4i 4
00 vj
00
Изобретение относится к термической обработке стали концентрированными источниками энергии и может быть использовано в машиностроении при изготовлении упругих элементов, например пластин клапанов из дисперсионна- твердеющих сталей аустенитно-мартен- ситного класса.
Цель изобретения - увеличение срока службы путем повышения сопротивления разрушения в зоне действия ударных и изгибкых нагрузок.
Сущность изобретения заключается
в том, что локальный нагрев концент- рированным источником энергии холоднокатаной ленты из дисперсионно-твер- деющей стали аустенитно-мартенситного переходного кпасса до температур выше обратного мартенситного превращения, но ниже температуры плавления по все му периметру свободной кромки пластины снижает-чувствительность материала к различного рода концентраторам напряжений, возникающих на поверхности разделения после вырубки, повышая этим соответственно работоспособность пластины в процессе эксплуатации при действии изгибных и ударньпс нагрузок.
При локальном нагреве в заявляемом интервале температур в структуре стали образуется аустенит, обладающий большей склонностью к пластической деформации и способностью поглощать энергию за счет дополнительного аустенитно-мартенситного превращения при возникновении пиковых напряжений в зоне деформации. Нагрев до температур ниже обратного мартенситного превраш,ения не обеспечивает получения структурного состояния, способного поглощать энергию при внешнем на- гружении. Нагрев вьшге температуры плавления приводит к нарушению микро Геометрии поверхности из-за кратеров в зоне воздействия лазерного излучения.
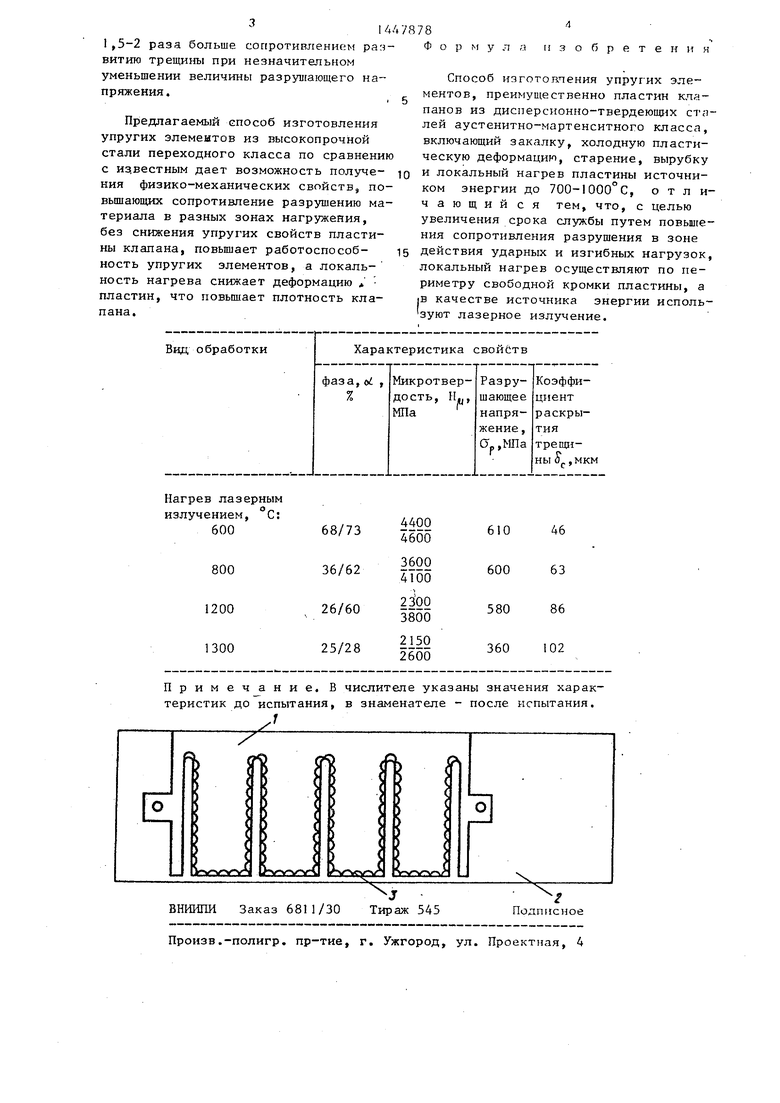
На чертеже дана схема изделия (1) после вырубки из леНты (2) и зона локального нагрева (3) концентрированными источниками энергии.
Предлагаемый способ применительно к высокопрочным сталям переходного класса осуществляют следующим обра- зом.
Ленту подвергают закалке с температуры 950-1050 С, холодной пласти0
5
0
5
ческой деформяции, старению при температуре ниже начала обратного мартенситного превращения, затем производят вырубку упругих элементов, под- верг ают ynpyri-ш элемент по периметру свободной кромки местному нагреву лазерным излучением до температуры выше обратного мартенситного превраще- ния, но ниже температуры плавления и производят окончательную обработку.
Пример. Дпя получения образцов пластин с высокими механическими свойствами производят вырубку из их ленты стали 09Х15Н910, которая прошла цикл обработки: закалку с температуры ЮООгЮЗОС, холодную пластическую деформацию и старение при 450 С. Затем образцы в зоне концентратора напряжений подвергают локальному нагреву до 1100- 200 С лазерным излучением на установке Квант- 6. Нагрев производят в импульсном режиме без оплавления поверхности кромок материала пластины. Оценку сопротивления разрушения осуществляют по результатам испытаний трех образцов как с нагревом лазерным излучением в зоне концентратора напряжений, так и без нагрева. На всех образцах пластин как до, так и поеле сравнительных испытаний осуществляют контроль количества мартенситной фазы.в зоне концентратора рентгеноструктурным ана5
0
5
0
5
лизом, а также измеряют микротвердость поверхности. Локальный нагрев производят до температуры вьше начала обратного мартенситного превращения (800 С), но ниже температуры плавления (). Результаты испытаний даны в таблице.
Результаты испытаний показывают, что повьшение значений величины критического раскрытия трещины (5 с) происходит при нагреве до температур выше 800 С при незначительном снижении величины разрушающего напряжения ((5р).
Нагрев при 300 С позволяет получить в 2,5 раза большие значения величины Sj, , однако при этом-происхо дит существенное снижение значений величины разрушающего напряжеиия (Gp ). Данные по интенсивности образования мартенсита в процессе испытаний позволяет заключить, что нагрев стали аустенитно-мартенситного класса лазерным облучением в интервале температур 800-1200 0 позволяет получить структурное состояние, обладающее в
1 ,5-2 раза больше сопротивлением ра.ч- витиго трещины при незначительном уменьшении величины разрушающего напряжения.
Предлагаемый способ изготовления упругих элементов из высокопрочной стали переходного класса по сравнению с известным дает возможность получе- НИН физико-механических свойств, повышающих сопротивление разрушению материала в разных зонах нагружения, без снижения упругих свойств пластины клапана, повышает работоспособность упругих элементов, а локальность нагрева снижает деформацию пластин, что повьпиает плотность клапана.
Формула изобретения
Способ нзготояпения упругих элементов, преимущественно пластин клапанов из дисперсионно-твердеющих сталей аустенитно-мартенситного класса, включающий закалку, холодную пластическую деформацию, старение, вырубку и локальный нагрев пластины источником энергии до 700-1000°С, отличающийся тем, что, с целью увеличения срока службы путем повьшге- ния сопротивления разрушения в зоне действия ударных и изгибных нагрузок, локальный нагрев осуществляют по периметру свободной кромки пластины, а
iB качестве источника энергии исполь зуют лазерное излучение.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
| Способ обработки сталей | 1981 |
|
SU1032029A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ПРУЖИННЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2003 |
|
RU2244757C1 |
| Способ изготовления упругих элементов | 1976 |
|
SU616305A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| Способ механикотермической обработки метастабильных аустенитных сталей | 1980 |
|
SU1022997A1 |
| Способ обработки изделий | 1988 |
|
SU1534066A1 |
| ТЕРМОЧУВСТВИТЕЛЬНЫЙ ПРИВОДНОЙ ЭЛЕМЕНТ | 2015 |
|
RU2617841C1 |
| Способ изготовления крупногабаритных заготовок из сталей | 1981 |
|
SU954449A1 |
| КОРРОЗИОННО-СТОЙКАЯ АУСТЕНИТНАЯ СТАЛЬ | 2010 |
|
RU2430187C1 |
Изобретение относится к термической обработке стали концентрированными источниками энергии и может быть использовано в машиностроении .при изготовлении упругих элементов, например пластин клапанов из дисперсионно -т верденлцих сталей аустенитно- мартенситного класса. Цель изобретения - увеличение срока службы путем повышения сопротивления разрушения в зоне действия ударных и изгибных нагрузок. Сущность изобретения заключается в том, что локальный нагрев лазерным измерением холоднокатаной ленты из дисперсионно-твердеющей стали аустенитно-мартенситного переходного класса до температур выше обратного мартенситного превращения, но ниже температуры плавления по всему периметру свободной кромки пластины снижает чувствительность материала к различного рода концентраторам напря жений, возникающих на поверхности разделения после вырубки, повышая этим соответственно работоспособность пластины в процессе эксплуатации при действии изгибных и ударных нагрузок. 1 нп., 1 табл. с $ (Л
Нагрев лазерным о
Примечание. В числителе указаны значения характеристик до испытания, в знаменателе - после испытания. ,1
ВНИИПИ Заказ 6811/30 Тираж 545
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДИСПЕРСИОННО- ТВЕРДЕЮЩИХ СПЛАВОВ | 0 |
|
SU387004A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления упругих элементов | 1976 |
|
SU616305A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
