного преломпетретьего сумматора.
ния и первь м входом третьего сумматора, второй вход которого соединен с вторым входом второго сумматора и вторым выходом системы автоматического слежения за стыком, а выходы второго и третьего сумматоров соединены соответственно q входами второго и первого усилителей магнитной развертки.
3. Устройство по п. 2, о т л и- чающееся тем, что вычислитель угла отклонения корня шва содержит первый аналоговый делитель, 5 первый буферный усилитель и первый переменный резистор, причем вход первого буферного усилителя подю1ю- чен к выходу первого переменного резистора, а выход - к первому входу
0
0. первого аналогового делителя, вто- Рой вход которого соединен с.выходом
первого аналогового делителя, вто- Рой вход которого соединен с.выходом
системы слежения за корнем шва, а выход - с входом вычислителя угла двойного преломления и первым входом
25 первого сумматора.
4. Устройство по п. 2, отличающееся тем, что вычислитель угла двойного преломления содер0 жит последовательно соединенные второй переменный резистор, второй буферный усилитель, второй аналоговый делитель и аналоговый умножит ель, а также последовательно соединенные третий переменный резистор и третий буферный усилитель, выход которого соединен с вторым входом второго аналогового делителя, второй вход аналогового умножителя соединен с вьыислителя тг корня шва, а выход третьего сумматора.
фиё.2
фиг.З
f


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023557C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1989 |
|
SU1669672A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1442348A1 |
| Способ совмещения электронного луча с плоскостью стыка | 1990 |
|
SU1761410A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1659183A1 |
| Способ контроля длины электронного пучка и устройство для его осуществления | 1987 |
|
SU1547990A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |

Изобретение относится к машино- строению и предназначено для автоматизации процесса электронно-лучевой сварки изделий- больших толщин из металлов с остаточной намагниченностью. Цель изобретения - повышение качества сварных соединений путем совмещения сварочного пучка с плоскостью стыка по всей толщине изделия. Способ управления заключается в двойном отклонении пучка относительно оси пушки на угол, равный углу смещения корня шва относительно плоскости стыка в направлении, противоположном смещению корня шва. Отношение между углом двойного преломления и углом отклонения сварочного пучка от электронно- оптической оси пушки при входе в изделие поддерживают неизменным и равным отношению расстояния между нижним уровнем преломления и поверхностью изделия к расстоянию между уровнями преломления- отклоняющих систем. Устройство содержит телевизионную систему слежения за корнем шва, систему слежения за стыком с лицевой стороны из-- делия, вычислитель угла отклонений корня шва, вычислитель угла двойного преломления, три сумматора и две разнесенные отклоняющие системы. Совмещение пучка с плоскостью стыка осуществляется двойным преломлением пучка. Использование изобретегшя позволяет избежать несплавлений и пор путем устранения влияния на пучок остаточной намагниченности металлов. 2 с. и 2 3 . п . ф-лы, 3 И.П . (Л Q1 iJ 00
| Лаптенок В.Д., Бравернон В.Я | |||
| и Мурыгин А.В | |||
| Метод компенсации влияния магнитных полей на точность совмещения луча со стыком при электронно-лучевой сварке | |||
| - В сб.: Электронно-лучевая сварка..- М.: МДНТП им | |||
| Ф.Э.Дзержинского, 1986, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
