4; 4
ср
СП 4
Изобретение относится к производству объемных нетканых материалов, получаемых из различного по способу производства прочеса полуфабриката, состоящего как из однородных, так и различных по их природе волокнистых или волокнистоподобных элементов, и может быть использовано в текстильной и легкой промышленности в качестве утепляющего средства при изготовлении утепленных изделий различного назначения как для непосредственных нужд человека (куртки, пальто, ватники и т. п.), так и специального назначения (различные звукоизолирующие и утепляющие прокладки в салонах самолетов, автомобилей, автобусов и т. п.), а также в валяльно-войлочной про- мыщленности и при изготовлении линолеумов и напольных покрытий.
Цель изобретения - улучшение эксплуатационных свойств объемных нетканых материалов с поверхностной плотностью свыше 200 г/м за счет повышения прочности материала.
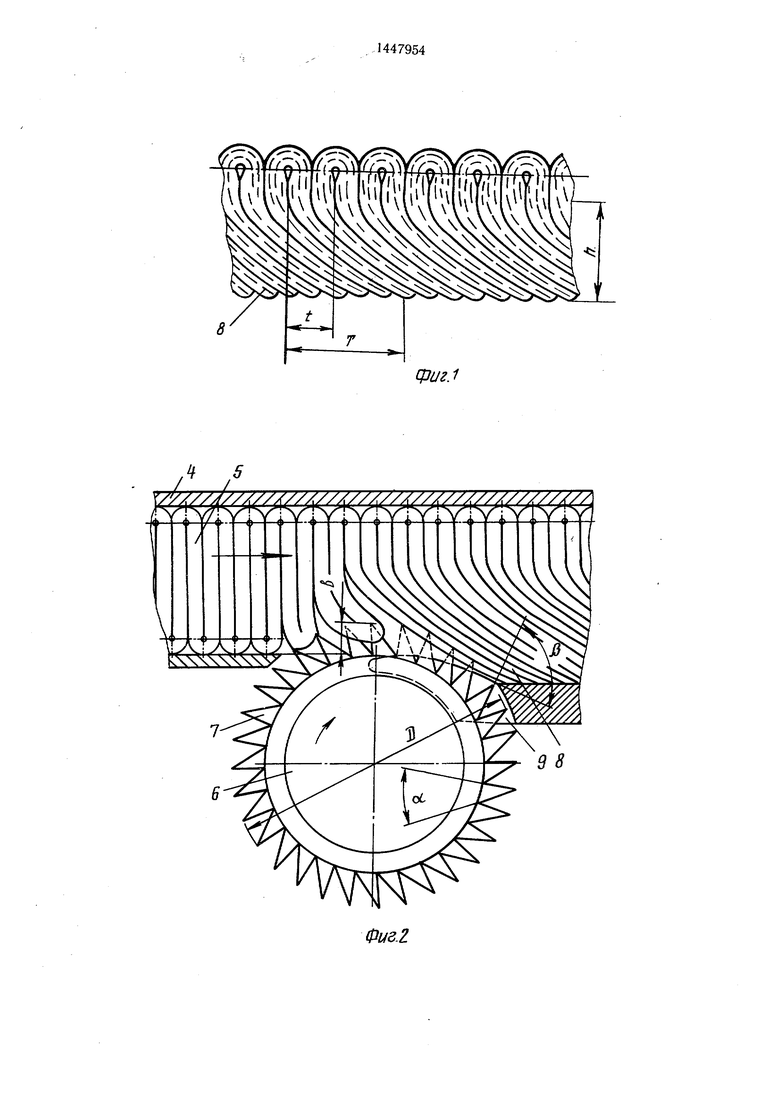
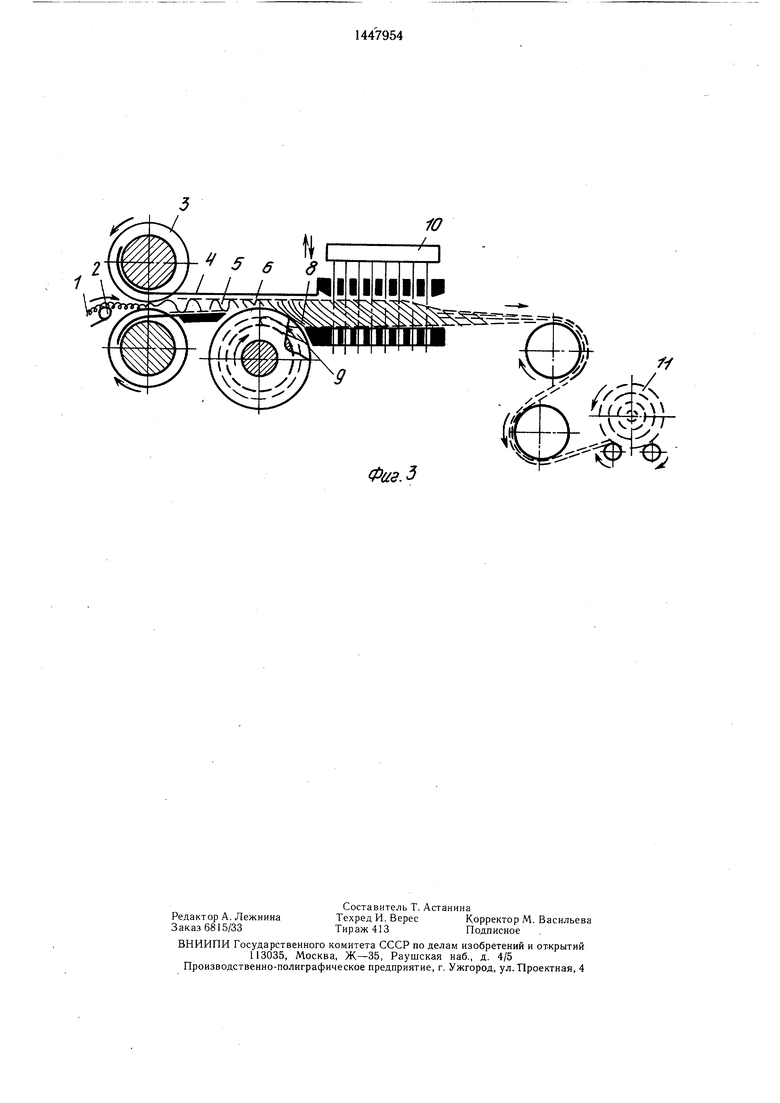
На фиг. 1 представлена конструкция объемного нетканого материала; на фиг. 2 - схема процесса сДвига-вытяжки петель одной из сторон сформированного холста с зигзагообразной петлевой структурой; на фиг. 3 - схема и расположение оборудования для получения объемного нетканого материала.
Оборудование для получения объемного нетканого материала содержит расчесывающие (разрыхляющие) машины, на которых получают волокнистый или волокнистоподоб- ный прочес 1, транспортер 2, передающий этот прочес в жало питающих валов 3, направляющие элементы 4, образующие камеру для формирования холста 5 в виде зигзагообразной петлевой ленты, расчесывающий орган б с отрицательно направленными передними гранями рабочих зубцов 7 гарнитуры, предназначенный для укладки сдвинутых и вытянутых концов петель 8 холста, очищающий орган 9, иглопрошивной (иглопробивной) орган 10 и накатное устройство для намотки готового продукта в рулон 11.
На фиг. I и 2 обозначены ее - угол рабочей части гарнитуры расчесывающего органа; р - угол между рабочими гранями гарнитуры и очищающего органа; b - глубина внедрения гарнитуры расчесывающего органа; D - наружный диаметр по гарнитуре расчесывающего органа; t - шаг петлевой укладки прочеса; Я - толщина формируемого зигзагообразного холста; Т - смещение петель при сдвиге-вытяжке; h - высота смещенной части петлевой зигзагообразной структуры волокнистого холста.
Для получения нетканого материала волокнистый или волокнистоподобный прочес I подают транспортером 2 от одной или нескольких расчесывающих (разрыхляющих) машин, вводят в жало питающих валов 3, прессуют поступивший прочес и подают в камеру, ограниченную элементами 4, формируют волокнистый холст 5 зигзагообразно-непрерывной петлевой лентой прочеса
перпендикулярно поверхности холста, сдвигают петли, вытягивая их в направлении выпуска вращающимся со скоростью, большей скорости подачи общей массы холста, расчесывающим органом 6 с отрицательно направленными передними гранями рабочих
o зубцов 7 гарнитуры. Окружная скорость органа 6 обеспечивает с одной стороны сдвиг петель Т, в котором сдвинутые и вытянутые петли перекрывают не менее одного соседнего шага / зигзагообразного петлес вого уложения прочеса на нерастянутой стороне материала; с другой стороны укладку сдвинутых и вытянутых петель и преимущественную ориентацию входящих в них волокон очищающим органом 9 с зубьями по ширине вырабатываемого материала. За0 тем сформированный материал скрепляют, например, иглопрошивным (иглопробивным) органом 10 и сматывают в рулон П. Отдельные слои волокнистого холста в его нижней части, растянутые под углом к длине холста, придают готовому нетканому материалу высокую прочность как в продольном направлении так, и по его высоте. Это обусловлено тем, что длина волокон обычно в несколько раз больше толщины петель вырабатываемого волокнистого холсQ та и практически каждое волокно, подвергнутое сдвигающему, вытягивающему воздействию перекрывает по крайней мере не менее одного щага соседних, оставшихся несдвинутыми, петель другой стороны холста. В результате такого воздействия на сдвину5 тые и несдвинутые петли вырабатываемый волокнистый холст обладает хорошей ностью, сохраняемой при эксплуатации. Себестоимость производства предлагаемого объемного нетканого материала за счет исключения применения дефицитных хлопча0 тобумажных нитей значительно снижается. Кроме того, предлагаемые нетканые полотна повышенного качества могут иметь поверхностную плотность свыше 300-400 г/м.
45
Формула изобретения
Объемный нетканый материал, состоящий из петель, образованных зигзагообразным изгибом волокнистых петель прочеса, расположенных перпендикулярно по крайней мере
поверхности одной стороны материала и скрепленных иглопрокалыванием, отличающийся тем, что, с целью повышения продольной прочности материала при сохранении объемности, петли волокнистого прочеса с другой стороны материала смещены
в продольном направлении на величину, превышающую щаг петель прочеса.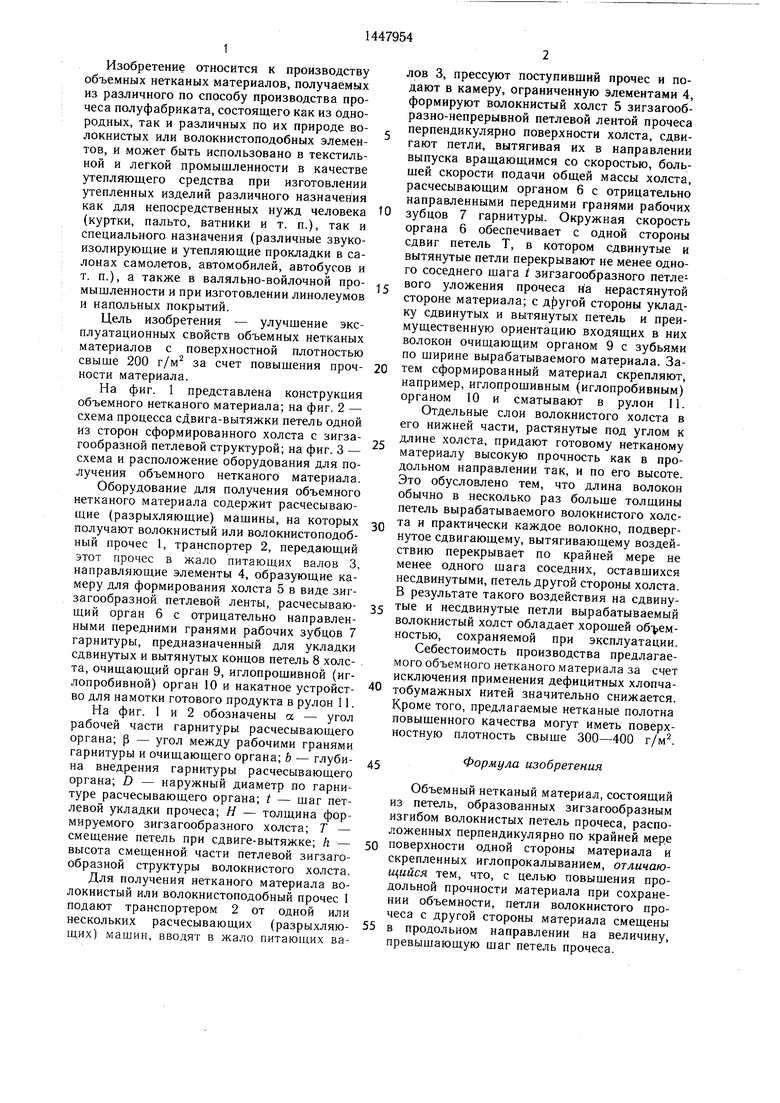
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканого материала | 1989 |
|
SU1675441A1 |
| Способ изготовления нетканого материала | 1986 |
|
SU1381212A1 |
| НЕТКАНЫЙ МАТЕРИАЛ | 2015 |
|
RU2596455C1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2365687C1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОГЛОЩАЮЩЕГО МАТЕРИАЛА | 2002 |
|
RU2200778C1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ | 2007 |
|
RU2357029C2 |
| НЕТКАНЫЙ МАТЕРИАЛ | 1972 |
|
SU344654A1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОГО НЕТКАНОГО МАТЕРИАЛА | 2002 |
|
RU2213820C1 |
| Нетканый текстильный материал | 1987 |
|
SU1550015A1 |
Изобретение относится к легкой промышленности и позволяет повысить продольную прочность материала при сохранении объемности. Объемный нетканый материал состоит из зигзагообразных петель волокнис- гого прочеса, расположенных перпендикулярно по крайней мере поверхности одной стороны материала, с другой стороны петли смеш,ены в продольном направлении на величину смеш,ения, превышаюш,ую шаг петель прочеса. 3 ил.
Фиг.1
Фиг.г
Ю
Я1111111Р
, IIIIIIII 1 IIIIII
Ю
Фаз. 5
| Способ изготовления нетканого материала | 1986 |
|
SU1381212A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
