4
О
Сд
00
«п
Изобретение относится клитейному
ПДЗОИЗВОДСТВУ, в частности к ИЗГОТОВ-
лению литых заготовок деталей армату - ры, имеющих несколько тепловых узлов
Цель изобретения - увеличение коэффициента использования жидкого металла и снижение трудоемкости отрезки прибылей и зачистки отливки.
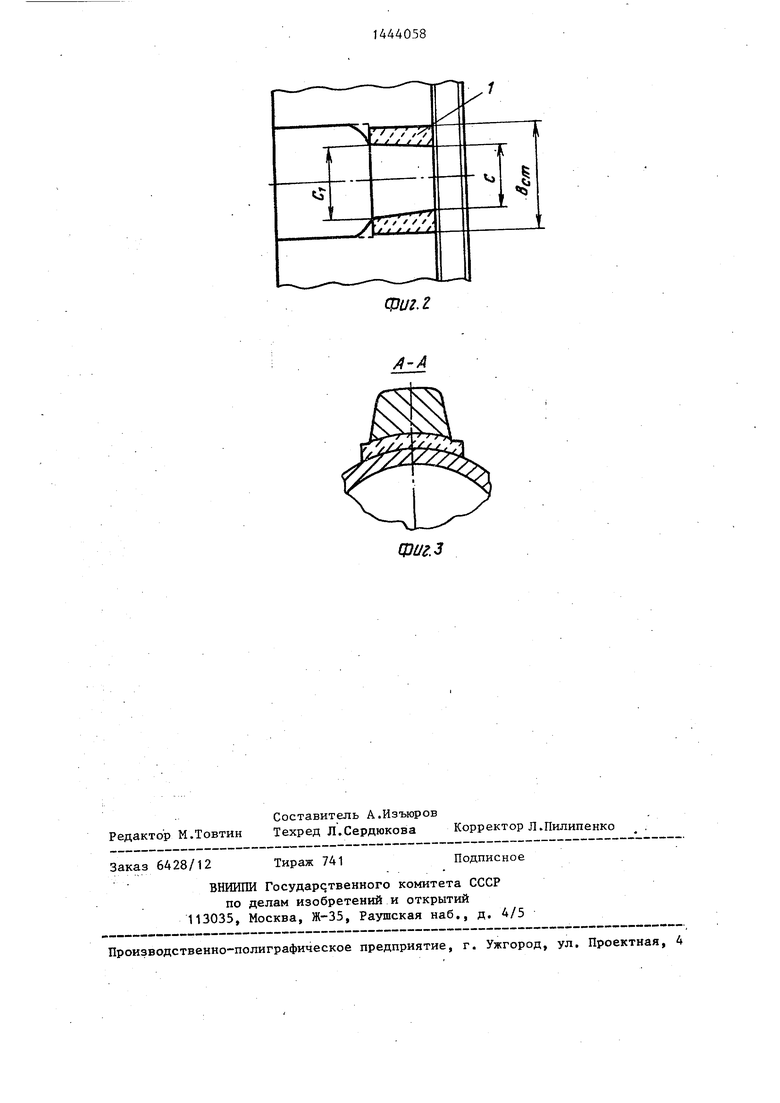
На фиг.1 показан главньй вид при- бьши с питающими элементами и тепловыми узлами отливки, разрез; на фиг.2 - то же, вид сверху;на фиг.З - разрез А-А на фиг.1.
Прибыль содержит питающий эле- мент 1, расположенный над центральным тепловым узлом 2 отливки 3, и подводящие элементы, вьшолненные в |виде технологических приливов 4, соединяющих центральный 2 и периферий- ные 5 тепловые узлы отливки. Технологические приливы 4 отделены от рабочей полости 6, расположенной между тепловыми узлами 2 и S, разделительн стержнем 7.
Жидкий металл из питающего элемента 1 поступает по каналам 4 и 6 к периферийным тепловым узлам 5 отливки и компенсирует в них объемнувз . усадку. Условия направленного затвер давания в отливке сохраняются при соотношении минимальной толщины технологического прилива Н (фиг.1).к максимальной толщине питаемого узла, соответствующей диаметру вписанно- .го круга (Д), равной или больще 1,2 (Н Э: 1J 2Д) . Минимальная ширина прилива (с) выбирается в зависимости от большего габаритного размера узла
(в) и должна быть не менее 0,15 В (С 5 0,15В).
При изготовлении отливки фланцевого корпуса задвижки с диаметром магистрального прохода 300 мм (ДУЗОО) из нержавеющей и углеродистой марок С уали высота технологического прилива К 42 мм, Н/2 46 мм, Н J 50мм Н4 55 мм. Ну 60 мм.
При этом выявлено, что при Н 42 мм, Н 46 мм после удаления
Q
5 0 5
о
5
0
5
в отливке прибыли и питающего прилива, механической обработки фланца, в месте их сопряжения (соприкосновения) на фланце наблюдались дефекты усадочного характера. При Н 50мм, Н.4. 55 мм, И ff 60 мм подобные де-: фекты не обнаруживались. При этом параметры металла и формы не изменялись.
В производственных условиях изготовлена партия отливок корпусов задвижек ДУЗОО-350 мм из углеродистой и нержавеющей сталей, с питанием от одной прибыли на -теле отливки. Индивидуальные прибыли на фланцах были сняты.
Использование предлагаемой прибыли позволит снизить расход жидкого металла за счет ликвидации индивидуальных прибылей, с повышением выхода годного до 70-75%; увеличить ко- личество отливок в форме за счет освобождения площади от индивидуальных прибылей; снять припуск на обраг ботку на фланцах, где ранее устанавливались индивидуальные прибыли; снизить трудозатраты на тяжелых операциях отрезки и зачистки отливок, 2. также их механической обработки.
Формула изобретения
Прибыль для питания отливок, име- ющих несколько тепловых узлов, содержащая питающий и подводящие элементы, отличающаяся тем, что, с целью увеличения коэффициента использования металла и снижения трудоемкости отрезки прибылей и зачистки отливок, питающий элемент распо- ложен над центральным тепловым узлом отливки, а подводящие элементы выполнены в виде технологических приливов, соединяющих питающий элемент с периферийньми тепловыми узлами отливки и отделенных от отливки раз-; делительными стержнями.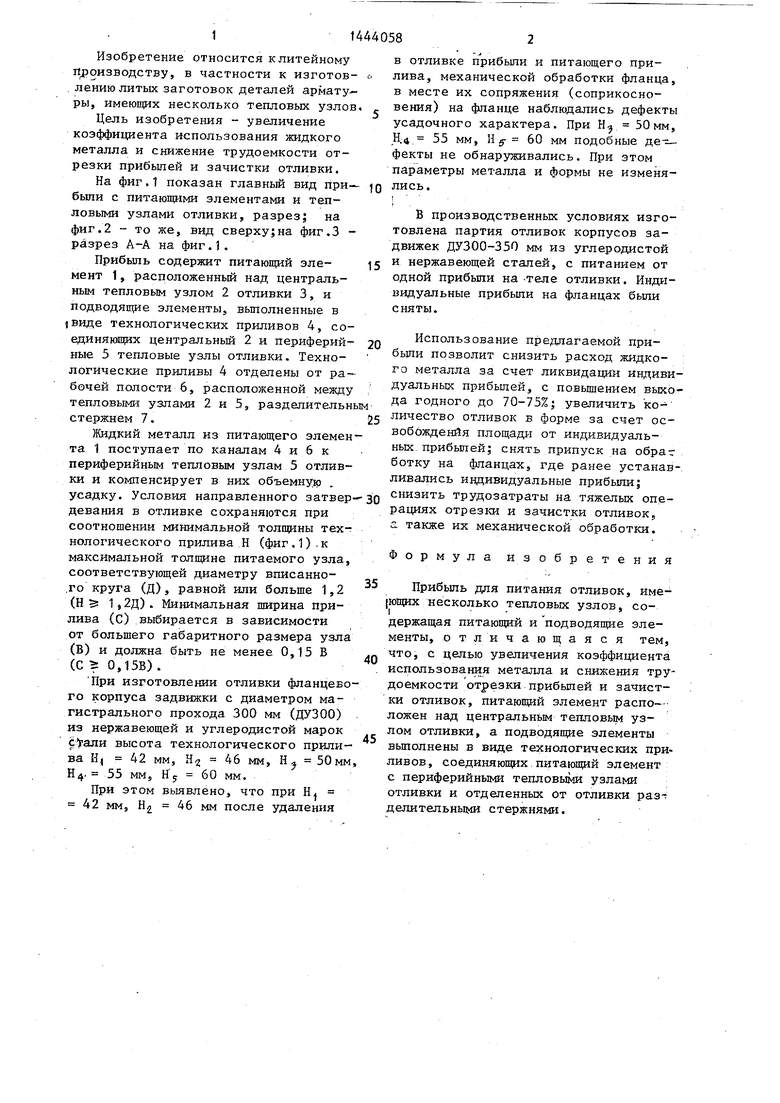
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРХНЯЯ КОНИЧЕСКАЯ КОЛЬЦЕВАЯ ПРИБЫЛЬ ДЛЯ ПОЛУЧЕНИЯ В КЕРАМИЧЕСКИХ ФОРМАХ ОТЛИВОК | 1992 |
|
RU2026130C1 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| Отливка | 1982 |
|
SU1082556A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная форма | 1986 |
|
SU1405944A1 |
| ЗАКРЫТАЯ АТМОСФЕРНАЯ ПРИБЫЛЬ | 1992 |
|
RU2074785C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| ВЕРХНЯЯ ПРИБЫЛЬ СО СФЕРИЧЕСКИМ ВЕРХОМ | 1992 |
|
RU2080960C1 |
Изобретение относится к .литейному производству, в частности к изготовлению литых заготовок деталей арматуры, имеющих несколько теп- левых узлов. Цель изобретения - увеличение коэффициента использования металла и снижение трудоемкости от- резки прибьией и зачистки отливок. Прибыль содерШ 1Т питающий элемент 1, расположенный над центральным тепло - вым узлом 2 отливки 3, и подводя1цие элементы, выполненные в виде технологических приливов 4, соединяющих центральньш 2 и периферийные 5 теп ловые узлы отливки. Технологические приливы 4 отделены от рабочей поло- сти 6, расположенной между теп.повыми узлам 2 и 5, разделительным стержнем 7. Суммарная площадь сечения технологического прилива и рабочей полости, расположенной под ним,равна или больше 1, 2 максимальной площади сечения питаемого узла. Использование предлагаемой прибыли позволяет снизить расход жидкого металла, увеличить количество отливок в формах и снизить трудозатраты на операцию отрезки прибыли от отливки. 3 ил. с «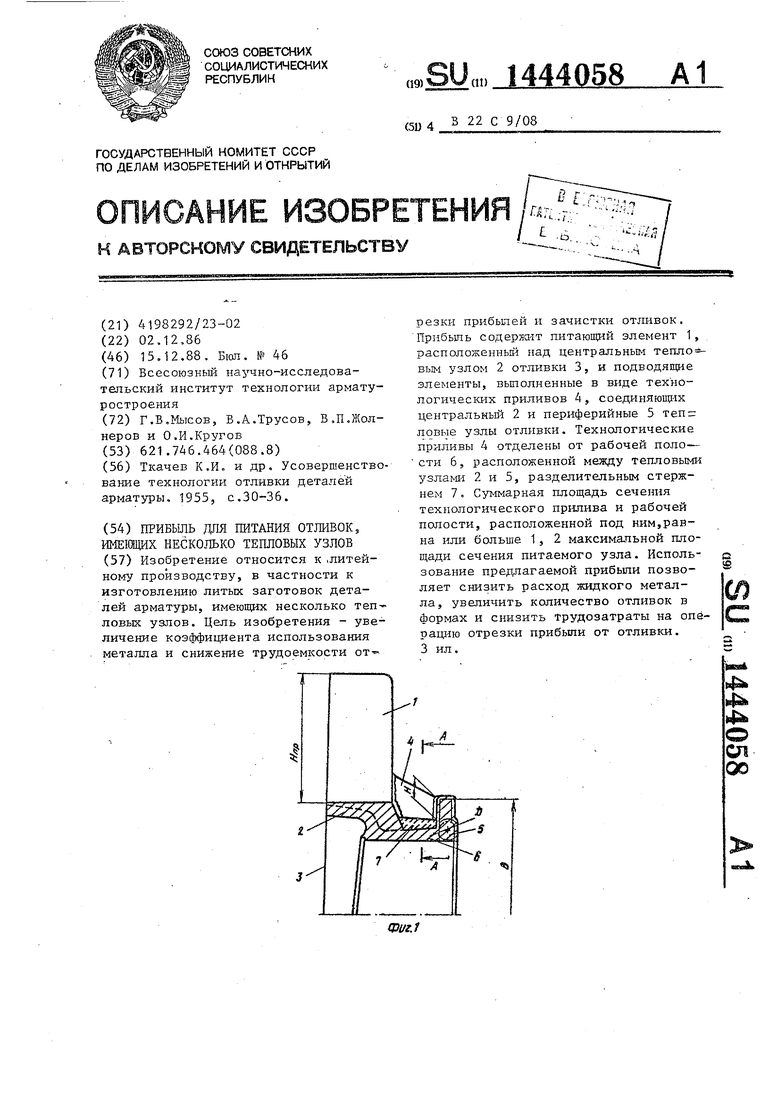
Составитель А.Изъюров Редактор М.Товтин Техред Л.Сердюкова Корректор л.Пилипенко
Заказ 6428/12
Тираж 741
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Ш1/г.з
Подписное
| Ткачев К.И | |||
| и др | |||
| Усовершенствование технологии отливки деталей арматуры | |||
| Двухступенное или многоступенное гидравлическое инжекционное устройство для сжатия воздуха и других газов, с применением насосов для постоянного поддержания циркуляции в нем жидкости | 1925 |
|
SU1955A1 |
