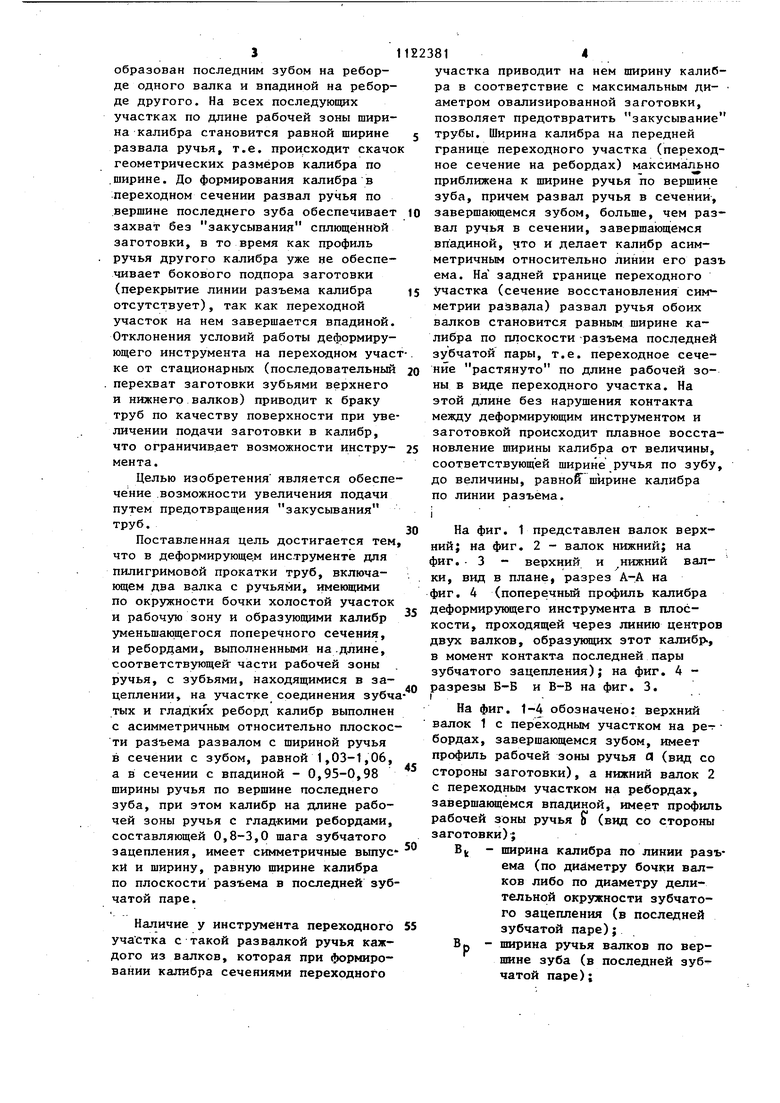
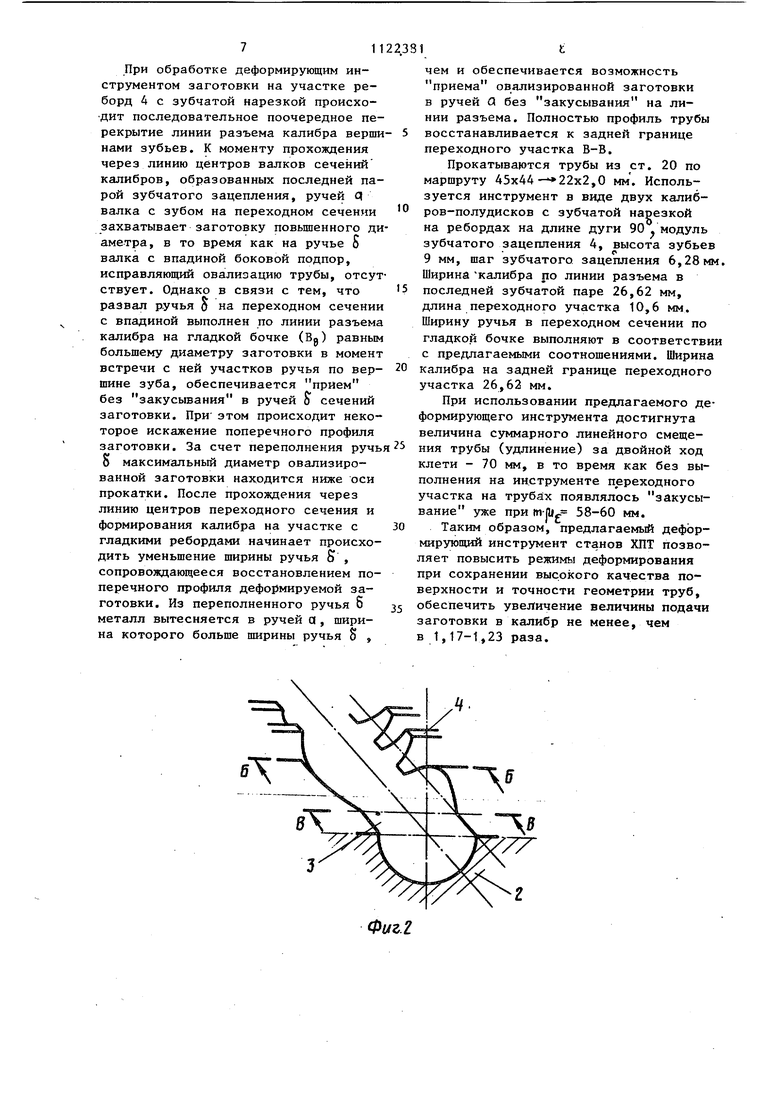
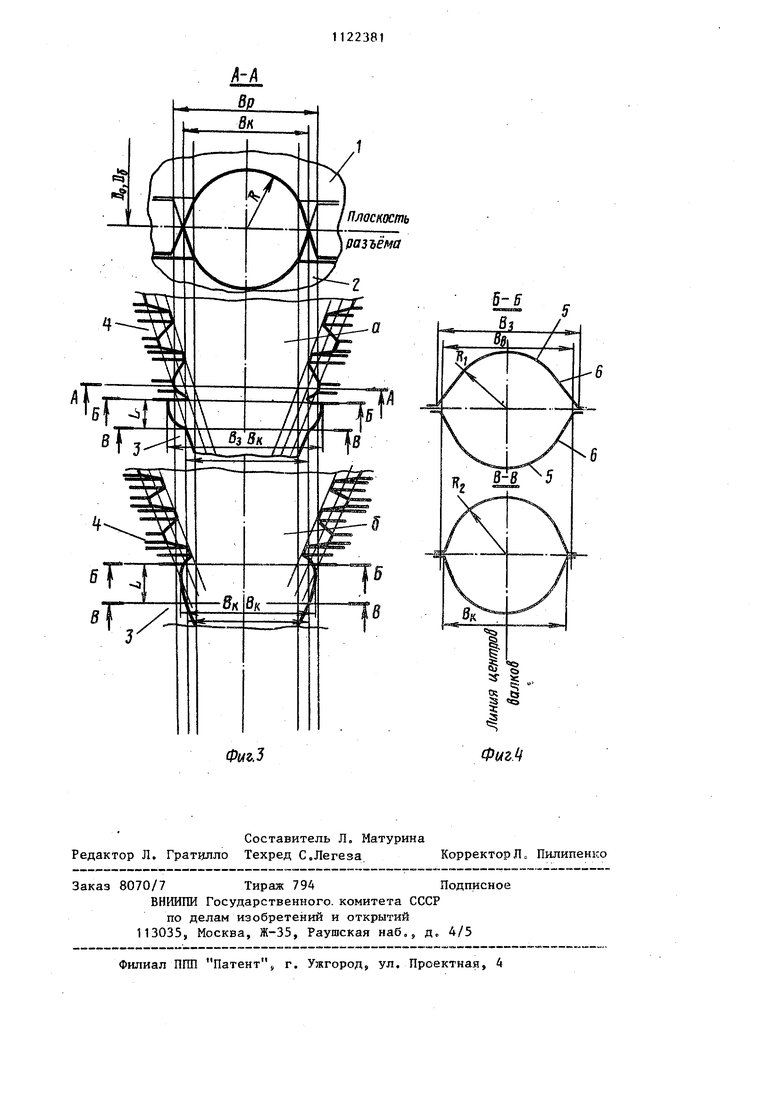
Изобретение относится к трубопрокатному производству, а более конкрет но - к калибровке основного деформирующего инструмента (валков) станов пилигримовой прокатки труб, праймущественно в холодном состоянии (станы ХПТ) . Известен деформирующий инструмент станов холодной периодической прокатки труб, включающий два валка, на каждом из которых нарезан ручей, имеющий по длине зоны редуцирования, . .обжатия, калибровки и холостые участки, образующие калибр переменного по длине рабочей части валков поперечного сечения в виде дуги окружности. с концевыми, наклонными к линии разъема калибра участками-выпусками 1 , Недостатком такого инструмента является то, что ширина калибра .(развал ручья) выполнена монотонно убывающей по длине. В результате этого инструмент не позволяет прокатывать трубы с повьппенными обжатиями, так, как увеличение подачи заготовки нав.о дит такие виды брака, как закаты, ус, вмятины и т.д. Известен деформирующий инструмент станов ХПТ, валки которого имеют ручей с зонами редуцирования, обжатия, отделки и образуют калибр с переменным поперечным профилем, причем ширина калибра увеличивается по мере удале ния от начала зоны обжатия. Выполнение в таком инструменте выпусков ка, либра увеличивающимися по мере уменьшения высоты калибра (диаметра прокатываемой заготовки на рабочем конусе позволит избежать закусывания трубы при повьш1ении подачи заготовки в ка либр, не приводит к образованию закатов и, следовательно, улучшает ка.чество поверхности трубы при повышенных режимах деформирования 2 , Однако увеличение ширины калибра по длине обжимной зоны валков (излишне большой развал ручья) способствует интенсивной овализации деформируемой трубной заготовки, резко ухудшает точность геометрии труб, приводит к возникновению на трубах продольных и поперечных трещин. Наиболее близким к изобретению по технической сущности и достигаемому результату является деформирующий инструмент для пилигримовой прокатки труб, содержащий .два валка с ручьями имеющими по окружности бочки холосто участок и рабочую зону и образующими калибр уменьшающегося поперечного сечения, и ребордами, выполненными на лине, соответствующей части рабочей зоны ручья, с зубьями, находящимися В зацеплении. В известном устройстве ширина калибра на участке с зубчатой нарезкой не совпадает с развалом ручья валков, как это имеет место на участке с гладкой бочкой.- Инструмент выполнен таким образом, что диаметр гладких реборд каждого валка равен диаметру делительной окружности зубьев, в результате чего ширина калибра по линии разъема меньше ширины ручья валков по вершине зуба. Так как первоначальный контакт деформирующего инструмента с задаваемой в него заготовкой происходит по вершине зуба, то за счет последовательного поочередного перекрытия линии разъема калибра зубьями реборд от момента встречи инструмента с заготовкой до полного формирования профиля калибра (под сформировавшимся профилем калибра рассматриваемого сечения на ручьях валков подразумевается положение этих сечений на плоскости, проходящей через линию центров валков) на участках с зубчатой нарезкой реборд обеспечивается возможность принудительного захвата более сплющенной перед очагом деформации заготовки-без ее закусывания, уменьшения овализации сечений заготовки, деформирования заготовки большего диаметра. Кроме того, снижается вероятность затекания металла в межвалковый зазор. Ширина калибра, образованного валками в плоскости, проходящей через линию их центров (по линии разъема), не влияет на условие захвата заготовки, для инструмента предлагаемой конструкции не является сдерживающим фактором при увеличении режимов деформирования и выбираетсятолько из условия обеспечения необходимой точности геометрии готовых труб L3j. Недостатком известного деформирующего инструмента станов ХПТ с зубьями на части реборд валков является невозможность существенного повьшгения режимов деформирования заготовки при его использовании. Это связано с темр что на инструменте имеется участок перехода от реборд с зубчатой нарезкой к гладким, на к.отором калибр образован последним зубом на реборде одного валка и впадиной на реборде другого. На всех последующих участках по длине рабочей зоны ширина калибра становится равной ширине развала ручья, т.е. происходит скачо геометрических размеров калибра по .ширине. До формирования калибра в переходном сечении развал ручья по вершине последнего зуба обеспечивает захват без закусывания сплющенной заготовки, в то время как профиль ручья другого калибра уже не обеспечивает бокового подпора заготовки (перекрытие линии разъема калибра отсутствует), так как переходной участок на нем завершается впадиной. Отклонения условий работы деформирующего инструмента на переходном учас ке от стационарных (последовательный перехват заготовки зубьями верхнего и нижнего валков) приводит к браку труб по качеству поверхности при уве личении подачи заготовки в калибр, что ограничивает возможности инструмента. Целью изобретения является обеспе чение возможности увеличения подачи путем предотвращения закусывания труб. Поставленная цель достигается тем что в деформирующем инструменте для пилигримовой прокатки труб, включающем два валка с ручьями, имеющими по окружности бочки холостой участок и рабочую зону и образующими калибр уменьшающегося поперечного сечения, и ребордами, выполненными на.длине, соответствующей части рабочей зоны ручья, с зубьями, находящимися в зацеплении, на участке соединения зубч тых и гладких реборд калибр выполнен с асимметричным относительно плоскос ти разъема развалом с шириной ручья в сечении с зубом, равной 1,03-1,06, а в сечении с впадиной - 0,95-0,98 ширины ручья по вершине последнего зуба, при этом калибр на длине рабочей зоны ручья с глад-кими ребордами, составляющей 0,8-3,0 шага зубчатого зацепления, имеет симметричные выпус ки и ширину, равную ширине калибра по плоскости разъема в последней зуб чатой паре. Наличие у инструмента переходного участка с такой развалкой ручья каждого из валков, которая при формировании калибра сечениями переходного участка приводит на нем ширину калибра в соответствие с максимальным диаметром овализированной заготовки, позволяет предотвратить закусывание трубы. Ширина калибра на передней границе переходного участка (переходное сечение на ребордах) максима1льно приближена к ширине ручья по вершине зуба, причем развал ручья в сечении, завершающемся зубом, больше, чем развал ручья в сечении, завершающемся впадиной, что и делает калибр асимметричным относительно линии его разь ема. На задней границе переходного участка (сечение восстановления сим метрии развала) развал ручья обоих валков становится равным ширине калибра по плоскости разъема последней зубчатой пары, т.е. переходное сечение растянуто по длине рабочей зоны в виде переходного участка. На этой длине без нарушения контакта между деформирующим инструментом и заготовкой происходит плавное восстановление щирины калибра от величины, соответствующей ширине ручья по зубу, до величины, равной ширине калибра по линии разъема. i На фиг. 1 представлен валок верхний; на фиг. 2 - валок нижний; на фиг.- 3 - верхний и нижний валки, вид в плане, разрез А-А на фиг. 4 (поперечный профиль калибра деформирующего инструмента в плоскости, проходящей через линию центров двух валков, образующих этот калибр., в момент контакта последней пары зубчатого зацепления); на фиг. 4 разрезы Б-Б и В-В на фиг. 3. На фиг. 1-4 обозначено: верхний валок 1 с переходным участком на ре-г бордах, завершающемся зубом, имеет профиль рабочей зоны ручья Я (вид со стороны заготовки), а нижний валок 2 с переходным участком на ребордах, завершающемся впадиной, имеет профиль рабочей зоны ручья 8 (вид со стороны заготовки); В - ширина калибра по линии разъема (по диаметру бочки валков либо по диаметру делительной окружности зубчатого зацепления (в последней зубчатой паре); Вр - ширина ручья валков по верщине зуба (в последней зуб чатой паре); S112 -диаметр бочки валка (гладких реборд); -диаметр делительной окружности зубчатого зацепления; -ширина ручья валка в переходком сечении5 завершающемся зубом; -ширина ручья валка в переходном сечении, завершающемся впадиной; -длина переходного участка. Деформирующий инструмент включает два валка 1 и 2, На каждом из них выполнен ручей (а иО), рабочая зона которого имеет участки с гладкими ребордами 3 и ребордами 4 с зубчатой нарезкой. Два валка своими ручьями в плоскости, проходящей через линию их центров, образуют калибр уменьшающегося по длине ручья круглого попе речного сечения с шириной по линии разъема калибра, равной В(. Профиль ручья каждого из валков образован дугами 5 окружности радиуса R, R), RT с концевыми наклонными к линии разъема, калибра участками-выпусками 6, Выпуски ручья (калибра) в любо сечении выполнены симметрично относи тельно оси центром валков. На участке реборд с зубчатой нарезкой деформ рующий инструмент находится в зубчат зацеплении, на участке с гладкими ребордами валки при формировании калибра взаимодействуют между собой по гладкой бочке диаметром Dg.Ha ручье Q валка 1 развал в переходном сечении выполнен с размером Вз («.03-.l5,06)Bn и на длине L ручья с гладкой бочкой доведен до размера В, На ручье 8 валка 2 развал в переходном сечении выполнен с размером Вп (0,95-0,, т.е. уже, чем на валке 1, но шире, чем по линии разъема калибра в последней зубчатой паре (В). На длине L ручья с гладкой бочкой этот размер также доведен до размера Вц. Такое выполнение ручья обеспечивает асимметрию калибра в переход ном.сечении относительно линии его разъема с плавным восстановлением симметрии к сечению В- 6, Размеры переходного участка L выбраны, учитывая что начальная ширина ручья в переходном сечении, заверша ющемся впадиной (валок 2, ручей о ),,, максимально приближена к ширине ручья по вершине последнего зуба зубчатого зацепления и равна 0,95-0,98 ее величины. Размеры,в указанных пределах при отсутствии перекрытия линии разъема калибра со стороны впадины обеспечивают прием в ручей валка заготовки с диаметром, захват которого обеспечивается шириной ручья по вершине последнего зуба. Выполнение размеров ниже указанных приводит к подрезу профиля овализированной заготовки кромками гладкой бочки ручья с последующим закусом заготовки. Размеры выше указанных пределов приводят к тому, что развал ручья на валке с впадиной становится настолько велик, что сформировать калибр невозможно. Начальная ширина ручья в переходном сечении, завершающемся зубом (валок 1, ручей Q ), выполняется из Зсловия предотвращения закусывания трубы при формировании калибра на участках ручья с гладкими ребордами и равна 1,03-1,06 ширины ручья по вершине последнего зуба. Размеры ручья ниже указанных пределов (т.е. выполнение калибра сиьметри ным относительно линии разъема) приводят к закусыванию овализированных сечений заготовки принятых ручьем с впадиной на переходном сечении. Размеры выше указанных пределов выполнять нецелесообразно, так как участки ручья в выпусках прекращают контактировать с заготовкойS что не обеспечивает выравнивание овализации профиля заготовки. Длина участка соединения зубчатых и гладких реборд переходного участка L выбрана из реаленьк размеров известного деформирующего инструмента, где размеры зубчатого зацепления на последнем увязаны с режимами дефорирования , в частности с подачей заготовки в калибр. Выполнение длины участка в указанных пределах (058-3,0 шага зубчатого зацепления) обеспечит плавное восстановление ширины калибра при широком диапазоне величин подачи заготовки, Верхний предел размеров используется для более высоких значений подач на станах крупньос типоразмеров, нижний предел - соответственно для станов малых, типоразмеров., Деформирующий инструмент работает ледующим образом. 711 При обработке реформирующим инструментом заготовки на участке реборд 4 с зубчатой нарезкой происходит последовательное поочередное перекрытие линии разъема калибра верши нами зубьев. К моменту прохождения через линию центров валков сечений калибров, образованных последней парой зубчатого зацепления, ручей Р валка с зубом на переходном сечении захватывает заготовку повьшенного ди аметра, в то время как на ручье 6 валка с впадиной боковой подпор, исправляющий овализацию трубы, отсут ствует. Однако в связи с тем, что раэвал ручья 5 на переходном сечении с впадиной выполнен по линии разъема калибра на гладкой бочке (Bg) равным большему диаметру заготовки в момент встречи с ней участков ручья по вершине зуба, обеспечивается прием без закусывания в ручей о сечений заготовки. При этом происходит некоторое искажение поперечного профиля заготовки. За счет переполнения ручь S максимальный диаметр овализированной заготовки находится ниже оси прокатки. После прохождения через линию центров переходного сечения и формирования калибра на участке с гладкими ребордами начинает происходить уменьшение ширины ручья S , сопровождающееся восстановлением поперечного профиля деформируемой заготовки. Из переполненного ручья 6 металл вытесняется в ручей а, ширина которого больше ширины ручья S , 1 чем и обеспечивается возможность приема овализированной заготовки в ручей Я без закусывания на линии разъема. Полностью профиль трубы восстанавливается к задней границе переходного участка В-В. Прокатываются трубы из ст. 20 по маршруту 45x44- 22x2,0 мм. Используется инструмент в виде двух калибров-полудисков с зубчатой нарезкой на ребордах на длине дуги 90 .модуль зубчатого зацепления 4, высота зубьев 9 мм, шаг зубчатого зацепления 6,28мм. Ширина калибра по линии разъема в последней зубчатой паре 26,62 мм, длина переходного участка 10,6 мм. Ширину ручья в переходном сечении по гладкой бочке выполняют в соответствии с предлагаемыми соотношениями. Ширина калибра на задней границе переходного участка 26,62 мм. При использовании предлагаемого деформирующего инструмента достигнута величина С5гммарного линейного смещения трубы (удлинение) за двойной ход клети - 70 мм, в то время как без выполнения на инструменте переходного участка на трубах появлялось закусывание уже при m-jlif- 58-60 мм. Таким образом, предлагаемый деформирующий инструмент станов ХПТ позволяет повысить режимы деформирования при сохранении высокого качества поверхности и точности геометрии труб, обеспечить увеличение величины подачи заготовки в калибр не менее, чем в 1,17-1,23 раза.

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Валок для периодической прокатки труб | 1981 |
|
SU1066681A1 |
| Калибр для продольной прокатки труб | 1980 |
|
SU899173A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2266167C1 |
| Технологический инструмент для продольной горячей прокатки труб | 1989 |
|
SU1729636A1 |
| Способ продольной прокатки труб | 1986 |
|
SU1366248A1 |
| ИНСТРУМЕНТ ДЛЯ ПРОСЕЧКИ ПОЛОСОВОЙ СТАЛИ | 1998 |
|
RU2123404C1 |
| Валок для пилигримовой прокатки труб | 1978 |
|
SU768499A1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| Технологический инструмент редукционного стана | 1982 |
|
SU1071335A1 |
ДЕФОРМИРУНЦЙЙ ИНСТРУМЕНТ ДЛЯ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ, включающий два валка с ручьями, имеющими по окружности бочки холостой участок и рабочую зону и образующими калибр бх уменьшающегося поперечного сечения, и ребордами, выполненными на длине, соответствующей части рабочей зоны ручья, с зубьями, находящимися в зацеплении, отличающийся тем, что, с целью обеспечения возможности увеличения подачи путем предотвращения закусывания труб, на участке соединения зубчатых и гладких реборд калибр выполнен с асимметричным относительно плоскости разъема развалом с шириной ручья в сечении с зубом, равной 1,03-1,06, а в сечении с впадиной - 0,95-0,98 ширины ручья по вершине последнего зуба, при этом калибр на длине рабочей зоны ручья j с гладкими ребордами, составляклцей (Л 0,8-3 шага зубчатого зацепления, имеет симметричные выпуски и ширину, равную ширине калибра по плоскости разъема в последней зубчатой паре. Фиг,.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
