ь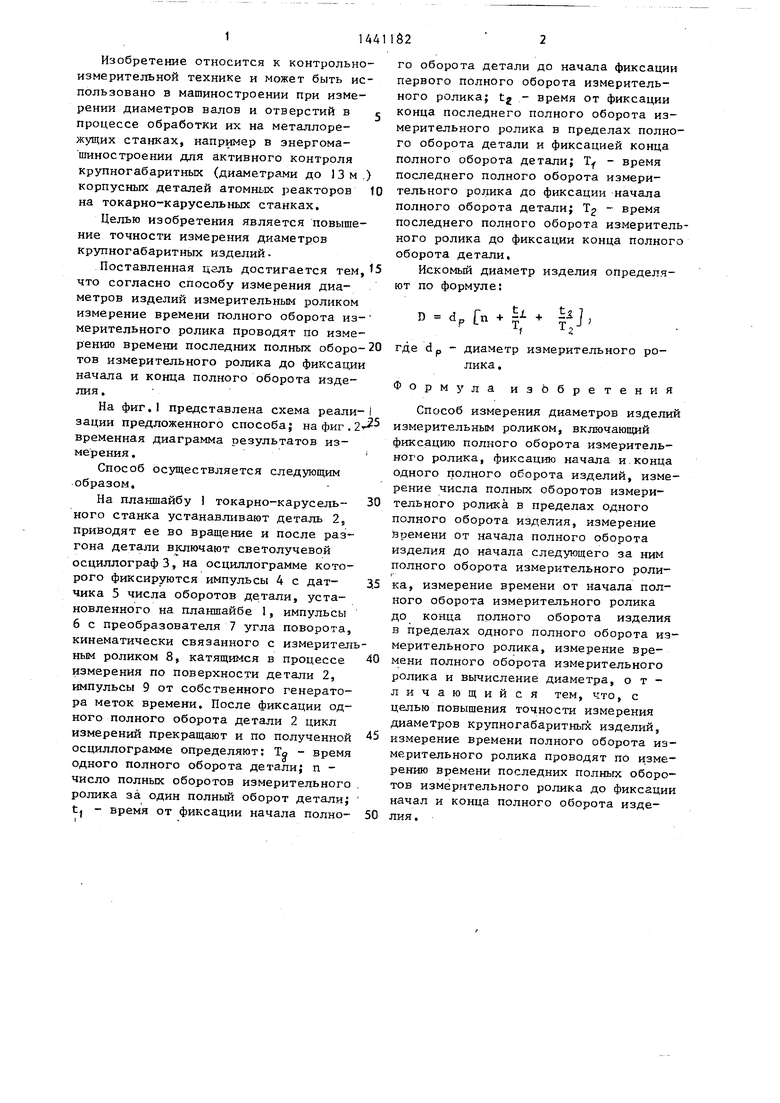
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения диаметров деталей вращающимся измерительным роликом | 1986 |
|
SU1404806A1 |
| Способ измерения диаметров изделий измерительным роликом | 1987 |
|
SU1446457A1 |
| Способ измерения диаметров изделий измерительным роликом | 1987 |
|
SU1446456A1 |
| Устройство для измерения диаметров крупногабаритных изделий | 1986 |
|
SU1397713A1 |
| Устройство для измерения диаметров крупногабаритных изделий | 1987 |
|
SU1460597A1 |
| Способ измерения диаметров методом обкатывания детали измерительным диском | 1991 |
|
SU1825963A1 |
| СПОСОБ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКОЙ ФОРМЫ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ТЕЛА ВРАЩЕНИЯ И ЕГО ПОВЕДЕНИЯ В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2227268C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Установка для исследования образования отклонений формы деталей при шлифовании | 1980 |
|
SU921821A1 |
| Устройство для измерения диаметров | 1981 |
|
SU1032327A1 |
Изобретение относится к контрольно-измерительной TexHjdKe и может быть использовано в машиностроении При измерении диаметров валов и отверстий в процессе обработки на ме- таллорежупщх станках, например в энергомашиностроении для активного., контроля крупногабаритных (диаметрами до 13 м) корпусиых деталей атомных реакторов на токарно-карусельных станках. Цель изобретения - повышение точности измерения диаметров крупнегабаритных изделий - достигается тем, что измерение времени полного оборота измерительного ролика проводят по измерению времени последних полных оборотов измерительного ролика до фиксации начала и конца полного оборота изделия. Способ включает фиксацию начала и конца полного оборота детали 2 с помощью датчика 5 числа оборотов, фиксацию начала полного оборота измерительного ролика 8 с помощью преобразователя 7 угла поворота и контактирующего в процессе измерения с деталью 2. Датчик 5 числа оборотов и преобразователь 7 угла, поворота подключены к светолучевому осциллографу 3, на осциллограмме которого фиксируются импульсы с датчика 5 числа оборотов детали 2, импульсы с преобразователя 7 угла поворота измерительного ролика 8 и импульсы, наносимые электронным отметчиком времени осциллографа 3. После завершения одного полного оборота детали 2 измерение прекращают и по полученной осциллограмме измеряют время последних полных оборотов измерительного ролика 8 до фиксации начала и конца полного оборота детали 2, 2 ил. (Л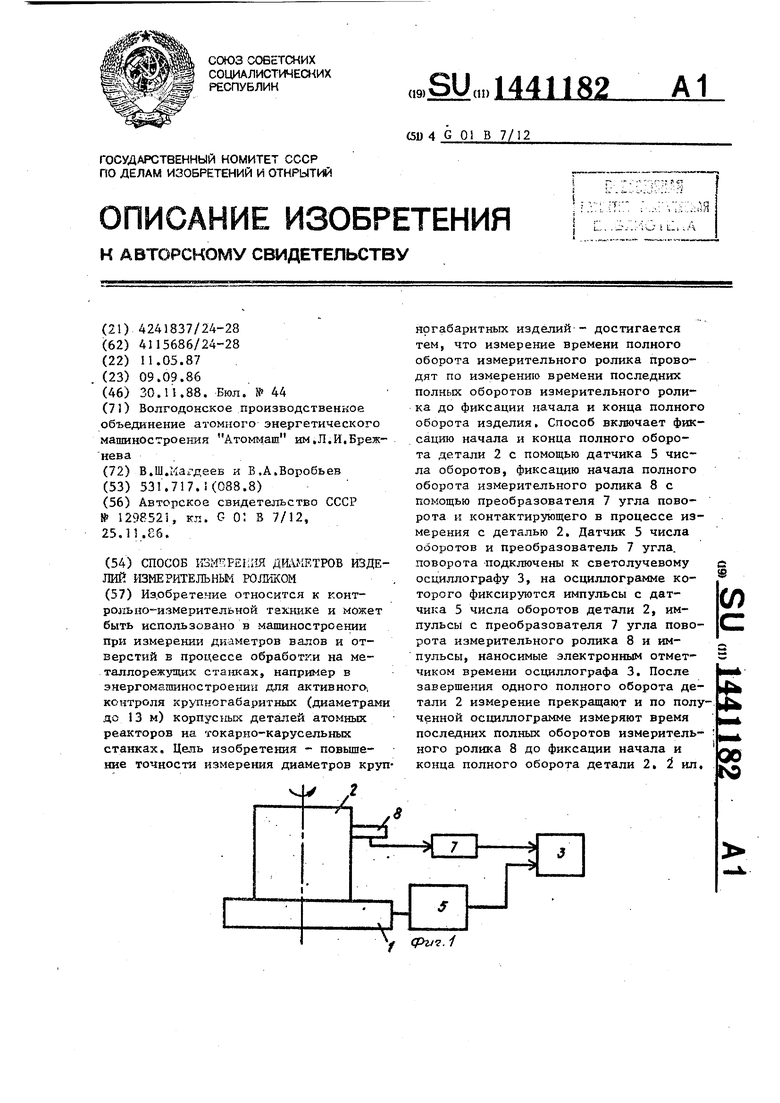
у (рг/7. i
Изобретение относится к контрольно измерительной технике и может быть использовано в машиностроении при измерении диаметров валов и отверстий в процессе обработки их на металлорежущих станках, например в энергома- шиностроении для активного контроля крупногабаритных (диаметрами до 13м корпусных деталей атомньк реакторов на токарно-карусепьных станках.
Целью изобретения является повышение точности измерения диаметров крупногабаритных изделий,
Поставленная цель достигается тем, что согласно способу измерения диаметров изделий измерительным роликом измерение времени полного оборота измерительного ролика проводят по измерению времени последних полных оборотов измерительного ролика до фиксации начала и конца полного оборота изделия .
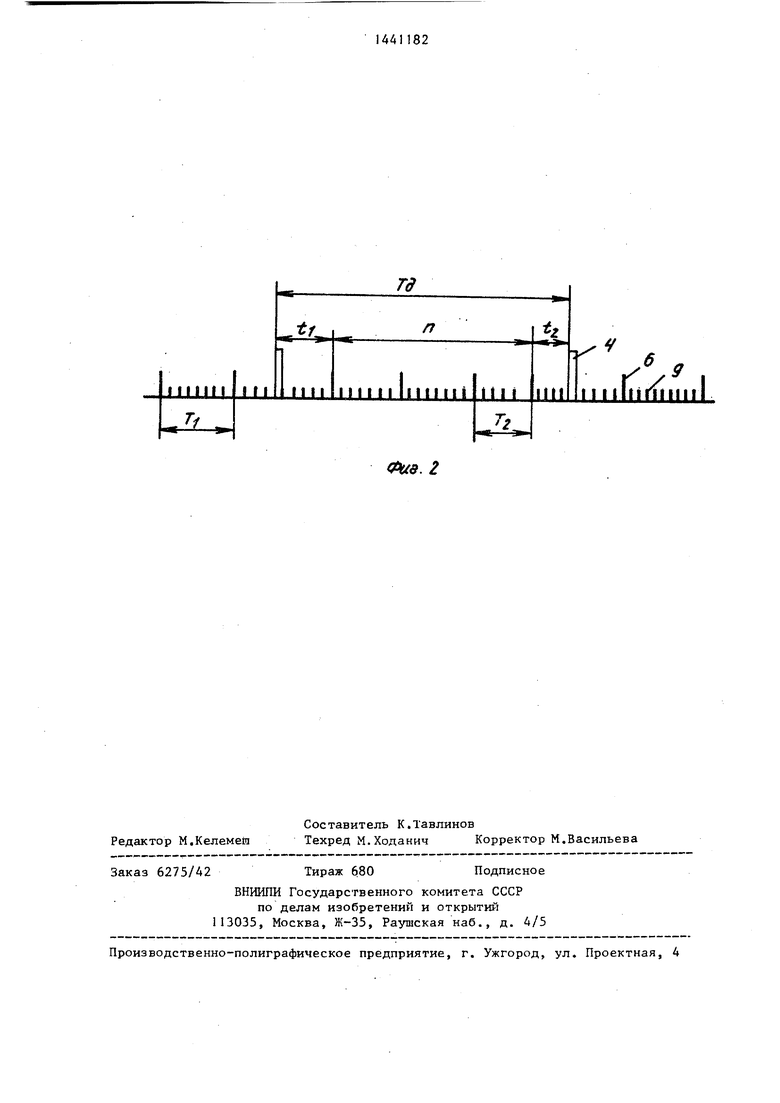
На фиг,1 представлена схема реали- зации предложенного способа; нафиг.2 временная диаграмма результатов измерения .
Способ осуществляется следующим образом,
На планшайбу I токарно-карусель- ного станка устанавливают деталь 2, приводят ее во вращение и после разгона детали включают светолучевой осциллограф 3, на осциллограмме которого фиксируются импульсы 4 с дат- чика 5 числа оборотов детали, установленного на Планшайбе 1, импульсы 6 с преобразователя 7 угла поворота, кинематически связанного с измерительным роликом 8, катящимся в процессе измерения по поверхности детали 2, импульсы 9 от собственного генератора 1 1еток времени. После фиксации одного полного оборота детали 2 цикл измерений прекращают и по полученной осциллограмме определяют: То - время одного полного оборота детали; п - число полных оборотов измерительного ролика за один полный оборот детали; tj - время от фиксации начала полно-
го оборота детали до начала фиксации первого полного оборота измерительного ролика; tg - время от фиксации конца последнего полного оборота измерительного ролика в Пределах полного оборота детали и фиксацией конца полного оборота детали; Ту - время последнего полного оборота измерительного ролика до фиксации начала полного оборота детали; Т - время последнего полного оборота измерительного ролика до фиксации конца полного оборота детсши.
Искомьш диаметр изделия определяют по формуле;
D d,
Гп . If
-М; т J
., -2
где dp- диаметр измерительного ролика,
Формула изЬбретения
Способ измерения диаметров изделий измерительным роликом, включающий фиксацию полного оборота измерительного ролика, фиксацию начала и.конца одного полного оборота изделий, измерение числа полных оборотов измерительного ролика в пределах одного полного оборота изделия, измерение времени от начала полного оборота изделия до начала следующего за ним полного оборота измерительного ролика, измерение времени от начала полного оборота измерительного ролика до конца полного оборота изделия в пределах одного полного оборота измерительного ролика, измерение времени полного оборота измерительного ролика и вычисление диаметра, отличающийся тем, что, с целью повышения точности измерения диаметров крупногабаритных изделий, измерение времени полного оборота измерительного ролика Проводят по измерению времени последних полных оборотов измерительного ролика до фиксации начал и конца полного оборота изделия.
Фид. 2
| Устройство для измерения диаметров изделий | 1985 |
|
SU1298521A1 |
| G О | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
