Изобретение относится к термической обработке стали концентрированными источниками энергии, конкретнее лучом лазера, и может быть использовано в машиностроении при изготовлении ленты клапанов из мартенситно- стареющих сталей.
Цель изобретения - увеличение срока службы изделия.
Сущность изобретения заключается в том, что ленту из мартенситно-ста- реклцей стали, предназначенную для пластин клапанов,подвергают холодной деформации прокаткой на 85-95%,отжигу при 525-578°С, время выдержки Зч, охлаждение на воздухе, лазерной обработке (по контуру пластины)1 с помощью лазера непрерывного действия мощностью 3,5-7,5 кВт/см1 со скоростью движения лазерного луча 30оО м/чт ширина участка, обработанного лазером, равна ширине участка контакта пластины с седлом клапана, галтовке в абразиве А120Э размером 8-10 мм произвольной формы, скорость враще- лшя барабана 20 об/мин.
Холодная пластическая деформация (до степени 85-95%) проводится для получения изделия требуемого размера и достижения за счет деформационного упрочнения высоких значений твердости, предела текучести и временного сопротивления разрыву. Уменьшение степени деформации (меньше 85%) не позволяет получить требуемых значений прочностных свойств. Увеличение степени деформации (больше 95%) может прив-зстн к растрескиванию ленты вследствие исчерпания ресурса пластичности материала.
yi
ЪЭ
Отжиг-старенве осуществляют для получения максимально высоких значений прочностных свойств и, Как следствие, усталостной прочности. , 6в при старении увеличивается на 75%, , - на 65%. Старение при температурах ниже 525°С не приводит к максимальному повышению усталостной прочности, а при температурах выше 575°С протекают процессы пе естаривания, в частности обратное о/ -+ превращение, коагуляция и растворение ннтер- металлидных частиц, что ведет к снижению сопротивления усталостному на- гружению.
Лазерная обработка контура пластины клапана осуществляется для разупрочнения кромки пластины клапана и увеличения ее пластичности и ударной вязкости, а также для удаления поверхностных микротрещин и других концентраторов напряжений, возникших при вырубке пластин. При повышении мощности (больше 7,5 кВт/см ) ил и понижении с ко рости (меньше 30 м/ч) температура нагрева, поверхности повышается, вследствие чего начинается интенсивный рост зерен аустенита,что приводит при последующем охлаждении к получению крупнопластинчатого мартенсита, который имеет низкие значения пластичност и ударной вязкости. Возиожно также оплавление поверхности пластины с образованием пленки грубых окислов, кого- рые разрушаются при галтовке или эксплуатации.
При понижении мощности (меньше 3,5 кВт/ ) или повышении скорости (больше 60 м/ч) имеет место недогрев следовательно достаточно полного растворения упрочняющих частиц, сопровождаемого ростом пластических и ударных характеристик, не происходит. Лазерное облучение поверхности плат- тины клапана проводится со стороны, противоположной контактной поверхности, поскольку лазерное воздействие ведет к незначительному окислению и соответственно к ухудшению качества поверхности.
Галтовка пластин после термической обработки необходима для устранения
концентраторов напряжений на кромках пластины и на поверхности, обработанной лазером.
Пример. Изготавливают пластины клапана из стали состава,%: С 0,03;Сг 10,05, Ni 7,7; Со 8,43; Мо 3,70; Ti 1,1; Al 0,17 по схеме: холодная прокатка ленты до 0,5 мм (суммарная степень деформации 96%); старение ленты в рулоне при 550°С, время выдержки 3 ч, охлаждение на воздухе; вырубка пластин клапанов с помощью штампов холодной штамповки; лазерная обработка кромки пластины клапана шириной 8 мм, мощность лазерного луча 5 кВт/см1, скорость движения лазерного луча 40 м/ч; галтовка в абразиве размером 8-10 мм произвольной формы, частота вращения барабана 20 об/мин.
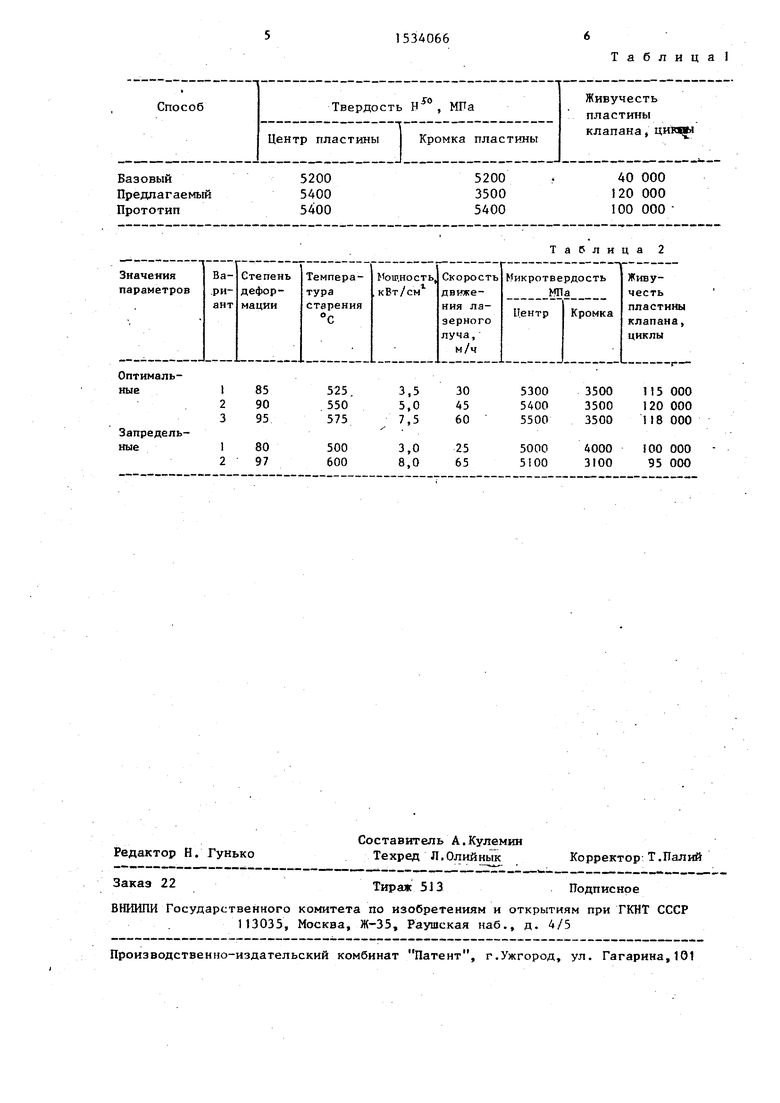
Твердость пластины клапана, изготовленного по прототипу по всей поверхности 5400 МПа. Твердость пластины клапана, изготовленного по базисному способу, по всей поверхности 5200 МПа, Твердость и живучесть при стендовых испытаниях клапанов, изготовленных по предлагаемому, базовому способам и прототипу, представлены в табл.1 обоснование режимов обработки - в табл.2.
Предлагаемый способ позволяет увеличить срок службы пластин клапанов.
Формула изобретения
Способ обработки изделий, преимущественно ленты из мартенситно-старею щей стали в клапане с седлом, включающий холодную пластическую деформацию, отжиг и локальную закалку поверхности лазером при заданных параметрах мощности и скорости движения луча по поверхности, отличающийся тем, что, с целью увеличения срока службы изделия, деформацию осуществляют на 85-95%, отжиг проводят при 52J -575CС, закалке лазером подвергают участок ленты,соответствующий контакту клапана с седлом,при этом мощность лазера задают равной 3,5-7,5 кВт/см1, а скорость движения луча по поверхности 30-60 м/ч.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения тонкостенных металлических изделий | 1989 |
|
SU1721100A1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ОХЛАЖДЕНИЕМ | 2006 |
|
RU2323264C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2405841C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ ИЗМЕНЕНИЕМ ТЕМПЕРАТУРЫ | 2006 |
|
RU2322513C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СВАРНЫХ СОЕДИНЕНИЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2002 |
|
RU2241047C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТОЙКОЙ ПРИ ОТЖИГЕ ДЛЯ СНЯТИЯ НАПРЯЖЕНИЙ, ТЕКСТУРИРОВАННОЙ КРЕМНИСТОЙ СТАЛИ С НИЗКИМИ ПОТЕРЯМИ В ЖЕЛЕЗЕ | 2018 |
|
RU2746618C1 |
| Способ изготовления упругих элементов | 1987 |
|
SU1447878A1 |
| СПОСОБ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2194773C2 |
Изобретение относится к термической обработке стали концентрированными источниками энергии, конкретнее лучом лазера, и может быть использовано в машиностроении при изготовлении ленты клапанов из мартенситно-стареющих сталей. Цель изобретения - увеличение срока службы изделия. Изобретение заключается в том, что ленту из мартенситно-стареющей стали, предназначенную для пластин клапанов, подвергают холодной пластической деформации на 85-95%, затем отжигу при 525-575°С и лазерной закалке при мощности излучения 3,5-7,5 кВт/см2 и при скорости движения лазерного луча по поверхности изделия 30-60 м/ч, причем локальную обработку лазером осуществляют в месте контакта ленты с седлом клапана. 2 табл.
Т а (5 л и ц а 2
| Рахштадт А.Г | |||
| Пружинные стали и сплавы.-М.: Металлургия, I97J, 496 с | |||
| Патент США № 4151014, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
