Изобретение относится к текстильной и легкой промышленности, в частности к производству нетканых материалов.
Целью изобретения является расширение ассортимента при одновременном повышении равномерности материала по толщине.
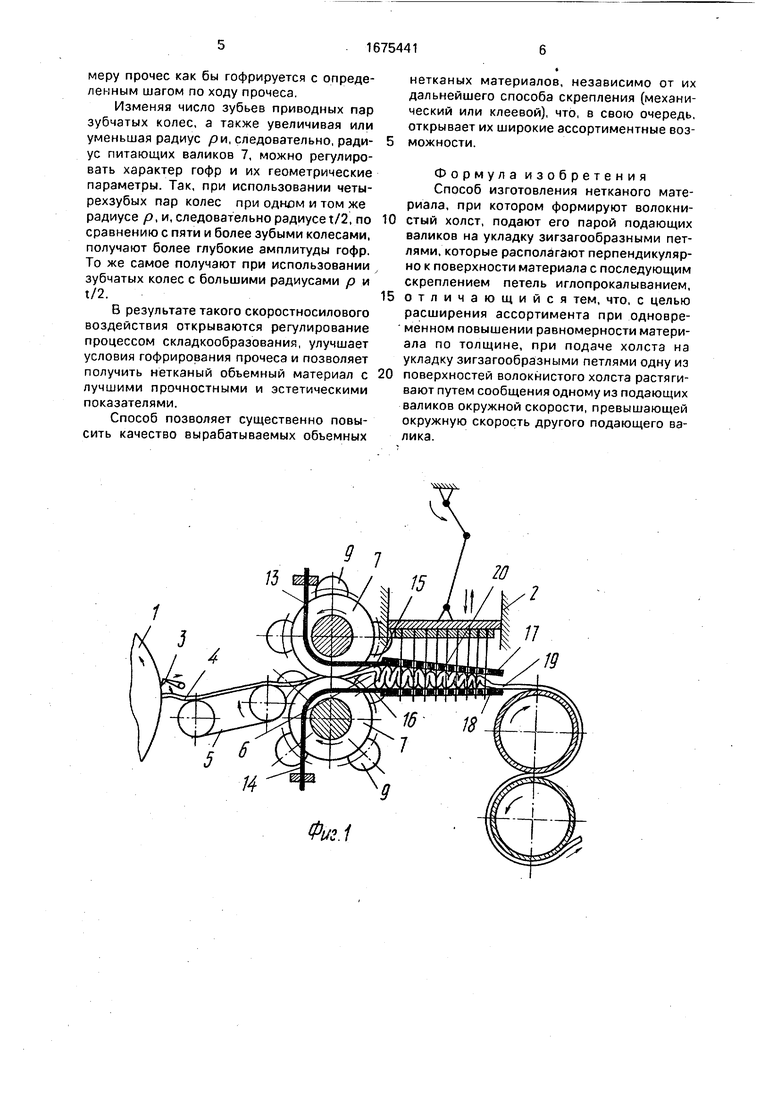
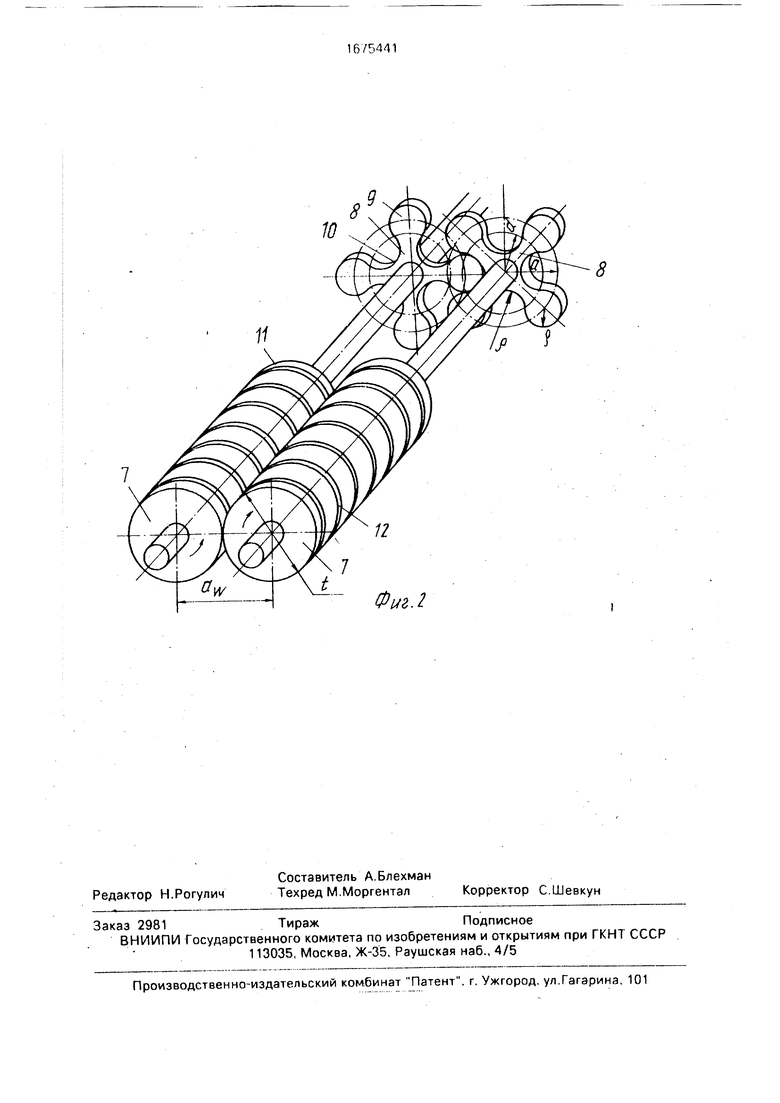
На фиг.1 и 2 показано устройство для осуществления предлагаемого способа.
Поставленная цель достигается тем, что слой прочеса подают в зону формирования так, что относительная скорость перемещения верхней и нижней поверхности слоя прочеса периодически (циклически) изменяют, т.е. верхнюю и нижнюю поверхность прочеса циклически смещают друг относительно друга путем сообщения одному из подающих валиков окружной скорости, превышающей окружную скорость другого.
Периодическое изменение скорости перемещения верхней и нижней поверхностей слоев прочеса приводит к упорядоченному
процессу складкообразования. Например, при увеличении скорости одного из питающих валиков изменяется скорость перемещения поверхности слоя прочеса, контактирующего с этим валиком. В результате происходит послойный сдвиг прочеса. Причем этот сдвиг уменьшается в сторону валика с меньшей скоростью. Все это ведет к образованию деформированного прочеса, т.е. к образованию складки со стороны валика, имеющего меньшую окружную скорость. При равенстве скоростей питающих валиков, так как при равенстве скорости перемещения поверхностных слоев, прочес подается в зону складкообразования в неискривленном виде. Таким образом, слой прочеса как бы гофрируется с определенным шагом по ходу подачи прочеса. В результате получается материал с равномерной гофрированной структурой одинаковой толщины, и в процессе клеевого или механического скрепления имеет одиО 4
ел
наковую прочность по всей ширине вырабатываемого продукта. Это улучшает качество вырабатываемого материала, а также обеспечивает равномерность его физико-механических свойств по ширине.
Способ изготовления нетканого объемного материала может быть осуществлен, например, на агрегате, включающем чесальную (чесальные или какие-либо другие разрыхляющие машины) машину, оснащенную вариантом устройства для зигзагообразного непрерывного петлевого укладывания прочеса-полуфабриката, состоящего, например, из пары питающих валиков с кольцевыми канавками и направляющих элементов, размещенных в этих канавках. Причем питающие валики снабжают кинематически связывающими их приводными элементами, обеспечивающими поцикловые изменения окружных скоростей питающих валиков относительно друг друга, но с одинаковым временем на один оборот их вращения, например, парой четырех и более зубчатых колес, зубцы и межзубовые впадины которых выполнены радиальными.
Для реализации предлагаемого способа в состав оборудования, качестве одного из вариантов, должны входить чесальная (или иная разрыхляющая) машина 1 и скрепляющая, например, иглопробивная машина 2, установленная последовательно. Чесальная машина оснащена устройством 3 для съема прочеса 4 и транспортером 5, передающим прочес с иглопробивной машине. Иглопробивная машина имеет регулируемую по высоте камеру 6 складкообразования.
При входе в камеру складкообразования смонтированы питающие валики 7, снабженные кинематически связывающими их приводными элементами 8, обеспечивающими поцикловые изменения окружных скоростей питающих валиков относительно друг друга, но с одинаковым временем на один оборот их вращения, например, парой четырех зубчатых колес, зубцы 9 и межзубовые впадины 10 которых выполнены радиусными с номинальным радиусом р , Причем питающие валики снабжены канавками 11 и 12. В канавках размещены направляющие элементы 13 и 14. Концы 15 и 16 направляющих элементов входят между подкладочным 17 и очистительным 18 столами, в зоне которых пропускают скрепляемый холст 19 со складками 20.
Согласно предлагаемому способу волокнистый или волокнистоподобный прочес 4 подают транспортером 5 от одной или нескольких расчесывающих (разрыхляющих) машин 1 к иглопробивающей машине
2, снабженной камерой 6 складкообразования. Прочес 4 подают парой питающих валиков 7 с кинематически связывающими их приводными элементами 8 в пространстве
между направляющими элементами 13 и 14 со скоростью большей скорости выведения. Посредством направляющих элементов 13 и 14, расположенных в канавках 11 и 12 питающих валиков 7, предотвращают наматыва0 ние прочеса на эти валики и образуют канал, в котором формируют зигзагообразные складки 20 и подготавливают к скреплению холст 19. В зоне концов 15 и 16 направляющих элементов 13 и 14 и подкладочного и
5 очистительного столов 17 и 18 проводят иг- лоскрепление холста иглопробивной машиной 2.
Зигзагообразные складки 20 холста 19 формируют за счет циклически изменяю0 щихся в пределах одного оборота окружных скоростей питающих валиков 7, снабженных элементами 8.
При прокалывании холста 19 складки 20 симметрично сплющиваются.
5При сплющивании складок волокна холста 19 в результате иглопрокалывания перемещают в направлении иглопрокалывания и задерживают в зонах подкладочного и очистительного столов 17 и 18, создавая точеч0 ные хаотические сплетения, что способствует повышению относительной прочности объемного нетканого материала. Процесс упорядоченного складкообразования осуществляется за счет циклически
5 повторяющейся разности окружных скоростей питающих валиков 7. Так при увеличении скорости одного из валиков, со стороны этого валика (при условии должного их прижима) происходит сдвиг поверхностных
0 слоев контактирующего прочеса 4, ведущий к образованию деформированного прочеса, т.е. к образованию складки с, впадиной со стороны валика, имеющего меньшую окружную скорость, При равенстве скоростей пи5 тающих валиков 7 поступающий прочес 4 подается в зону складкообразования в неискривленном виде.
При подаче прочеса 4 в камеру 6 складкообразования питающими валиками 7
0 противоположные стороны прочеса подвергаются неравномерному циклическому скоростному воздействию. В результате такого воздействия имеют место неравномерные сдвиги контактирующих с валиками слоев
5 прочеса, т.е. со стороны воздействия питающего валика, имеющего в определенный момент большую окружную скорость, происходит его растяжение, а в момент вращения с меньшей скоростью растяжение не происходит. Таким образом, питаемый камеру прочес как бы гофрируется с определенным шагом по ходу прочеса.
Изменяя число зубьев приводных пар зубчатых колес, а также увеличивая или уменьшая радиус ри, следовательно, ради- ус питающих валиков 7, можно регулировать характер гофр и их геометрические параметры. Так, при использовании четы- рехзубых пар колес при одшэм и том же радиусе /9, и, следовательно радиусе t/2, по сравнению с пяти и более зубыми колесами, получают более глубокие амплитуды гофр. То же самое получают при использовании зубчатых колес с большими радиусами р и t/2.
В результате такого скоростносилового воздействия открываются регулирование процессом складкообразования, улучшает условия гофрирования прочеса и позволяет получить нетканый объемный материал с лучшими прочностными и эстетическими показателями.
Способ позволяет существенно повысить качество вырабатываемых объемных
нетканых материалов, независимо от их дальнейшего способа скрепления (механический или клеевой), что, в свою очередь, открывает их широкие ассортиментные возможности.
Формула изобретения Способ изготовления нетканого материала, при котором формируют волокнистый холст, подают его парой подающих валиков на укладку зигзагообразными петлями, которые располагают перпендикулярно к поверхности материала с последующим скреплением петель иглопрокалыванием, отличающийся тем, что, с целью расширения ассортимента при одновременном повышении равномерности материала по толщине, при подаче холста на укладку зигзагообразными петлями одну из поверхностей волокнистого холста растягивают путем сообщения одному из подающих валиков окружной скорости, превышающей окружную скорость другого подающего валика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления нетканого материала | 1986 |
|
SU1381212A1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Объемный нетканый материал | 1987 |
|
SU1447954A1 |
| ИГЛОПРОБИВНАЯ МАШИНА | 1993 |
|
RU2064544C1 |
| СПОСОБ ПРОИЗВОДСТВА ИГЛОПРОБИВНЫХ КРЕМНЕЗЕМНЫХ ТЕПЛОЗАЩИТНЫХ МАТЕРИАЛОВ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2495172C1 |
| СПОСОБ ПРОИЗВОДСТВА МАТЕРИАЛА ГЕОТЕКСТИЛЬНОГО | 2022 |
|
RU2815026C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ПОГЛОЩАЮЩЕГО МАТЕРИАЛА | 2002 |
|
RU2200778C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ИГЛОПРОБИВНОГО МАТЕРИАЛА | 2007 |
|
RU2345183C1 |
| НЕТКАНЫЙ ИГЛОПРОБИВНОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2365687C1 |
| Нетканый материал | 1990 |
|
SU1708963A1 |
Изобретение относится к способу производства нетканых материалов, обладающих свойствами объемности, из волокнистого или волокнистоподобного прочеса - полуфабриката. Цель изобретения - расширение ассортимента при одновременном повышении равномерности материала по толщине. Отличительной особенностью этого способа является то, что слой прочеса подают в зону формирования так, что относительная скорость перемещения поверхностей подаваемого прочеса периодически изменяется, т.е. поверхности прочеса циклически смещают относительно друг друга. 2 ил.
Фиг. 1
/
10
Фиг. 2
| Способ изготовления нетканого материала | 1986 |
|
SU1381212A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
