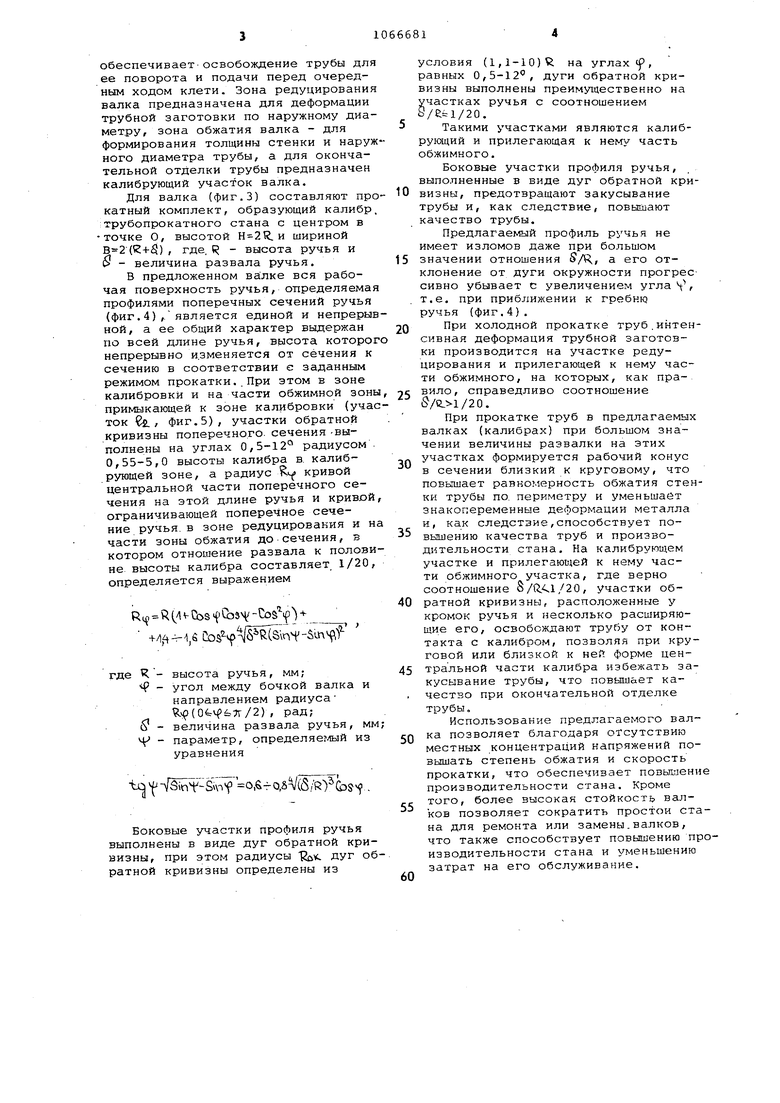
Изобретение относится к трубопр катному производству, в частности к валкам для периодической прокатки труб, например,на пилигримовых станах. Деформация металла при периодической прокатке труб осуществляется в валках (сегментах, полудисках и т.п.), имеющих ручей с умень шающимся поперечным сечением. От профиля ручья валка в значительной степени зависят производит ность стана, стойкость валков, качество прокатываемых труб и другие технико-экономические показатели процесса прокатки труб. Известны валки для пильгерной прокатки труб, содержащие ручей с уменьшающимся поперечным сечением, профиль которого в поперечном сечении имеет форму полуокружности с выпусками til. Недостатком этих валков является неравномерное распределение величины деформации по окружности рабочих участков ручья валков, что приводит к потере устойчивости про филя трубы и снижению точности про ка тываемых труб. Наиболее близким по технической сущности к предлагаемому является валок для периодической прокатки труб, имеющий бочку и по ее окружности ручей уменьшающегося в зонах редуцирования и обжатия до зоны ка либровки поперечного сечения, огра ниченного кривой, центр радиуса ко торой лежит в вертикальной плоскос ти симмеТрии калибра, а в зоне, примыкающей к зоне калибровки, поперечное сечение ручья имеет участ обратной кривизны, примыкающие к бочке С21 . Валок имеет сложную форму ручья с различной геометрией участков профиля, что исключает возможность непрерывного и плавного изменения условий течения металла вдоль и поперек ручья. Зоны стыков между учас ками ручья, приходится обрабатывать вручную, что создает практически не поддающиеся учету местные измене ния условий прокатки, при прокатке ,ухудшаются условия работы валка, та как на участках рабочего конуса, на ходящихся в выпусках ручья, на поверхности ручья валка создаются сосредоточенные нагрузки, приводящие к местному износу. Все это снижает производительность стана и ухудшает качество труб, в особенности труб высокой точности. Кроме того, разнородная геометрия отдельных участков профиля усложняет обработку ручья, вызывая необходимость изменять настройку станка на различных участ ках и дополнительно обрабатывать вручную стыки участков. Целью изобретения является улучшение качества прокатываемых труб и повышение производительности стана. Это достигается тем, что в валке для периодической прокатки труб, имеющем бочку и по ее окружности ручей уменьшающегося в зонах редуци рования и обжатия до. зоны калибровки поперечного сечения, ограниченного кривой, центр радиуса которой лежит в вертикальной плоскости симметрии калибра, а в зоне, примыкающей к.зоне калибровки, поперечное сечение ручья имеет участки обратной кривизны, примыкающей к бочке, в зоне калибровки и на части обжимной зоны, примыкающей к зоне калибровки, участки обратной кривизны попегречного сечения выполнены на углах 0,5-12° радиусом 0,55-5,00 вы-соты калибра в калибрующей зоне, а радиус кривой центральной части поперечного сенения на этой длине ручья и кривой, ограничивающей поперечное сечение ручья в зоне редуцирования и -на части зоны обжатия до сечения, в котором отношение развала к половине высоты калибра составляет 1/20, определен выражением R(t-vCQS((CbsSJ-Co& tp) -1. ft-, ()n/8 QGSiVif -Smtff где С - высота ручья, мм; f - угол между бочкой валка и направлением радиуса Rv(), рад; С - величина развала ручья, мм; Ф - параметр, определяемый из уравнения t -{sinY : Sin(,S-Q.) . Такое выполнение валка позволяет повысить скорость прокатки и качество труб. На фиг.1 представлен валок, общий ВИД; на фиг.2 - разрез А-А на фиг.1; на фиг.З - калибр в сборе, сечение; на фиг.4 - совмещенные сечения Б-Б и В-В (представлена половина профиля ручья в увеличенном масштабе) ; на фиг.5 - развертка поверхности бочки валка. Валок для периодической прокатки труб имеет бочку 1 и по ее окружности ручей 2 уменьшающегося сечения в-трех основных зонах (фиг.2 и 5): редуцирования р , обжатия Со и калибрующей (1к, Участок холосто- . го хода у не является рабочим и обеспечиваетосвобождение трубы дл ее поворота и подачи перед очередным ходом клети. Зона редуцировани валка предназначена для деформации трубной заготовки по наружному диа метру, зона обжатия валка - для формирования толщины стенки и нару ного диаметра трубы, а для окончательной отделки трубы предназначен калибрующий участок валка. Для валка (фиг.З) составляют пр катный комплект, образующий калибр трубопрокатного стана с центром в точке О, высотой . и шириной (K+S) , где. ( - высота ручья и 6- - величина развала ручья. В предложенном ва:лке вся рабочая поверхность ручья, определяема профилями поперечных сечений ручья (фиг. 4) ,.является единой и непреры ной, а ее общий характер выдержан по всей длине ручья, высота которо непрерывно и.эменяется от сечения к сечению в соответствии с заданным режимом прокатки. При этом в зоне калибровки и на части обжимной зон примыкающей к зоне калибровки (уча ток , фиг. 5), участки обратной кривизны поперечного, сечения -выполнены на углах 0,5-12 радиусом 0,55-5,0 высоты калибра в. калибрующей зоне, а радиус Ry кривой центральной части поперечного сечения на этой длине ручья и криво ограничивающей поперечное сечение ручья, в зоне редуцирования и части зоны обжатия до сечения, s котором отношение развала к полов не высоты калибра составляет 1/20 определяется выражением R (l V Cbs «f ОзЗН/-Cos if) WR SinM-SuA J где R - высота ручья, мм; Ч - угол между бочкой валка и направлением радиуса Щ(, рад; 6 - величина развала ручья, м V - параметр, определяег ий из уравнения ti f -VSkVt-Svuf 0,«- (/(«f.. Боковые участки профиля ручья выполнены в виде дуг обратной кри визны, при этом радиусы Ra. дуг о ратной кривизны определены из условия (1,1-10) на углах f, равных 0,5-12, дуги обратной кривизны выполнены преиму1чественно на участках ручья с соотношением 8/ fcl/20. Такими участками являются калибрующий и прилегающая к нему часть обжимного. Боковые участки профиля ручья, выполненные в виде дуг обратной кривизны, предотвращают закусывание трубы и, как следствие, повышают качество трубы. Предлагаемый профиль ручья не имеет изломов даже при большом значении отношения S/X, а его отклонение от дуги окружности прогрессивно убывает с увеличением угла Vf т.е. при приближении к гребню ручья (фиг.4). При холодной прокатке труб.интенсивная деформация трубной заготовки производится на участке редуцирования и прилегающей к нему части обжимного, на которых, как правило, справедливо соотношение . При прокатке труб в предлагаемых валках (калибрах) при большом значении величины развалки на этих участках формируется рабочий конус в сечении близкий к круговому, что повышает равномерность обжатия стенки трубы по, периметру и уменьшает знакопеременные деформации металла и, как следствие,способствует повышению качества труб и производительности стана. На калибрующем участке и прилегающей к нему части обжимного участка, где верно соотношение S/QA1/20, участки обратной кривизны, расположенные у кромок ручья и несколько расширяющие его, освобождают трубу от контакта с калибром, позволяя при круговой или близкой к ней форме центральной части калибра избежать закусывание трубы, что повышает качество при окончательной отделке трубы. Использование предлагаемого валка позволяет благодаря отсутствию местных концентраций напряжений повышать степень обжатия и скорость прокатки, что обеспечивает повьтаение производительности стана. Кроме того, более высокая стойкость валков позволяет сократить простои стана для ремонта или замены.валков, что также способствует повышению производительности стана и уменьшению затрат на его обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий инструмент для пилигримовой прокатки труб | 1983 |
|
SU1122381A1 |
| Валок для холодной прокатки труб | 1979 |
|
SU884751A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| Ручей валка для пилигримовой прокатки труб | 1976 |
|
SU670350A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Ручей пилигримового валка | 1981 |
|
SU988392A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| ВАЛОК ПИЛИГРИМОВОГО СТАНА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32 И 630×28-32 мм ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК ИЗ ГИЛЬЗ И ПОЛЫХ СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА РАЗМЕРОМ 690×вн.590×3300-3500, 700×вн.580×3200±50 И 720×вн.600×3200±50 мм | 2012 |
|
RU2523379C2 |
| Валок для редуцирования труб | 1976 |
|
SU590025A1 |


ВАЛОК ДЛЯ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ, имеющий бочку и по ее окружности ручей уменьшающегос в зонах редуцирования и обжатия д зоны калибровки поперечного сечен ограниченного кривой, центр радиуса которой лежит в вертикальной плоскости симметрии калибра, а в зоне,- примыкающей к зоне калибров ки, поперечное сечение ручья имее участки обратной кривизны, примыкающие к бочке, отличающийся тем, что, с целью улуч ния качества прокатываемых труб и повышения производительности стана, в зоне калибровки и на части обжимной зоны, примыкающей к зоне кашибровки, участки обратной кривизны поперечного сечения выполнены на углах 0,5-12° радиусом 0,555,00 высоты калибра в калибрующей зоне, а радиус Rvp кривой центральной части поперечного сечения на этой длине ручья и кривой, ограничивающей поперечное сечение ручья в зоне редуцирования и на части, зоны обжатия до сечения, в котором отношение развала к половине высоты калибра составляет 1/20, определен выражением R R (Н Cos tf С05Ч - + (.nipF гдеЯ - высота ручья, мм; - угол между бочкой валка и направлением радиуса . Sicp
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Кофф З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| Свердловск, Металлургиздат, 1962, с.168-169 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Валок для пильгерной прокатки труб | 1974 |
|
SU500826A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
