И:
W
00
Изобретение относится к устройствам для автоматизированного обозначения деталей кроя с цифровыми или буквенными индексами, используемыми в швейной промышленности.
Целью изобретения является расширение технологических возможностей.
На чертеже изображена схема устройства,е
Устройство содержит накопитель деталей, состоящий из гибкого приводного транспортера 2 периодического действия, установленного на горизонтальных опорах 3 с образованием не- сущего участка для приема и съема деталей. На транспортере 2 закреплены последовательно на равном расстоянии один от другого держатели стоп деталей, каждьй из которых выполнен в виде пластины 4, шарнирно установленной посредством оси 5 на ветви транспортера. Стопа деталей фиксируется зажимом 6.
Устройство по отношению к поверх- ности его стола 7 имеет четыре зоны: зону 1для приема деталей, зону II для накопления деталей, зону III для нумерации деталей, зону IV для съемах деталей.
По обе стороны участка для приема и съема деталей установлены направи- т ел и 8 и 9 для изменения ориенташш держателей стопы деталей и следовательно для обеспечения удобства зак репления и снятия стопы деталей 1 с пластины 4. Б зоне нумерации деталей в одном корпусе 10 размещены механический нумератор 11, средство 12 для поштучного отделения деталей от стопы 1 и 13, следящий за положением деталей. Привод транспортера (не показан) связан с датчиком 13 и приводом 14 автоматического перемещения корпуса 10. Устройство может содержать такое количество пластин для стоп 1, которые без дозаправки могли бы обеспечить работу устройства длительное время.
Устройство работает следующим образом.
В зоне I пластины и стопы 1 занимают горизонтальное положение. В период остановки транспортера 2 периодического действия стопу 1 деталей кроя укладывают на плоскость двух рядом расположенных пластин 4 и зажимом 6 прикрепляют ее, В зависимости от длины стопы 1 нижний нерабочий ее ко
o
5 0
5 0
„ r
5
0
5
нец может попасть под зажимом как в концевом участке, посередине, так и в сдвоенном виде (см. чертеж). При движении транспортера 2 (по направлению стрелок) пластины 4 заходят в контакт с направителем 8 и, поворачиваясь вокруг оси 5, становятся в вертикальное положение (переходя в зону II накопителя). При выходе из накопителя (зоны II) пластина 4 со стопой 1 попадает в зону III нумерации. Здесь пластина 4 останавливается, а средство 1-2 для поштучного отделения деталей от стопы 1 и нумератор 11, действуя автоматически и взаимодействуя по сигналу датчика 13 с приводом 14, перелистывают все детали стопы 1 и обозначают их номерами (например, приклеивая их). После обработки стопы 1 все ее детали занимают подвешенное положение с левой стороны пластины 4 (так как при отделении они перебрасываются через верхний край пластины 4).
Обработанная стопа 1 посредством транспортера 2 попадает из зоны III в зону IV, где, проходя около напра- вителя 9, ее пластина 4 поворачивается вокруг оси 5, зашшая промежуточное полунаклонное положение, что облегчает ее снятие. Привод 14 обеспечивает автоматическое вертикальное смещение корпуса 10 по вертикали при различном закреплении стоп 1 на плас-. тинах 4 и при пролистывании деталей (так как концы деталей в зоне нумерации смещены друг относительно друга) .
Устройство может найти применение в швейной и трикотажной промьшшеннос- ти, где предварительное обозначение деталей кроя является обязательными технологическими операциями при пошиве большинства видов одежды.
Формула изобретения
1. Устройство для маркировки деталей, преимущественно деталей кроя текстильных изделий, содержащее держатель стопы деталей, средство для поштучного отделения деталей от стопы и цифровой нумератор, отличающееся тем, что, с целью расширения технологических возможностей, оно имеет накопитель стоп деталей, состоящий из гибкого приводного транспортера периодического действия, ус 1442583
тановленного на горизонтальных опорахтранспортера, и направители держатес образованием несущего участка длялей стоп, установленные по обе стороприема и съема деталей, и закреплен-ны участка для приема и съема детаных последовательно на транспортерелей. на равном расстоянии один от другого дополнительных держателей стоп дета- 2. Устройство по п. 1, о т л и аЛей, каждьм из которых выполнен в ни-чающееся тем, что в качестве
де пластины, шарнирно установленнойгибкого транспортера использован
на ветви транспортера, и имеет зажим IQцепной транспортер, стопы деталей, датчик слежения за по- 3. Устройство по п. 1 , о т л иложением деталей, совмещенный со сред-чающееся тем, что в качестве
, ством для поштучного отделения дета-цифрового нумератора использован мелей от стопы и связанный с приводомханический нумератор.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки деталей | 1990 |
|
SU1703746A1 |
| Устройство для маркировки деталей кроя текстильных изделий | 1991 |
|
SU1770495A1 |
| Устройство для маркировки деталей кроя в пачке | 1988 |
|
SU1640253A1 |
| Устройство для маркировки деталей | 1989 |
|
SU1650829A1 |
| Устройство для маркировки текстильных деталей | 1990 |
|
SU1726609A1 |
| Устройство для отделения текстильных заготовок при их маркировке | 1991 |
|
SU1770496A1 |
| Устройство для маркировки деталей кроя текстильных изделий | 1988 |
|
SU1528828A1 |
| УСТРОЙСТВО ДЛЯ МАРКИРОВКИ ДЕТАЛЕЙ КРОЯ ТЕКСТИЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023096C1 |
| Устройство для маркировки деталей кроя текстильных изделий | 1989 |
|
SU1601253A1 |
| Устройство для перелистывания деталей кроя швейных изделий | 1989 |
|
SU1687457A1 |
Изобретение относится к устроит ствам для обозначения деталей кроя с цифровь ми индексами, используемыми в швейной промьшшенности, и позволяет расширить технологические возможности. Устройство содержит, транспортер 2 периодического действия с горизонтальным участком для приема и съема деталей. На транспортере 2 закреплены на расстоянии один от другого держатели стоп 1 деталей. Каждьй держатель имеет пластину 4, шарнирно установленную на ветви транспортёра, и зажим 6 для стопы 1. При выходе из зоны накопления держатель попадает в зону нy epaции. Здесь транспортер 2 останавливается, а средство 12 для поштучного отделения деталей от стопы перелистывает все детали, а нy iepaтop 11 ставит метку на них. После обработки стопы 1 все ее детали занимают подвешенное положение относительно пластины 4, что облегчает ее снятие. 2 з.п. ф-лы, 1 ил.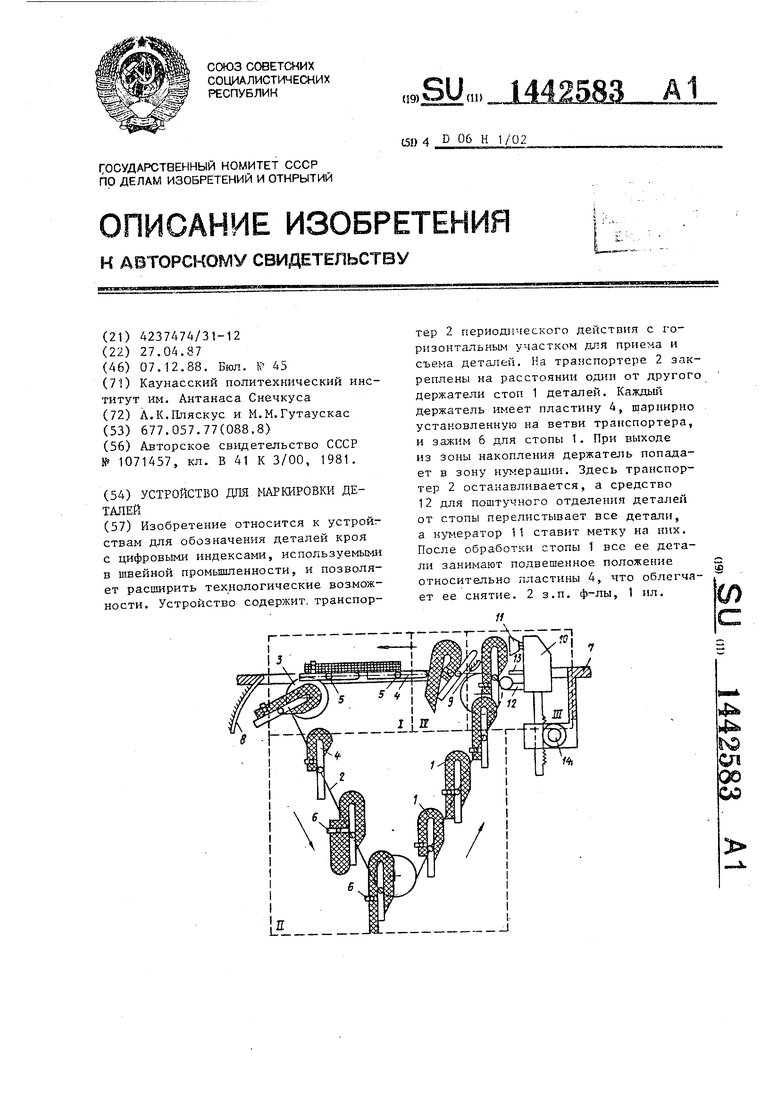
| Штемпелевальная машина | 1981 |
|
SU1071457A2 |
| Механический грохот | 1922 |
|
SU41A1 |
