Изобретение относится к литейному производству, в частности к конструк ции отливок из черных и цветных сплавов, и может быть использовано в различных отраслях машиностроения. Известна отливка с тепловым узлом постоянной величины на всем протяжении сочленения, в которой элементы и плавный переход между ними (закругление внутреннего угла) имеет величи ны, соответствующие расчетным раз мерам детали lj . Недостатком известной отливки является то, что устранение образовани усадочных дефектов в элементах сочленения с таким тепловым узлом требует высокого расхода жидкого металл обусловленного необходимостью рассредоточенной установки достаточно большого количества прибылей. Известна отливка с тепловым узлом и плавным переходом (закругление вну реннего угла) между элементами сочленения, в которой каждый последующий элемент является питающим для предшествующего. Толщина питающего элемента устанавливается такой, чтобы обеспечить в процессе затвердевания отливки получение плотного металла в питаемом элементе сочленения 2 . Недостатком такой отливки является увеличение трудоемкости механической обработки, размеров и веса де Наиболее близкой к предлагаемой по технической сущности является отливка, содержащая обод с тепловым узлом, имеющим переменное сечение, сужающееся в сторону, противоположну про расположению прибыли 3j . Недостатками такой отливки являют ся трудоемкость механической обработ ки и увеличение размеров, веса отливки и расхода жидкого металла на ее питание.
Цель изобретения - снижение веса отливки.
Указанная цель достигается тем, что в отливке,преимущественно зубчатых колес, включающей обод, соединенну1б с ним ступицу, тепловой узел переменного сечения и прибыль, размещенную на ободе со стороны противоположной максимальному сужению теплового узла переменного сечения, теп ловой узел переменного сечения смещен в сторбну ступицы.
Качество отливки с протяженным сочленением предлагаемого устройства проверено на однодисковом зубчатом колесе из стали с нормальным модулем 14 мм, числом зубьев 48, шириной колеса 220 мм, внутренним диаметром ступицы 125 мм и расчетным весом 260 кг..
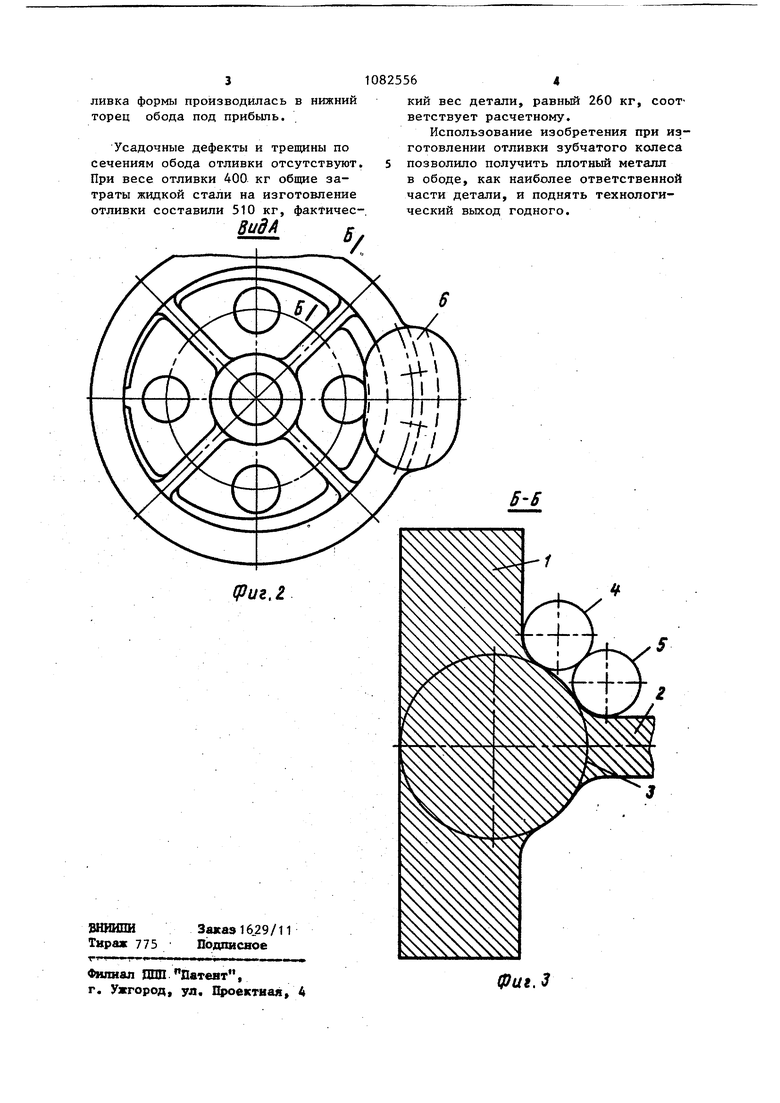
Отливка питалась одной горизонтально-цилиндрической прибылью, установленной на верхнем торце обода. ЗаНа фиг.1 показана отливка, разрез на фиг. 2 - вид по стрелке А на фиг.1 на фиг. 3 - сечение Б-Б на фиг. 2. Отливка содержит сочленение элементов 1 и 2, плавный переход между которыми выполнен дугой теплового узла 3 и дугами окружностей 4 и 5, и прибыль 6. Толщина элементов 1 и 2, величина радиусов окружностей 4 и 5 соответствуют расчетным размерам конструкции детали с учетом необходимых припусков на механическую обработку, а . диаметр окружности теплового узла 3, равный ширине нижнего основания прибыли 6 для сечения в центре участка действия прибыли, равномерно уменьшается до величины диаметра окружности, вписанной в сочленение при известном плавном переходе для сечения на границе этого участка. В предлагаемой отливке с тепловым узлом затвердевание сочленения элементов 1 и 2 происходит в направлении центра участка действия прибыли 6, а ,в сечениях - в направлении теплового узла 3. Увеличение теплового узла за счет наиболее прогреваемой части внутреннего угла при известном плавном переходе, его расширение в пределах этой величины раздвигает границы участка действия прибыли. Плавный переход в предлагаемой отливке с тепловым узлом, сокращая разницу в скорости затвердевания и кристаллизации поверхностных слоев металла смежных участков внутреннего угла, способствует получению отливки без трещин. Направленное затвердевание металла, достигаемое таким устройством сочленения, позволяет получить плотный металл в ответственных элементах отливки установкой меньшего количества прибылей и с меньшими затратами жидкого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИТАЮЩАЯ СИСТЕМА | 2021 |
|
RU2826644C2 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная форма для изготовления зубчатых колес | 1979 |
|
SU776744A1 |
| ОБОГРЕВАЕМАЯ ПРИБЫЛЬ | 1994 |
|
RU2084307C1 |
| Надрессорная балка | 2017 |
|
RU2654233C1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| ВЕРХНЯЯ КОНИЧЕСКАЯ КОЛЬЦЕВАЯ ПРИБЫЛЬ ДЛЯ ПОЛУЧЕНИЯ В КЕРАМИЧЕСКИХ ФОРМАХ ОТЛИВОК | 1992 |
|
RU2026130C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2017 |
|
RU2667016C1 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
ОТЛИВКА.преимущественно зубчатых колес, включающая обод, соединенную с ним ступицу, тепловой узел переменного сечения и прибыль, размещенную на ободе со стороны, противоположной максимальному сужению теплового узла переменного сечения, о т ли.чающаяся тем, что, с целью снижения веса отливки, тепловой узел переменного сечения смещен в сторону ступицы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Макисменко Г.А | |||
| Литье стальных зубчатых колес без подприбьшьных напусков | |||
| - Литейное производство, 1978, № 2, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и- др | |||
| Конструирование технологических отливок стальных зубчатых колес | |||
| - Литейное производство, 1980, № 4, с | |||
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| От отношении высоты прибыли к ее ширине на стальньк отливках | |||
| - Литейное производство, 1971, № 7, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
