J
4 СО
со
СО
со
Изобретение относится к трубопрокатному производству и может быть использовано при холодной прокатке труб.
Цель изобретения - увеличение производительности за счет повышения обжатий и величины подачи и упрощение технологии изготовления.
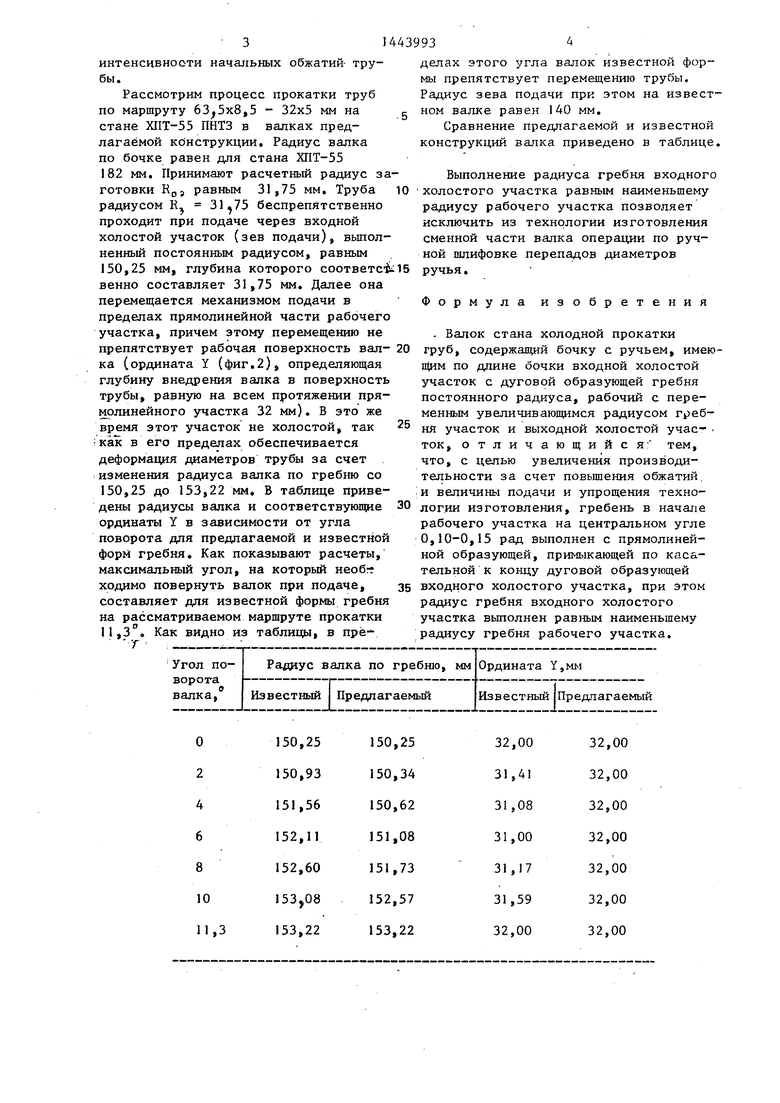
На фиг, представлен валок, разрез по гребню ручья; на фиг.2 - узел 1 на фиг, ,в укрупненном масштабе, в момент начала подачи трубы.
Валок стана холодной прокатки труб состоит из бочки 1 со сменного калибра 2 ручьем. Ручей имеет по длине бочки входной холостой участок аЪ с дуговой образующей гребня uof, стоянного радиуса, рабочий с переменным увеличивающимся радиусом гребня у участок bd и выходной холостой участок de, причем гребень в начале рабочего участка Ъс на центральном угле 0,10-0,15 рад выполнен с прямолинейной образующей (в с сплошная ли- ния и), при№.1каюЩей по касательной к концу дуговой образующей входного холостого участка. Радиус гребня :.- входного холостого участка выпойнен равным наименьшему радиусу рабочего /участка.
Для построения профиля гребня в рабочем участке применяется тот или иной известный метод калибровки. Независимо от метода калибровки в -пред- лагаемой конструкции профиль гребня ручья калибров в начальной части рабочего участка выполняется по прямой линии, перпендикулярной начальному радиусу валка в рабочем участке, а следовательно, примыкающей по ка- сателвной к концу дуговой образующий холостого участкаа При этом радиус валка увеличивается от начального по закону косеканса центрального уг- ла, т.е. с возрастающей интенсив- . ностью. Эта прямолинейная часть продолжается до тех пор, пока интенсивность увеличения-радиуса гребня валка не достигает предельной, всегда известной в практике и устанавливаемой по предельно допустимым осевым нагрузкам на патрон подачи заготовки или каким-либо другим путем.
Предельная интенсивность увеличе- ния радиуса валка в начале рабочего участка выражается через угол конусности развертки гребня ручья калибров J- и 0,11 рад. Практически этот
угол не превышает величины 0,15 рад. Тогда для центрального угла С , характеризующего протяженность прямолинейного участка (получают приближение с точностью до 3 знака после запя той) неравенство Cf - j j отсюда следует, что практически достаточно, чтобы ср : 0,10-0,15 рад.
Если предельная интенсивность увеличения радиуса валка окажется уже достигнутой, а по избранному методу калибровки необходимо продолжить такие же по интенсивности обжатия трубы, то кривая изменения радиуса валка по гребню ручья калибров плавно переходит в кривую спирали Архимеда, при которой интенсивность увеличения радиуса валка сохраняется постоянной и которая обычно применяется при формировании участка редуцирования.
Если же интенсивность увеличения радиуса валка на прямолинейном участке достигла предельной, а по условиям калибровки нужны менее интенсивные об жатия трубы, то прямолинейный участок Сокращается до тех.пор, пока интенсивность увеличения валка не достигает необходимой величины; и, начиная от полученной точки, увеличение par диуса валка производят по сопряженной спирали Архимеда.до тех пор, пока обжатие трубы не достигает требуемой величины.
Поперечные сечения ручья калибров в прямолинейном участке имеют овальную форму с постоянной большой осью и уменьшающейся в соответствии с изменением радиуса валка по. гребню малой осью.
Прямолинейный участок профиля . } гребня ручья калибров входит как составная часть в рабочий участок, так как в нем происходит обязательное обжатие наружного диаметра прокатываемой трубы. По своему местоположению он соответствует в существующих конструкциях переходному участку между зевом подачи и фактическим началом обжатия трубы. Примерно такое же соответствие существует и между протяженностями этих участков Точно го равенства здесь нет потому, что и прямолинейная форма предлагаемого участка и его протяженность могут быть получены из условия оптимальности, определяющего достижение наиболь- шей допускаемой по граничным условиям
интенсивности начальных обжатий- трубы.
Рассмотрим процесс прокатки труб по маршруту ,5 - 32x5 мм на стане XIIT-55 ПНТЗ в валках предлагаемой конструкции. Радиус валка по бочке равен для стана ХПТ-55 182 мм. Принимают расчетный радиус заготовки RQJ равным 31,75 мм. Труба радиусом R, беспрепятственно проходит при подаче через входной холостой участок (зев подачи), вьшол- ненный постоянным радиусом, равным 150,25 мм, глубина которого соответс венно составляет 31,75 мм. Далее она перемещается механизмом подачи в пределах прямолинейной части рабочего участка, причем этому перемещению не препятствует рабочая поверхность вал- ка (ордината Y (фиг.2), определяющая глубину внедрения валка в поверхность трубы, равную на всем протяжении прямолинейного участка 32 мм). В это же время этот участок не холостой, так как в его пределах обеспечивается деформация диаметров трубы за счет изменения радиуса валка по гребню со 150,25 до 153,22 мм, В таблице приведены радиусы валка и соответствующие ординаты Y в зависимости от угла поворота для предлагаемой и известной форм гребня. Как показывают расчеты, максимальный угол, на который необходимо повернуть валок при подаче.
составляет для известной формы гребня на рассматриваемом маршруте прокатки 11,3°, Как видно из таблицы, в прё
934
делах этого угла валок известной формы препятствует перемещению трубы. Радиус зева подачи при этом на известном валке равен 140 мм.
Сравнение предлагаемой и известной конструкций валка приведено в таблице.
Выполнение радиуса гребня входного холостого равным наименьшему радиусу рабочего участка позволяет исключить из технологии изготовления сменной части валка операции по ручной шлифовке перепадов диаметров ручья,
Формула изобретения
. Валок стана холодной прокатки груб, содержащий бочку с ручьем, имеющим по длине бочки входной холостой участок с дуговой образующей гребня постоянного радиуса, рабочий с переменным увеличивающимся радиусом гребня участок и выходной холостой учас- ток, о тлич ающийс я: тем, что, с целью увеличения производительности за счет повьш1ения обжатий. ;и величины подачи и упрощения технологии изготовления, гребень в начале рабочего участка на центральном угле 0,10-0,15 рад выполнен с прямолинейной образующей, примыкающей по касательной к концу дуговой образующей входного холостого участка, при этом радиус гребня входного холостого участка выполнен равным наименьшему радиусу гребня рабочего участка.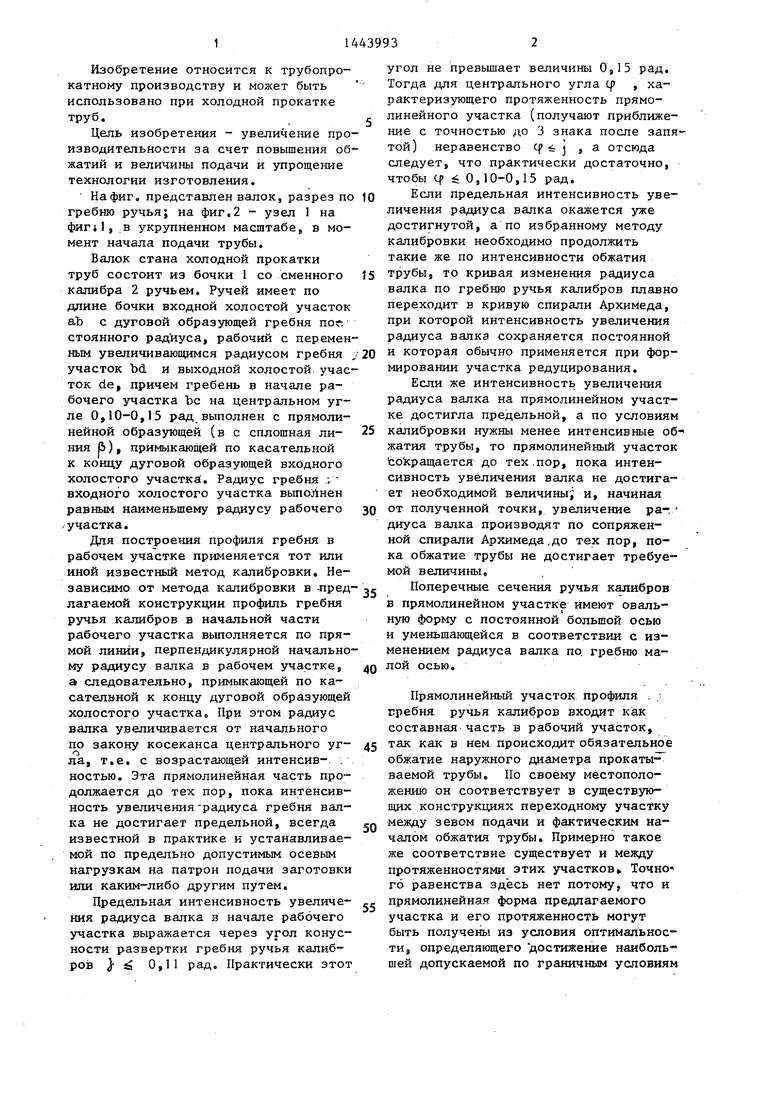
| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-40 мм | 2013 |
|
RU2527516C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 508×10-16 мм | 2013 |
|
RU2537342C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 508 ММ С ПОВЫШЕННОЙ ТОЧНОСТЬЮ ПО СТЕНКЕ | 2013 |
|
RU2542131C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ ДИАМЕТРОМ 530 И 550 ММ | 2013 |
|
RU2537637C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТРУБ РАЗМЕРОМ 630×28 мм ИЗ СТАЛИ МАРКИ 09Г2С ДЛЯ ГАЗОПРОВОДОВ ГАЗЛИФТНЫХ СИСТЕМ И ОБУСТРОЙСТВА ГАЗОВЫХ МЕСТОРОЖДЕНИЙ ИЗ ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 720×65×3400±50 мм | 2013 |
|
RU2527828C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОЛСТОСТЕННЫХ ПЕРЕДЕЛЬНЫХ ТРУБ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ РАЗМЕРОМ 630×56 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690-720×70-90×3400 мм | 2013 |
|
RU2545932C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ ТОНКОСТЕННЫХ ТРУБ | 2005 |
|
RU2294250C2 |
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
Изобретение относится к трубопрокатному производству и может быть использовано при холодной прокатке труб на станах ХПТ. Цель изобретения - увеличение производительности за счет повьппения обжатий, и величины подачи и упрощение технологии изготовления. Валок содержит бочку с ручьем, -имеющим по длине ки входной холостой участок с дуговой образующей гребня постоянного радиуса, рабочий с переменным увеличивающимся радиусом гребня участок и выходной холостой участок. Гребень в начале рабочего участка на центральном угле 0,10-0,15 рад выполнен с прямолинейной образующей, примыкающей по касательной к концу дуговой образующей входного холостого участка. 2 ил, 1 табл. с S (Л
32,00 32,00 32,00 32,00 32,00 32,00 32,00
.1
. I
ifoda
-a
Осьва ка
| Валок для пилигримовой прокатки | 1982 |
|
SU1077675A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кофф З.А | |||
| и др | |||
| Холодная прокатка , труб | |||
| Свердловск: Металлургиздат, 1962, с | |||
| Переносная печь-плита | 1920 |
|
SU184A1 |
