Изобретение относится к технологии сварки взрывом и может быть использовано при изготовлении слоистых труб.
Целью изобретения является повышение качества полученной трубы.
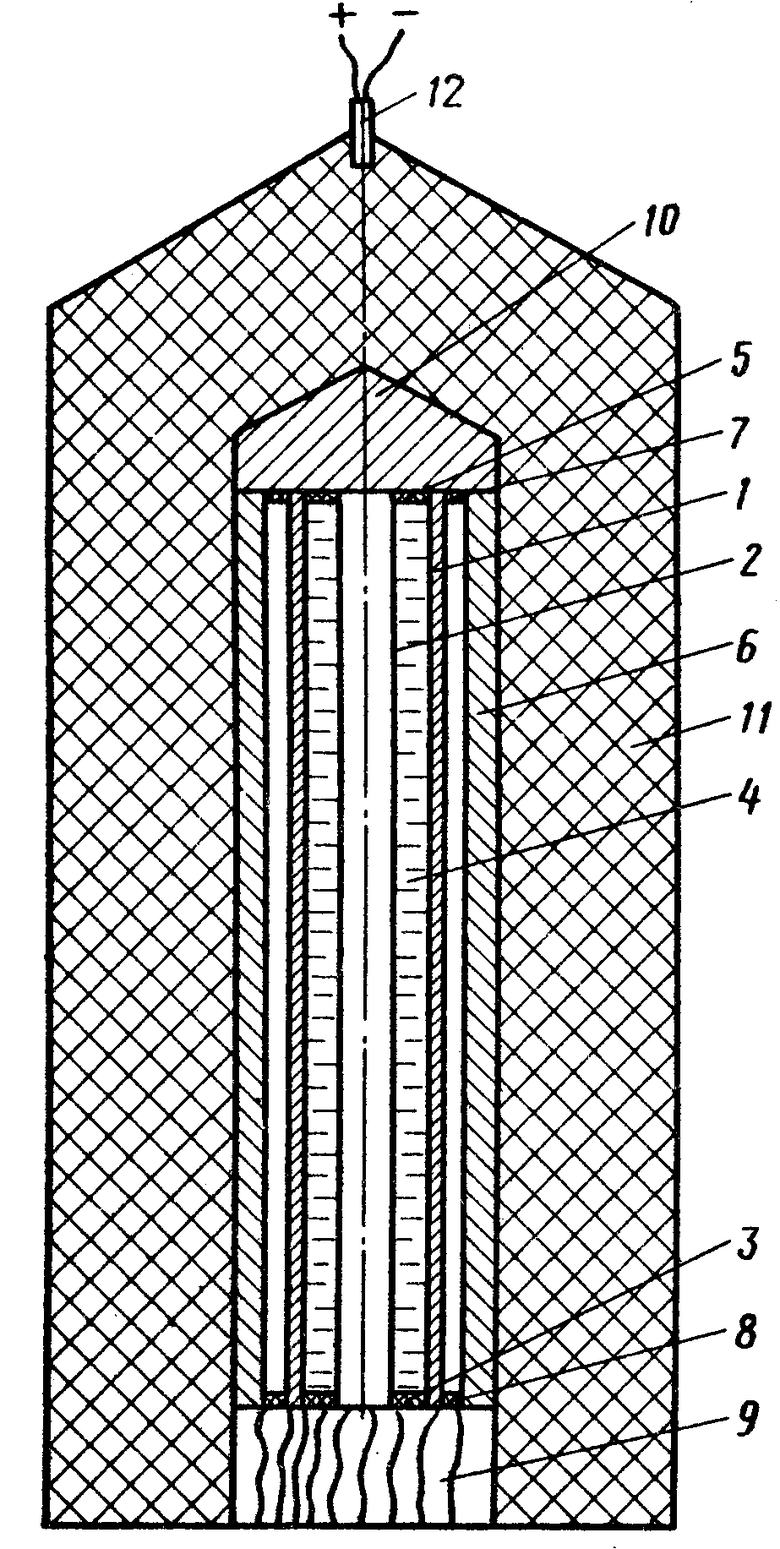
На чертеже показана схема осуществления способа.
Способ заключается в следующем.
Внутри плакируемой трубы 1 располагают тонкостенную трубку 2 из герметичного материала. Трубу 1 и трубку 2 центрируют с помощью кольца 3 из пластичного материала, например резины, пенопласта, полиэтилена, пространство между ними заполняют жидким наполнителем 4, например водой, и оставляют кольцо 5. Сборку устанавливают соосно с зазором внутри плакирующей трубы 6, центрируют кольцами 7 и 8 и размещают на опоре 9, плотность материала которой меньше плотности материала жидкого наполнителя. Для предотвращения прорыва продуктов детонации в сварочный зазор между трубами используют металлическую заглушку 10. Инициирование заряда 11 взрывчатого вещества (ВВ), находящегося на наружной поверхности плакирующей трубы 6, производят электродетонатором 12.
По мере продвижения фронта детонации происходит метание плакирующей трубы 6 на плакируемую трубу 1 под действием продуктов детонации ВВ с образованием соединения между трубами и дальнейшее движение сваренных труб и жидкого наполнителя 4 к центру до момента схлопывания полости. При этом трубка 2 разрушается, а возникающее в наполнителе давление препятствует движению стенки трубы внутрь.
В момент схлопывания полости в центральной части образуется высокоскоростной поток жидкости типа кумулятивной струи с повышенным давлением, распространяющийся вдоль оси симметрии по направлению к опоре 9. При встрече с опорой 9 этот поток либо разрушает ее, выходя свободно из полости биметаллической трубы, либо отражается в противоположное направление, приводя к значительному обратному расширению трубы в нижней части.
В случае использования в качестве материала опоры древесины, плотность которой меньше плотности жидкого наполнителя, происходит равномерная деформация сваренных труб по всей длине, т.е. повышается качество.
В противном случае получаетcя труба со значительным раздутием в ее нижней части и продольными трещинами.
П р и м е р осуществления способа. Проводят сварку с одновременным обжатием трубы из стали 12х18Н10Т с трубой из меди марки М1. Размеры стальной трубы: наружный диаметр 74,5 мм, внутренний диаметр 59 мм. Размеры трубы из меди: наружный диаметр 48 мм, внутренний диаметр 40 мм. Длина труб 700 мм.
Полую тонкостенную трубку из картона, изготовленную путем намотки на стержень соответствующего диаметра, пропитывают солидолом для гидроизоляции. Размеры трубки: диаметр 18 мм, длина 700 мм. В качестве наполнителя используют воду. Опора, выполненная из древесины, имеет диаметр 74,5 мм и высоту 70 мм.
Слой взрывчатого вещества толщиной 50 мм из смеси аммонита N 6ЖВ с аммиачной селитрой в соотношении 1:2 инициируют с помощью электродетонатора ЭД-8-Э. Скорость детонации смеси - 3660 ± 200 м/с. Исходная прочность материала стенки стальной трубы составляет 54 кг/см2.
Обработку проводят в камере для взрывной обработки материалов.
После сварки с обжатием осуществляют замеры наружного диаметра изготовленных труб по всей длине в различных плоскостях. Трубы разрезают на образцы для проведения механических испытаний, металлографических исследований и визуального осмотра.
Измерения показали, что значения наружного диаметра труб изменяются в интервале 62-64 мм, причем максимальный разброс от расчетного наружного диаметра составляет 2%.
Механические испытания на растяжение показали, что прочность стальной составляющей трубы возросла до 97-99 кг/мм2 и превышает исходную прочность в 1,8 раза.
Визуальным контролем качества внутренней поверхности трубы не обнаружено, наличие раковин, повреждений и т.п.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЗРЫВОМ БИМЕТАЛЛИЧЕСКИХ ПРОФИЛИРОВАННЫХ КОРПУСОВ | 1987 |
|
SU1466132A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| Способ получения жаростойкого покрытия на поверхностях медной пластины | 2023 |
|
RU2807251C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343057C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2007 |
|
RU2353487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ | 2007 |
|
RU2343055C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807248C1 |
| Способ получения жаростойкого покрытия | 2023 |
|
RU2807243C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ВНУТРЕННИМИ ПОЛОСТЯМИ СВАРКОЙ ВЗРЫВОМ | 2010 |
|
RU2425740C1 |
Изобретение относится к технологии сварки взрывом, а именно к изготовлению биметаллических труб. Цель изобретения - повышение качества биметаллических труб. Сборка под сварку содержит плакирующую стальную и плакируемую медную трубы, установленные коаксиально на опоре. Внутри сборки располагают тонкостенную трубку. Пространство между ними заполняют жидким наполнителем. Метериал опоры, на которой устанавливают сборку, имеет плотность, меньшую плотности материала. При этом происходит равномерная деформация сваренных труб по всей длине. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ, при котором полость плакируемой трубы заполняют жидким наполнителем, плакируемую и плакирующую трубы располагают коаксиально с зазором, в полость плакируемой трубы коаксиально помещают герметичную тонкостенную трубку и инициируют заряд взрывчатого вещества, расположенный на плакирующей трубе, отличающийся тем, что, с целью повышения качества, свариваемые трубы располагают на опоре из материала с плотностью, меньшей плотности материала наполнителя.
| Авторское свидетельство СССР N 410612, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
