(21)4034960/23-02
(22)11.01.86
(46) 30.12.88. Бюп. № 48 (71) Институт металлургии нм. А.А.Байкова и Всесоюзный научно- исследовательский институт источников света
(72) Л.Л.Рохлин, И.Е.Тарытина, С.С.Холщевников, В.Е.Демышев, Г,В.Несененко и Ю.И.Шушпанов (53) 621.778.1 (088.8) (56) Хами Г.Р. Волочение проволоки из цветных металлов. М.: Металлургия, 1967, с. 119.
Авторское свидетельство СССР 186379, кл. В 21 С 1/00, 1969.
(54) СПОСОБ ВОЛОЧЕНИЯ ПРОВОЛОКИ ИЗ МАГНИЕВЫХ СПЛАВОВ
(57) Изобретение относится к производству проволоки из магниевых сплавов волочением. Цель изобретения - предотвращение обрыва переднего конца заготовки. Перед входом в (фильеру заготовку нагревают до 450-500 С, а фильеры нагревают до 370-420°С. Осуществляют многократное волочение, нагрев заготовки и (фильер до указанных температур, это обеспечивает требуемые прочностные свойства переднего контура и предотвращает его обрыв. 1 табл.
Изобретение относится к производству проволоки 13 магниевых сплавов волочением.
Цель изобретения - предотвращение обрыва переднего конца заготовки.
Способ осуществляют следукщим образом.
В качестве заготовки используют пруток из магниевого сплава, полученный путем горячего прессования из слитка. Шогократное волочение осуществляют на стане барабанного типа. Перед волочением непосредственно перед 4я1льерой заготовку нагревают, например, в трубчатой электрической печи до 450-500 с при непрерывном движении заготовки в процессе выполнения со скоростью 10-12 м/мин,Непосредственно после печи заготовка поступает в фильеру, нагретую до 370- .
Затем процесс волочения многократно повторяется. Перед поступлением заготовки ш печь на нее наносят гра |ито-коллоидную смазку. Повышение температуры выше приводит к загоранию заготовки.
Понижение температуры ниже 450 С приводит к обрыву переднего конца заготовки вследствие того, что процесс разупрочнения металла происхо- дщт в недостаточной степени.
Более низкая чем температура нагрева фильеры приводит к обрыву выходного конца щ оволоки из- за увеличения соцротивления металла пластической деформации в процессе волочения. Это обусловлено понижением температуры деформации в связи с понижением температурь льеры.
Нагрев фильеры выше также цриводит к обрыву выходного конца . проволоки из-за пониженной его прочности,
П р и м ер. Волочение проволоки из магниевых сплавов провощит в сле дуннцих условиях. В качестве исходной заготовки использовали цруток диаметром 3 мм, получений путем горячего прессования (экструзии) из слитка. Волочение прутка осуществляли на волочильной машине барабанного типа.МВ-3000 ВМ, Предварительный нагрев прутка, а затем полученных из него заготовок промежуточньгх размеров осуществляли в трубчатой электрической печи, нагретой до 450-500 с, при непрерывном движении
5
0
5
0
5
0
5
0
5
заготовки в процессе волочения со скоростью 10-12 м/мин. Вследствие невысокой скорости протяжки заготовки и небольшого ее сечения заготовка за время движения в трубчатой печи принимала ее температуру. Непосредственно после печи заготовка поступала в фильеру, нагретую до 370-420 С. Фильеры использовали от диаметра 3 мм до 1 мм через 0,1 мм, далее через 0,05 мм. Перед поступлением заготовки в печь на нее наносили графито-коллоидную смаяку.
Конкретшле примеры осуществления предлагаемого способа волочения проволоки представлены в таблице.
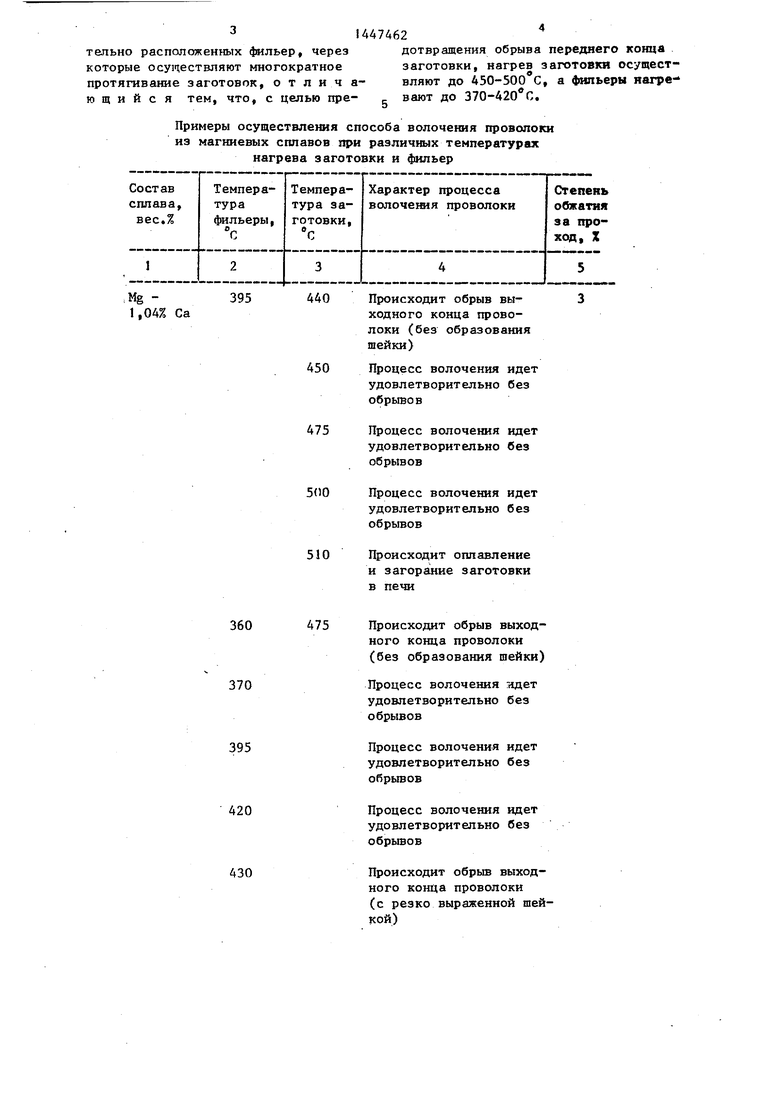
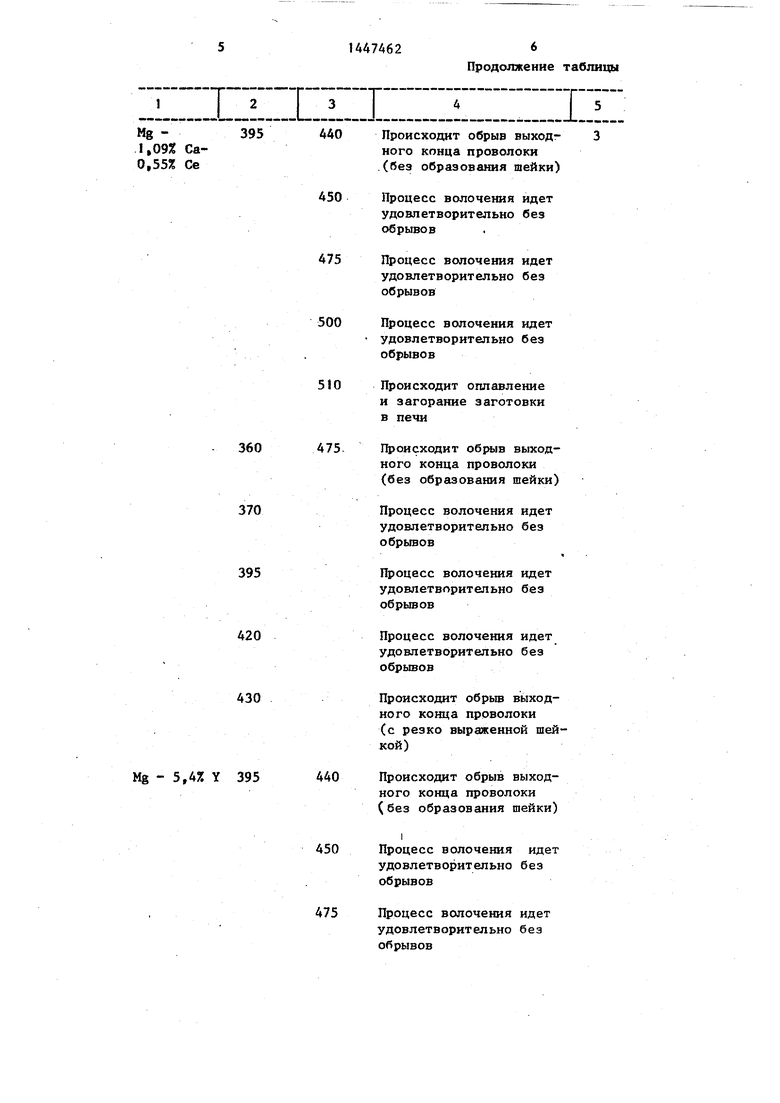
Опробование предлагаемого способа волочения проводили на трех различных по составу сплавах: Mg - 1,04% Са, Mg - 1,097а Са - 0,55% Се и Mg - 5,4% У. Во всех случаях нагрев трубчатой электрической печи, через которую проходит заготовка, до 450-500 С и нагрев фильер до 370-420°С обеспечивает удовлетворительное волочение проволоки без обрьшов. Повышение температуры в трубчатой электрической печи выше приводит к загоранию заготовки, уменьшение ниже 450 С - к обрыву выходного конца проволоки. Более низкая чем температура нагрева фильеры также при водит к об- ръшу выходного конца проволоки. Нагрев фильеры вьшге 420 С также приводит к выходного конца щ)ово- локи из-за пониженной в данном случае его гфочности.
Использование щ едпагаемого способа волочения позволяет получать проволоку из магниевых сплавов различных составов болыпой длины с ди- аметррм сечения до 0,6 мм при строгом контроле размера сечения. Предлагаемый способ может быть осуществлен на изготавливаемых промьишен- ностью волочильных машинах, где предусмотрен нагрев проволоки и фильер. Проволока из магниевых сплавов может быть использована в различных областях техники, в том числе для изготовления стартеров люми- несцентш11х ламп.
Формула изобретения
Способ волочения из магниевых сплавов, включакяций предварительный нагрев заготовки и ряда последовательно расположенных , через которые осуществляют многократное протягивание заготовок, о т л и ч а- ю щ и и с я тем, что, с целью предотвращения обрыва переднего конца заготовки, нагрев заготовки осуществляют до 450-500 с, а фильеры нагревают до 370-420 0.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751067C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751068C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ВЫСОКОЙ СКОРОСТЬЮ И СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690263C1 |
| СПОСОБ ПРОИЗВОДСТВА ЗАКЛЕПОЧНОЙ ПРОВОЛОКИ ИЗ СПЛАВОВ СИСТЕМЫ Al-Cu-Mg (ВАРИАНТЫ) | 2007 |
|
RU2354742C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β) - ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С УДАЛЕНИЕМ ПОВЕРХНОСТНОГО СЛОЯ | 2018 |
|
RU2690264C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (a+b)- ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2690262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С КОНТРОЛЕМ ДОПУСКА ТЕМПЕРАТУРЫ И ВЫСОКОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690905C1 |
| Способ изготовления проволоки из (α+β)-титанового сплава для аддитивной технологии | 2018 |
|
RU2751066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ | 2018 |
|
RU2751070C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ С ИНДУКЦИОННЫМ НАГРЕВОМ И С ВЫСОКОЙ СТЕПЕНЬЮ ДЕФОРМАЦИИ | 2018 |
|
RU2690869C1 |

Примеры осуществления способа волочения проволоки из магниевых сплавов при различных температурах нагрева заготовки и фильер
g - 395 440 Происходит обрыв вы- ,04% Саходного конца проволоки (без образования шейки)
450 Процесс волочения идет удовлетворительно без обрывов
475 Процесс волочения идет удовлетворительно без обрывов
500 Процесс волочения идет удовлетворительно без обрывов
510 Происходит оплавление и загораяие заготовки в печи
475 Происходит обрыв выходного конца проволоки (без образования шейки)
Процесс волочения идет
удовлетворительно без обрывов
Процесс волочения идет
удовлетворительно без обрывов
Процесс волочения идет
удовлетворительно без обрьюов
Происходит обрыв выходного конца проволоки (с резко выраженной шейкой)
:Ei:ic:z:ii:::zz::::::;r
1
g -395440Происходит обрыв выходг
,09% Са-ного конца проволоки
,55% Се.(.без образования шейки)
450 Процесс волочения идет удовлетворительно без обрывов
475 Процесс волочения идет удовлетворительно без обрывов
500 Процесс волочения идет удовлетворительно без обрывов
510 Происходит оплавление и загорание заготовки в печи
360 475. Происходит o6i%iB выходного конца проволоки (без образования шейки)
370Процесс волочения идет
удовлетворительно без обрывов
«
395Процесс волочения идет
удовлетворительно без обрывов
420Процесс волочения идет
удовлетворительно без обрывов
430Происходит обрыв выходного конца проволоки (с резко выраженной шейкой)
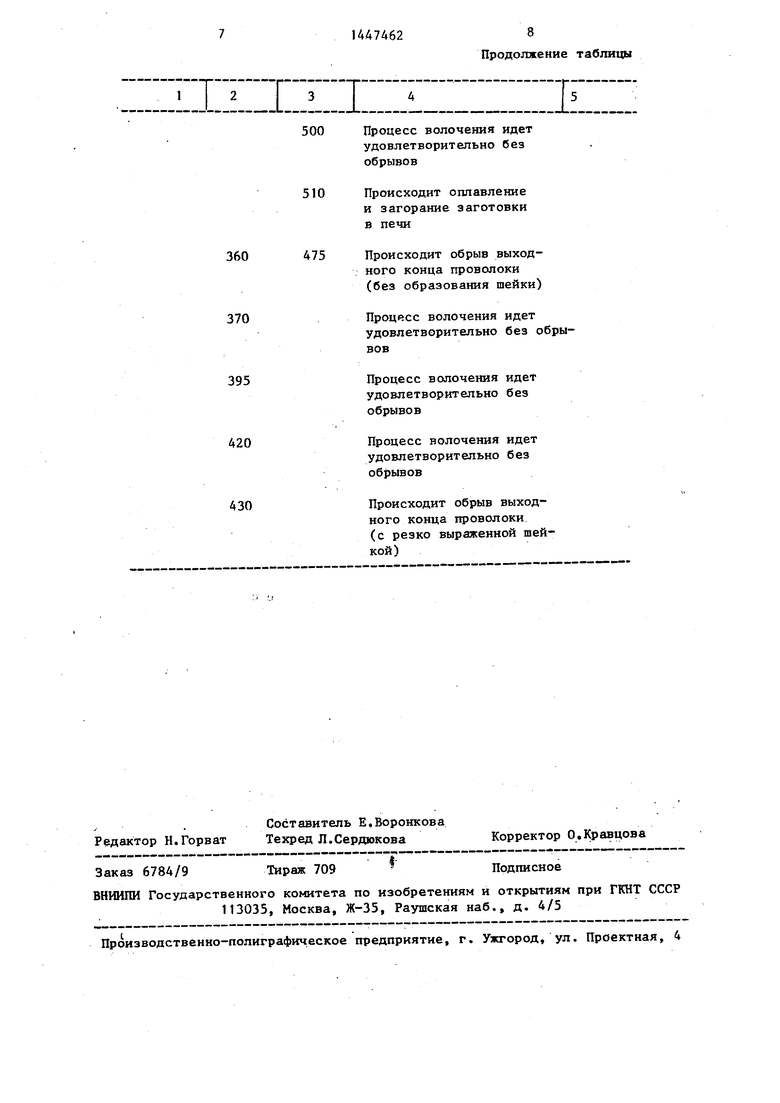
g - 5,4% У 395 440 Происходит обрыв выходного конца проволоки (без образования шейки)
I
450 Процесс волочения идет удовлетворительно без обрывов
475 Процесс волочения идет удовлетворительно без обрывов
714474628
Продолжение таблицы
I:I Z:I:II::::I::::E::I:
500 Процесс волочения идет удовлетворительно без обрывов
510 Происходит оплавление и загорание заготовки в печи
360 475 Происходит обрыв выходного конца проволоки (без образования шейки)
370Процесс волочения идет
удовлетворительно без обрывов
395Процесс волочения идет
удовлетворительно без обрывов
420Процесс волочения идет
удовлетворительно без обрывов
430Происходит обрыв выходного конца проволоки (с резко выраженной шейкой)
