4
и 4 00 9д
Изобретение относится к литейному производству.
. Цель изобретения - повышение качества модифицирования.5
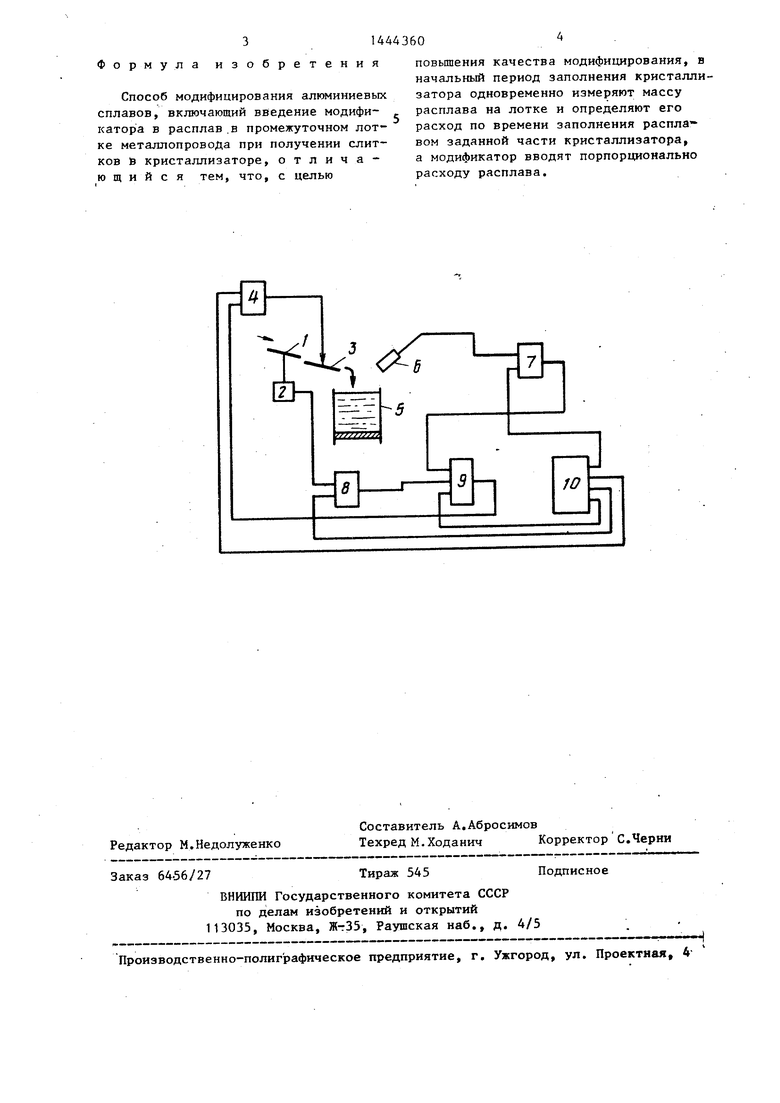
На чертеже приведена структурная схема устройства, реализующего способ.
Устройство состоит из измерительного лотка 1, установленного на силоиз- мерительный датчик 2, промежуточного JQ лотка 3, на который вводится модификатор блоком 4 подачи лигатуры, кристаллизатора 5, датчика 6 уровня, таймера 1, преобразователя 8 сигнала силоиз- мерительного датчика, вычислительного. 15 блока 9, блока 10 управления.
Устройство работает следующим образом.
По команде блока 10 управления начинается истечение расплава через 20 измерительный и промежуточный лотки 1 и 3 в кристаллизатор 5. Кроме того, начинает работу таймер 7. Выбранный объем кристаллизатора заполняется в течение времени t , что контролирует - 25 ся датчиком 6. Сигнал последнего прекращает работу таймера 7, информатдая о t поступает в вычислительный блок 9 .
Блок 9 определяет величину измеренного расхода расплава30
Q«,. .
где га - масса расплава в выбранном
объеме кристаллизатора. Одновременно с началом истечения расплава производится измерение скорог- сти течения V расплава с помощью измерительного лотка I по сигналу силоиз- мерительного датчика 2. Сигнал послед-г него, пропорциональный расходу рас- дд плава на лотке,, через преобразователь 8 (выходного сигнала силоизмеритель- ного датчика в код) поступает в блок 9.
Q
t«y
V m Кг,
т - масса расплава на лотке;
К - конструктивны параметр,
зависящий от угла установки лотка, качества его поверхно-50 сти, жидкотекучести расплава:
1 - длина измерительного лотка.
Из равенства Qu. и Qayi, следует
VujJX.
KmJ
что является основой для вычисления, блоком 9 значения V, т.е. сигнал, пропорциональный расходу Q«, усиливают обратно пропорционально сигналу, соответствующему массе расплава mj. на лотке в начальный период истечения.
Таким образом произведена тарировка расходомера, который далее производит непрерьшное измерение расхода расплава Q«.
ТекуоАий расход П,, , зная , равен
О V --- п-ек I
taK как расход лигатуры 0 обычно задается процентным соотношением Z, то имеем
Q лил. ZQ ntsu
Расход лигатуры, с другой стороны, равен
Qrfoi т„П,
где т - масса одного витка лигатуры
на барабане блока 4; п - число оборотов в минуту
(секунду) подающего барабана Решая совместно последние выражения относительно п, получают
niju
где 7. ;
- содержание определенного
компонента в лига туре (например Ti ).
Согласно последнему - усиливают сигнал, соответствующий массе в текущий момент пропорционально сигнаО у
лу и требуемому технологическому
1 го JL
параметру , учитьшающему заданное соотношение между расходами расплава и лигатуры, т.е. получают сигнал п, пропорциональный скорости вращения привода подачи лигатуры. Далее в случае изменения величины , что адекватно изменению расхода Q fy,g, непрерывно корректируется п, т.е. темп подачи лигатуры.
Таким о бразом поддерживается непре- рьшная пропорциональность между расходами расплава и лигатуры, вводимой Б него на промежуточном лотке.
Способ опробован в лабораторных услоззиях при изменении текущего расхода расплава в диапазоне i 40%. При этом погрешность в темпе подачи лигатуры составила jf (0,5-1,0)%.
Формула изобретения
Способ модифицирования алюминиевых сплавов, включающий введение модификатора в расплав .в промежуточном лотке металлопровода при получении слитков и кристаллизаторе, отличающийся тем, что, с целью
повьшения качества модифицирования, в начальный период заполнения кристаллизатора одновременно измеряют массу расплава на лотке и определяют его расход по времени заполнения распла вом заданной части кристаллизатора, а модификатор вводят порпорционально расходу расплава.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения лигатуры для модифицирования силуминов | 1990 |
|
SU1744132A1 |
| Способ управления процессом непрерывной разливки металла в неподвижный кристаллизатор и устройство для его осуществления | 1987 |
|
SU1447551A1 |
| Расходомер сыпучих материалов | 1984 |
|
SU1174767A1 |
| Цифровое устройство для управления машиной непрерывного литья заготовок | 1989 |
|
SU1632621A1 |
| Способ определения массы и силы натяжения ленты и устройство для его осуществления | 1987 |
|
SU1538056A1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| Способ непрерывного горизонтального литья заготовок из чугуна | 1987 |
|
SU1519829A1 |
| Литниковая система | 1988 |
|
SU1616773A1 |
| Устройство для измерения и контроля расхода моторного масла | 1988 |
|
SU1597571A1 |
| Способ модифицирования чугуна | 1988 |
|
SU1627562A1 |
| Способ легирования сплавов при разливке | 1983 |
|
SU1167211A1 |
