Изобретение относится к изготовлению оболочковых форм для получению литья по выплавляемым моделям и, ;,в частности, к способу сушки керамических форм.
Известен способ сушки оболочковык форм в потоке воздуха с контролируемыми температурой и влажностью, при этом оболочки обдувают воздухом в узких каналах с большой скоростью (патент СМ № 3850224, кл, 164-4, 1974).
Недостатком этого способа является то, что к концу промежуточной сушки покрытия происходит нагрев (от покрытия к покрытию) до возрастающей температуры и вследствие различного коэффициента расширения материала покрытия и модели возникают дефекты на керамической форме.
Известен способ сушки оболочковых форм обдувом воздуха, имеющего влажность 10-60%, когда сушка каждого отдельного слоя покрытия осуществляется двумя потоками воздуха с разными скоростями, при этом для предотвращения перегрева моделей на BTOром этапе используется сжатый воздух с температурой воздуха меньше, чем на первой стадии ( патент США №4173079, кл. 34/217, 1979J.
Недостатком этого способа являетс то, что первый слой керамического покрытия склонен к трещинам и дефектам так как не достигается выравнивание внешних условий сушки и скорости сзга1ки керамического покрытия и, кроме того, сушка форм осуществляется отдельными потоками, что приводит к повьнпению времени сушки, энергетических затрат и оборудования.
Цель изобретения - уменьшение времени сушки и снижение расхода электроэнергии.
Поставленная цель достигается тем что каждый слой керамического покрытия, начиная с второго, обдувают воздухом сначала со cKOpocTbjo 4-9 м/с, а затем с такой скоростью, с которой обдувают первый слой.
При этом скорость воздуха для обдува первого слоя керамического покрытия принимают равной 1,5-3,5 м/с.
Изготовленный по выплавляемом мо- делям блок керамической формы, у которого первый слой покрытия получают из. суспензии, содержащей 200 мл кремниевой кислоты , 5 мм поверх
10
15
20
30
45848 , 2
ностно-активного вещества, 15 мл анти- вспенивателя и 3100 г кварцевой муки фр. между 0,010-0,063 мм. Толщина нанесенного на модель слоя суспензии 0,13 и 0,14 мм. Обсыпают его кварцевым песком фр. 0,1-0,4 мм.
Самая благоприятная средняя скорость воздуха дня первого слоя 1,5- 3,5 м/с. Температура воздуха для первого слоя не должна превышать 30 С, влажность должна быть такой, чтобы она была близка к температуре связующего.
Достигнутая средняя степень сушки для первого слоя покрытия составляет 90-93%. Благодаря обдуву первого слоя формы воздухом с уменьшенной скоростью достигается улучшение качества первого слоя покрытия. Это выражается в образовании равномерно толстого слоя и на выступающих концах ч углах моделей, в уменьшении образования и склонности к отслоению первого слоя покры- 25 тия при сложных формах моделей и в уменьшении склонности к обдуву обсы- почного материала с первого слоя.
Улучшенное качество первого слоя покрытия ведет к улучшению качества отливок.
Первый слой керамического покрытия сушат по одноступенчатому режиму
28
2&
45
45
1,5 3,5
27,5 13,5
Температура сушки, С Относительная влажность обдуваемого воздуха, % :
средняя скорость потока воздуха, м/с Время сушки, мин: при прямом потоке воздуха и одновременном вращении керамической формы
при расположении керамических форм на небольшом расстоянии друг от друга и поворачивании
На высушенный таким образом первы слой покрытия наносят .поочередно чет ре других слоя, при этом сушку обдувом воздуха второго слоя, а также и последующих за ним слоев следует начинать тогда, когда скорость сушки значительно умеиьшится. Поскольку в этот момент скорость сушки в основном зависит от движения влаги в фор33-39 16-2
ме, то становится возможным ,уменьшить скорость обдува слоя с воздухом что и приводит к экономии способа сушки.
Для второго и последующих слоев используют суспензию, которая содержит 550 мл этилсиликата с содержанием SiO,j. 40%, 300 МП этилового спирта, 650 МП воды, 2 мл концентрированной серной кислоты, 10 нл поверхностно-активного вещества и- 3300 г пылевидного кварца фр. 0,010- 0,063 мм, |Толп1ина нанесенного слоя покрытия на гладкой вертикальной поверхности 0,10-0,12 мм.
Обсыпку производят кварцевым песком фр. 0,5-1,0 мм.
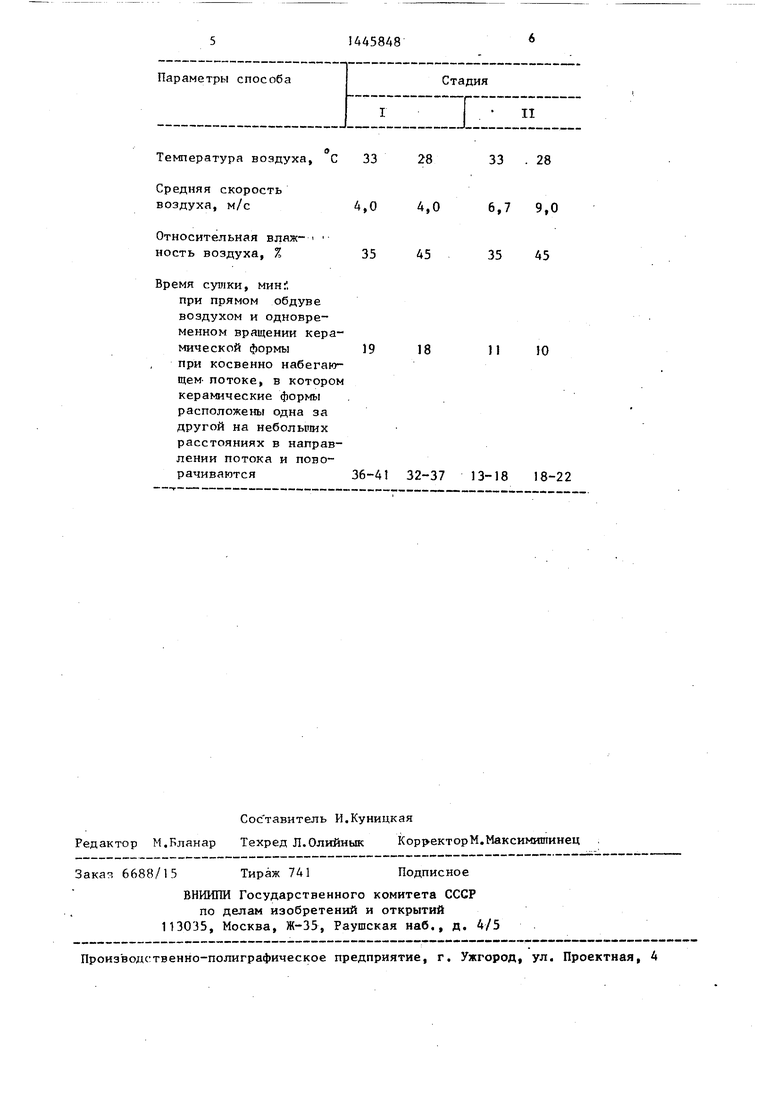
Сушку второго слоя и последующих слоев осуществляют в две стадии по режиму, приведенном в таблице.
Оптимальная скорость обдува на первой стадии 4-9 м/с. Такая скорость обеспечивает на короткий проме жуток времени удаление значительной влажности. Температура воздуха на nepBoi стадии выбирается немного йьнпе, чем температура воздуха для сушки первого слоя (т.е. немного вьш)е 30°С). Затем по мере уменьшаю- - щейся скорости сушки и, следовательно, уменьшающемся переохлаждении формы., температуру воздуха уменьшают до температуры воздуха дпя первого слоя, которую и поддерживают на второй стадии. Относительная влажность воздуха на первом этапе сушки 10- 60%. Степень сушки достигает 85-90%, если время сушки для первого слоя покрытия 10-20 мин, для последующих 20-70 мин.
Прочность оболочковых форм в сыром и прокаленном состояниях.составляет соответственно 4,1 и 4,4 МПа. После получения окончательной сушки она непосредственно поступает в выплавляющий автоклав, где происходит вьтлавление моделей Полученные из автоклава сырые оболочки подвергают прокалке, после чего их заливают. Таким способом, изготовленные кеQ рамические формы достигают прочностные показатели в сыром и прокаленном состояниях, которые соответствуют. 85-90% максимальной прочности (максимальная прочность соответствует той
5 прочности, которая достигается при оптимальной температуре сушки и влажности воздуха, сушке в неподвижном воздухе и при бесконечной экстраполированной промежуточной сушке с соот0 ветствующей системой формовочных смесей ,J., Высушенные предлагаемым, способом оболочковые формы позволяют изготавливать отливки сложной конфигурации без дефектов поверхности
5 вследствие сушки.
Формула изобретения
1. Способ сушки оболочковых форм 0 путем обдува слоев керамического покрытия двумя потоками воздуха с разными скоростями и влажностью 10- 60%, отличающийся тем, что, с целью уменьшения времени суш-. с ки и снижения расхода электроэнергии, каждый слой, начиная с второго, обдувают воздухом сначала со скоростью, 4-9 м/с, а затем с такой скоростью, как и для первого слоя.
2. Способ ПО.П.1, отличающийся тем, что скорость воздуха дпя обдува первого слоя керамического принимают равной 1,5-3,5 м/с.
Температура воздуха,
Средняя скорость воздуха, м/с
Относительная влаж- i ность воздуха, % 35
33 . 28 6,7 9,0 35 45
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412019C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБОЛОЧКОВОЙ ФОРМЫ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1983 |
|
SU1141643A1 |
| Способ сушки многослойных комбинированных керамических форм | 1981 |
|
SU1135527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2446910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
Изобретение относится к изготовлению оболочковых форм для получения литья по вьшлявляемым моделям и, в участности, к способу сушки керамических форм. Цель изобретения - уменьшение времени сушки и снижение расхода электроэнергии. Это достигается тем, что обдувают первый слой потоком воздуха со скоростью 1,5-3,5 м/с и температурой, не превышающей , а второй и последующие слои бдувают в два этапа: сначала обдувают со ског ростью 4-9 м/с, а затем со скоростью, с которой обдувают первый слой. Степень сушки для первого слоя керами ческого покрытия 90-93%. Поскольку обдув первого слоя фор, осуществля- ют с уменьшенной скоростью, достигается улучшение качества первого слоя покрытия. Степень -сушки второго и . последуюпшх слоев достигает 85-90%, если время сушки для первого слоя покрытия 10-20 мин, для последующих 20-70 мин. Прочность оболочковых форм в сыром и прокаленном-СОСТОЯНИИ соответственно 4,1 МПа и 4,4 МПа. Высушенные предлагаемым способом оболочковые формы позволяют изготавливать отливки сложной конфигурации, без дефектов поверхности вследствие сушки. 1 з.п. ф-лы, 1 табл. (Л
ремя сутки, мин: .
при прямом обдуве воздухом и одновременном вращении керамической формы при косвенно набегающем- потоке, в котором керамические формы расположены одна за другой на небольпих расстояниях в направлении потока и поворачиваются
19
18
11 10
36-41 32-37 13-18 18-22
