Изобретение относится к технике для непрерывной разливки металла, в частности к оборудованию для контроля и регулирования процесса литья.
Цель изобретения - повьшение качества слитка.
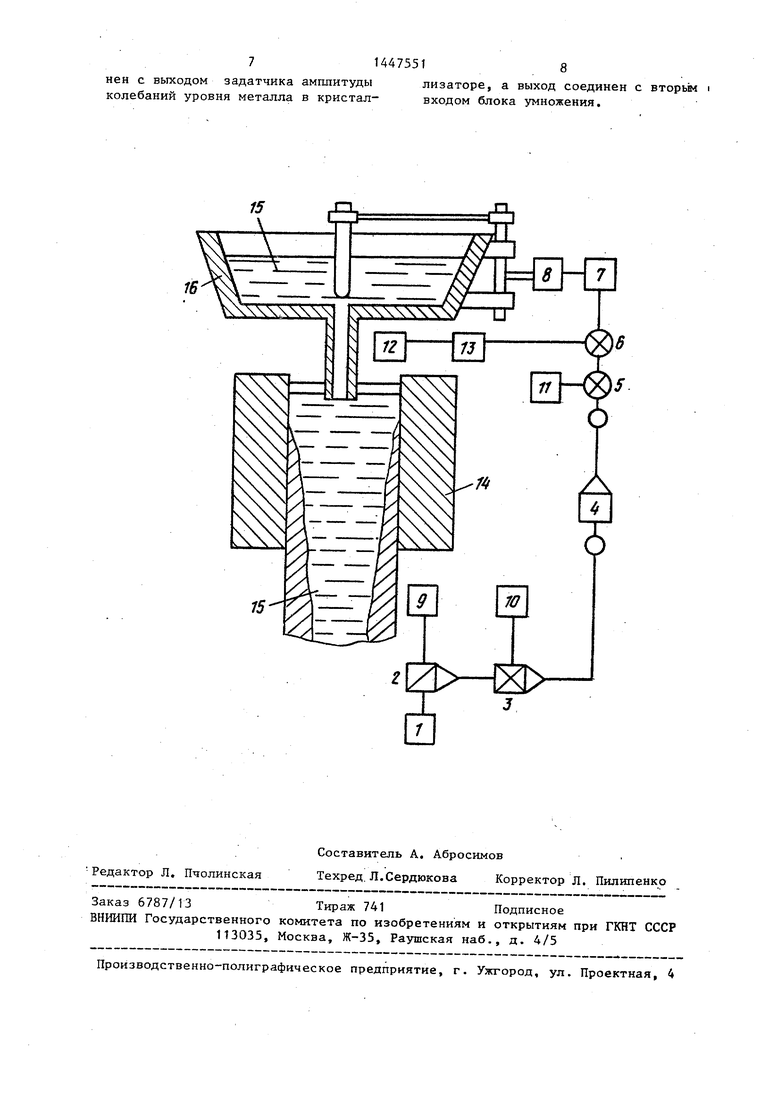
На чертеже приведена функциональная схема устройства для осуществления способа,
Устройство содержит задатчик 1 амплитуды качания, последовательно соединенные блок 2 деления, блок 3 умножения, функциональный преобразователь 4, сумматор 5, блок 6 сравнения, уси- литель 7, исполнительный механизм 8, измеритель 9 скорости вытягивания слитка, таймер 10 и задатчик 11 среднего уровня металла в кристаллизаторе а также последовательно соединенные измеритель 12 и электронный преобразователь 13 уровня металла в кристаллизаторе 14, причем выход задатчика амплитуды соединен с входом блока 2 деления, а выход измерителя 9 скоро- сти вытягивания слитка соединен с . вторым входом блока 2-деления, выход задатчика 11 среднего уровня металла в кристаллизаторе 14 соединен с: вторым входом сумматора 5, выход зле- ктронного преобразователя 13 - с вторым входом блока 6 сравнения,
В качестве измерителя уровня ме- талла применяется серийно выпускаемый радиоизотопньй датчик. Для изме- рения скорости вытягивания слитка используется цифровой тахометр типа ТЧ-3,
Функциональный преобразователь 4
реализует функцию sin(-K ), которая
3.
раскладывается в ряд Тейлора
sinAw-(-,)-
l V „I
при условии, что (- К)( оо . .
Для упрощения структурной схемы функционального преобразователя ряд Тейлора может быть заменен рядом
зшС-к-гг) -К л
а а
Кроме ioro, в функциональньй преобразователь 4 введены постоянные коэффициенты А и К,
Рейлизуется функциональный преоб- разоватепь на базе микропроцессорной техник;-.
0
5 0 5 0
5
0
5
0
5
При традиционном способе непрерывной разливки кристаллизатор совершает возвратно-поступательные движения (качание) в вертикальной плоскости с частотой 0,5-1,5 Гц, Таким образом происходит относительное перемещение рабочей стенки и зеркала металла в циклическом режиме, что способствует затягиванию жидкого шлака в зону контакта рабочей стенки с поверхностью слитка (для этой цели и осуществляется качание кристаллизатора),
Однако кристаллизатор является довольно массивным узлом машины, поэтому его качание связано со значите- . льнь&О энергетическими затратами. Следовательно, целесообразнее произво- дить разливку в неподвижный кристаллизатор.
Экспериментальным путем установлено, что наилучшее качество металла имеет место при синусоидальном режиме колебания уровня металла в кристаллизаторе, .причем амплитуда колебания должна находиться в диапазоне 0,002- 0,025 высоты кристаллизатора. Меньшее значение выбирают при низком перегреве жидкого металла, а большее - при высоком перегреве.
При низком перегреве жидкого металла величина зоны непосредственного контакта расплава с рабочей стенкой не превьшает 1x10 - 2x10 высоты кристаллизатора, поэтому колебания уровня металла с меньшей амплитудой гарантирует проникновение жидкого шлака в зону контакта оболочки слитка с рабочей стенкой кристаллизатора. При высоком технологически реальном перегреве жидкого металла зона непосредственного контакта расплава с рабочей стенкой может достигать 0,018-0,023 высоты кристаллизатора, В связи с этим амплитуду колебания уровня следует увеличить до верхнего значения, чтобы жидкий шлак мог проникать в зону контакта оболочки слитка с рабочей стенкой.
Установлено, что наиболее высокие- результаты по качеству металла имеют место при частоте Q колебания уровня, определяемой по формуле
СО --К,
3.
где V - скорость вытягивания слитка;
а - амплитуда колебания уровня металла в кристаллизаторе; К - постоянный коэффициент,
К 2,5-12,5.
При этом наименьшее значение коэффициента выбирается при низком перегреве жидкого металла, а наибольшее - при высоком перегреве, что связано с зависимостью вязкости жидкого шлака от температуры.
При низкой температуре жидкого шлака, его вязкость очень высока, поэтому необходимо уменыпить частоту
уровня металла в кристаллизаторе. Этот сигнал поступает на вход блока 2 деления, на второй вход которого пода- . ется сигнал, формируемый измерителем 9 скорости вытягивания слитка. На выходе блока 2 получается сигнал, пропорциональный отношению скорости к амплитуде. Этот сигнал поступает на первый вход блока 3 умножения; На второй вход блока 3 подается сигнал с таймера 10. Этот сигнал пропорционален продолжительности разливки металла. С выхода блока 3 умножения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления машиной непрерывного литья заготовок | 1983 |
|
SU1110541A1 |
| Способ автоматического управления процессом непрерывной разливки металла и устройство для его осуществления | 1984 |
|
SU1284654A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1519831A1 |
| Способ управления машиной непрерывного литья заготовок и устройство для его осуществления | 1987 |
|
SU1433633A1 |
| Устройство для контроля толщины корочки слитка на выходе из кристаллизатора | 1981 |
|
SU1006049A1 |
| Устройство управления порезом слитка на установке непрерывной разливки металла | 1986 |
|
SU1377167A1 |
| Способ управления режимом работы двухвалкового вертикального кристаллизатора и устройство для его осуществления | 1986 |
|
SU1424951A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ автоматического управления машиной непрерывного литья заготовок и устройство для его осуществления | 1984 |
|
SU1243891A1 |
| Способ автоматического управления пусковым режимом машины непрерывного литья заготовок | 1975 |
|
SU557868A1 |
Изобретение относится к металлургии, в частности к непрерывной .разливке металлов в неподвижный кристаллизатор. Изобретение может быть использовано в литейных цехах машиностроительных предприятий. Целью изобретения является повышение качества слитка. Способ включает измерение уровня металла в кристаллизаторе и регулирование расхода металла из промежуточного ковша. Новизна способа заключается в том, что при разливке в неподвижньш кристаллизатор дополнительно измеряют скорость вытягивания слитка и продолжительность разливки. Определяют требуемый уровень металла в кристаллизаторе по формуле: Н Н + а sin(V/aK c), где Нр - средняя величина уровня металла в кристаллизаторе, зависящая от высоты машины; а - амплитуда колебания уровня металла в кристаллизаторе, а 0,002 - 0,035 высоты кристаллизатора; К - постоянный коэффициент, К 2,5-12,5; :V - скорость, вытягивания слитка; t - продолжительность разливки. Определяют разность требуемого уровня металла в кристаллизаторе и измеренного значения этого уровня. При увеличении этой разности расход металла из промежуточного ковша увеличивают, а при снижении - уменьшают. 2 с.п. ф-лы, 1 .ил. (Л 4;; СП ел
колебаний уровня, чтобы улучшить ус- 15 сигнал с коэффициентом передачи К
ловия затекания шлака в зону контакта оболочки слитка с кристаллизатором. Наименьшая частота колебания уровня соответствует значению коэффициента
2,5. При меньшем значении этого коэф-20 2,5 до 12,5 единиц. На выходе блока 4 фицнента хотя условия затекания жидкого шлака и улучшаются, качество поверхности слитка резко снижается (появляются ужимины). При высокой температуре жидкого шлака он успе- 25 вает затечь в зону даже при максимальной (технологически реальной) частоте колебаний уровня.
Таким образом, требуемьй (оптимальный) уровень металла в .кристалли- 30 заторе определяется по формуле
iпоявляется сигнал, равный значению
V sin(-K fc) и осуществляющий генератор . 3
Iный режим. Этот сигнал с коэффициентом передачи А поступает на вход блока 5 сумматора. Коэффициент передачи А зависит от амплитуды колебаний уровня металла 15 в кристаллизаторе 14. На второй вход сз мматора 5 подается сигнал с задатчика 11 среднего уровня металла в кристаллизаторе. В этом блоке происходит суммирование сигналов с блоков 4 и 11. Выходной сигнал блока 5 пропорционален значеHT Н„
Г-.1ГЛЧ
a Sin(-.K o) ,
где Н - средняя величина уровня металла в кристаллизаторе.
Величина Нд является точкой отсчета и зависит только от выбранной системы координат. За начало координат может быть принят нижний торец .: кристаллизатора, уровень горизонталь ного участка криволинейной машины и т.п., т.е. величина Не является рабочим уровнем металла в кристаллизаторе, относительно которого и происходит колебание уровня.
В процессе реализации предложенного способа непрерьшно измеряют фактический уровень металла и сравнивают, его с требуемым. По полученной разности формируют команду на подъем или опускание стопораi Таким образом изменяют количество металла, подаваемого из промемкости.. :
Устройство работает следующим образом. Задатчик 1 амплитуды колебания уровня металла вырабатьшает сигнал задания, необходимый для изменения
поступает на вход функционального преобразователя 4. Коэффициент передачи К зависит от степени перегрева металла и принимает значения от
20 2,5 до 12,5 единиц. На выходе блока 25
30
35
iпоявляется сигнал, равный значению
V sin(-K fc) и осуществляющий генератор . 3
Iный режим. Этот сигнал с коэффициентом передачи А поступает на вход блока 5 сумматора. Коэффициент передачи А зависит от амплитуды колебаний уровня металла 15 в кристаллизаторе 14. На второй вход сз мматора 5 подается сигнал с задатчика 11 среднего уровня металла в кристаллизаторе. В этом блоке происходит суммирование сигналов с блоков 4 и 11. Выходной сигнал блока 5 пропорционален значению Н -ь а-sin(- K J),
3Этот сигнал подается на вход блока 6 сравнения, в
40 который через второй вход подается сигнал через электронный преобразователь 13 с блока 12 измерителя уровня металла 15 в кристаллизаторе. Блок 12 вырабатывает импульсы, интенсив45 ность которых пропорциональна уровню металла в кристаллизаторе. Электронный преобразователь 13 вырабатывает электрический сигнал, величина которого пропорциональна количеству эле50 ктрических импульсов на входе блока. Управляющий сигнал в блоке 6 сравнивается с сигналом, вырабатываемом S блоке 12 измерителя уровня и поступает на вход усилителя 7, где усили55 вается до мощности, необходимой для /управления исполнительным механизмом
514475
Пример , Пусть металл поступает в кристаллизатор при высоком перегреве, тогда постоянный коэффициент К 12,5, а значение амплитуды колебаний уровня жидкого металла в кристаллизаторе а 0,025 м при высоте кристаллизатора 1 м. Пусть скорость вытягивания слитка V 1/60 м/с, тогда частота колебаний уровня метал- IQ ла в кристаллизаторе
V,K
0,025х21Гх60
1,33 Гн,
Период одного точного колебания Т 1/f 0,754. Следовательно, значение функции а sin(- K t) периодичеса
ки изменяется по синусоидальному закону от величины а -2,5 х 10 до а 2,5 X 10 м. Величина требуемого уровня жидкого металла в кристаллизаторе меняется по синусоидальному закону с периодом колебаний Т 0,754 с амплитудой а 2,5 х Ю около среднезаданного.уровня Нд,
Например, спустя 3 мин после включения таймера требуемьй уровень жидкого металла в кристаллизаторе
+ а sin(- КС) Н +0,025
Н. Н„
-- б5- 7о25- «° «с
+ 2,165 -10-2 м
Затем информация о.требуемом уровне поступает на блок сравнения, где происходит сравнение уровня, в результате чего на используемый механизм подается команда на восстановление заданного уровня металла в кри- сталлизаторе.
Техническое преимущество изобретения заключается в повышении качества металла за счет улучшения условий контакта рабочей стенки кристаллизато ра с оболочкой слитка, благодаря чему жидкий шлак более эффективно попадает в зону контакта, что приводит к уменьшениюпораженности металла трещинами на 15-20%,
Формула изобретения
6
из промежуточного ковша, о т л и - чающийся тем, что, с целью повышения качества слитка, дополнительно измеряют скорость вытягивания слитка и продолжительность разливки, определяют требуемый уровень металла в кристаллизаторе по математическому выражению
н, н.
V + a.sin(- К€-),
3
где Н
0
5
Н, а К
V
требуемый уровень металла в кристаллизаторе; средняя величина уровня металла в кристаллизаторе, зависящая от высоты ма.шины; амплитуда колебания уровня металла в кристаллизаторе, а 0,002-0,025 высоты кристаллизатора;
2,5-12,5 - постоянньш коэффициент;
-скорость вытягивания слитка;
-продолжительность разливки, определяет разность требуемого уровня металла в кристаллизаторе и измеренного значения этого уровня и -при увеличении зтой разности расход металла
0 из промежуточного ковша увеличивают, а при снижении - уменьшают,
2, Устройство управления процессом непрерывной разливки металла в неподвижный кристаллизатор, содержаg щее блок деления, последовательно соединенные блок сравнения, усилитель и исполнительный механизм, последовательно соединенные измеритель уровня металла в кристаллизаторе и
0 электронньй преобразователь, о т л и- .чающееся тем, что, с целью повышения качества слитка, оно дополнительно содержит измеритель скорости вытягивания слитка, задатчик
5 амплитуды колебаний уровня металла в кристаллизаторе, задатчик величины уровня металла в кристаллизаторе, а также последовательно соединенные та-ймер, блок умножения, функциональный преобразователь и сумматор, причем выход электронного преобразователя соединен с входом блока сравнения, второй вход которого соединен с выходом сумматора, второй вход сум-
g матора соединен с выходом задатчика уровня металла в кристаллизаторе, выход измерителя скорости вытягивания слитка соединен с входом блока деления, второй вход которого соеди0
нен с выходом задатчика амплитуды колебаний уровня металла в кристаллизаторе, а выход соединен с вторьм входом блока умножения.
| Патент США № 4237960, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления режимом работы кристаллизатора машины непрерывного литья заготовок | 1981 |
|
SU971567A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ автоматического управления процессом кристаллизации непрерывного слитка и устройство для его осуществления | 1982 |
|
SU1052318A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
