| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения диаметров деталей вращающимся измерительным роликом | 1986 |
|
SU1404806A1 |
| Способ измерения диаметров изделий измерительным роликом | 1987 |
|
SU1441182A1 |
| Способ измерения диаметров изделий измерительным роликом | 1987 |
|
SU1446456A1 |
| Устройство для измерения диаметров крупногабаритных изделий | 1986 |
|
SU1397713A1 |
| Устройство для измерения диаметров крупногабаритных изделий | 1987 |
|
SU1460597A1 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2011 |
|
RU2469260C1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| Устройство для измерения диаметров изделий | 1985 |
|
SU1298521A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИУСОВ КРИВИЗНЫ, ВЕЛИЧИНЫ ОВАЛЬНОСТИ И ФОРМЫ ПРОФИЛЯ СТАЛЬНЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ БОЛЬШИХ ДИАМЕТРОВ | 2022 |
|
RU2784850C1 |
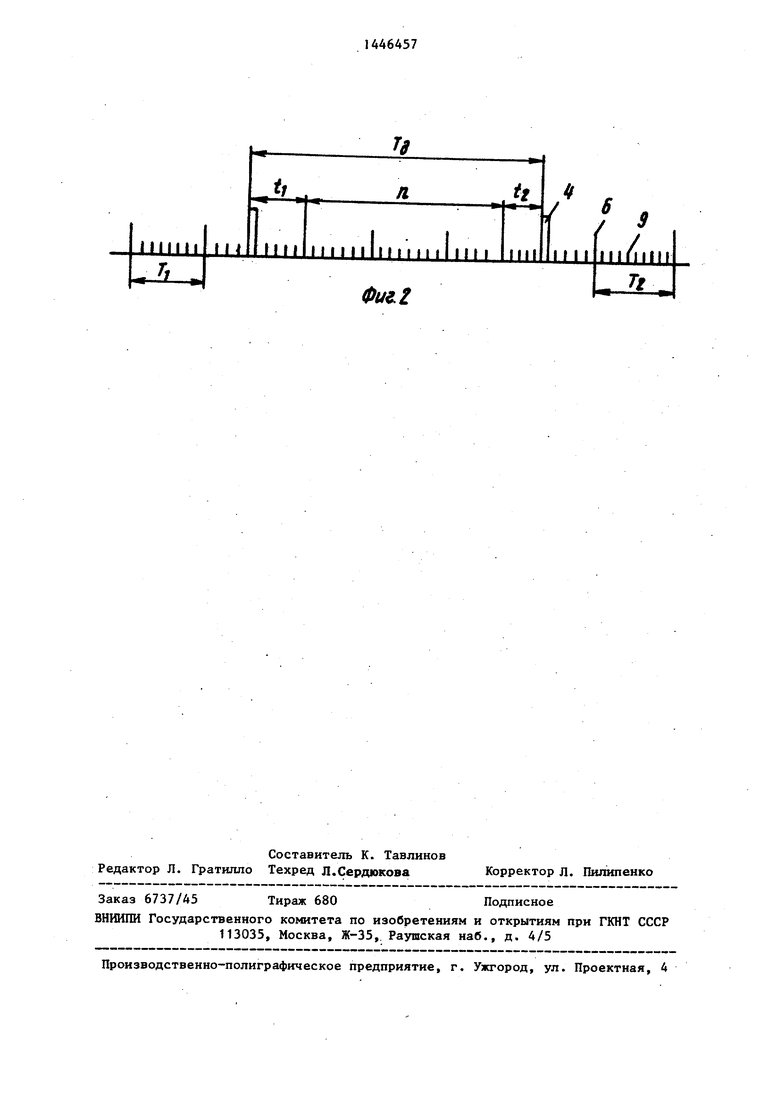
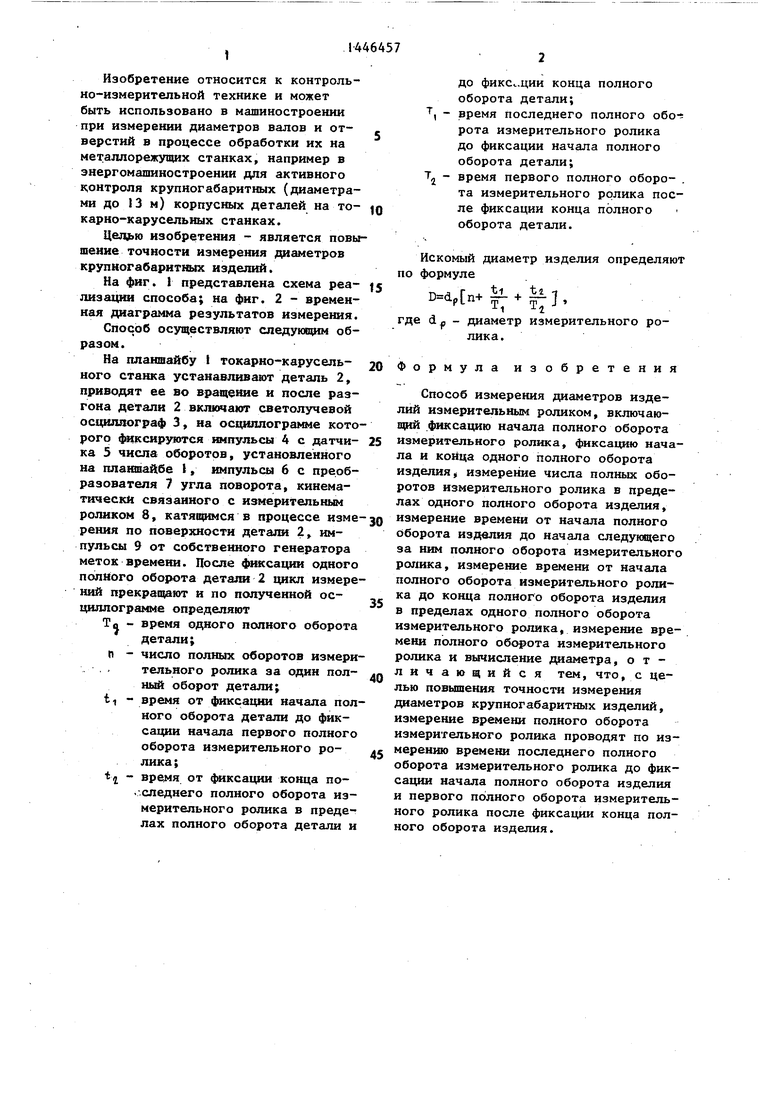
Изобретение относится к контрольно-измерительной технике и может быть использовано в машиностроении при измерении диаметров валов и отверстий в процессе Обработки их на металлорежущих станках, например в энергомашиностроении для активного контроля крупногабаритных (диаметром до 13 м)корпусных деталей атомных реакторов на токарно-карусельных станках. Цель.изобретения - повьше- ние точности измерения диаметров крупногабаритных изделий. Для этого измерение времени полного оборота измерительного ролика проводят по измерению времени последнего полного оборота измерительного ролика до фиксации начала полного оборота изделия и первого полного оборота измерительного ролика после фиксации конца полного оборота изделия. Способ включает фиксацию начала и конца полного оборота детали 2 с помощью датчика 5 числа оборотов, фиксацию начала полного оборота контактирующего в про- ; цессе измерения с деталью 2 измерительного ролика 8 с помощью преобразователя 7 угла поворота. Датчик 5 числа оборотов и преобразователь 7 угла поворота подключены к светолуче- вому осциллографу 3, на осциллограмме которого фиксируются импульсы с датчика 5 числа оборотов детали 2, импульсы с преобразователя 7 угла поворота измерительного ролика 8 и импульсы, наносимые электронным отметчиком времени осциллографа 3. После завершения одного полного оборота детали 2 измерение прекращают и по полученной осциллограмме измеряют время последнего полного оборота измерительного ролика 8 до фиксации начала полного оборота детали 2 и первого полного оборота измерительного ролика 8 после фиксации конца полного оборота детали 2. 2 ил. § (Л ел 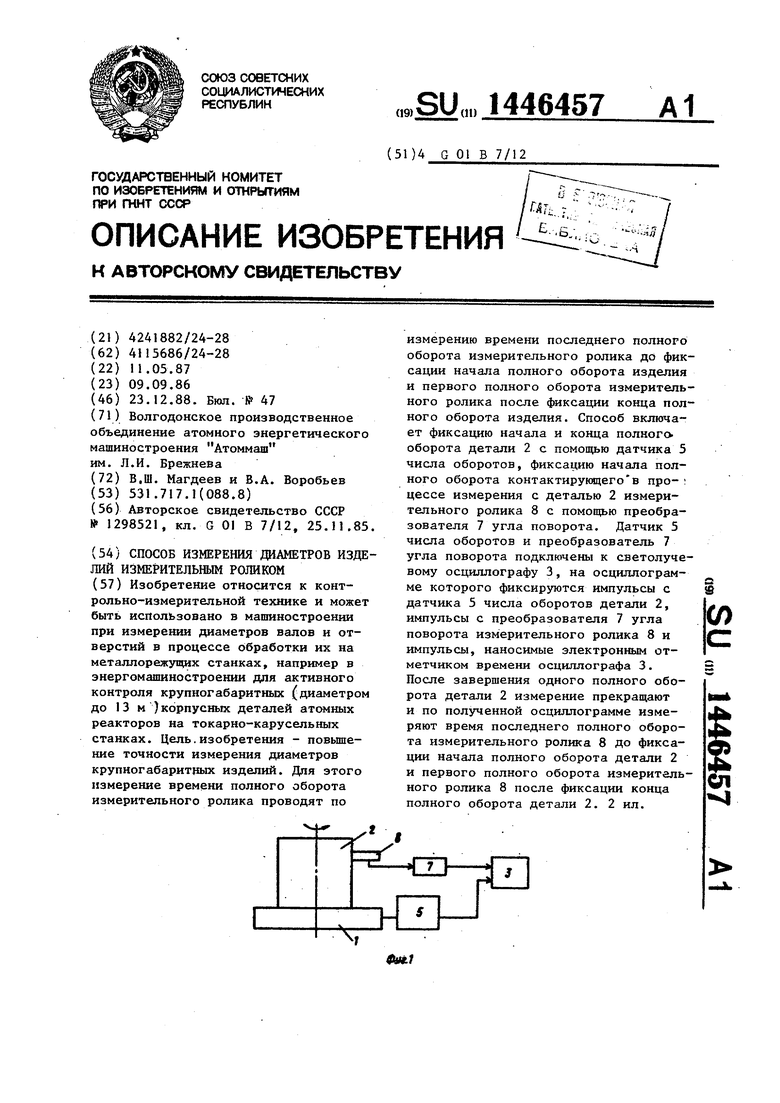
| Устройство для измерения диаметров изделий | 1985 |
|
SU1298521A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
