(21)3998297/31733
(22)30.12.85
(46) 30.12.88. Бюл. № 48
(71)Тольяттинский политехнический институт
(72)М.Г.Козулин, С.М.Козулин, И.И.Сущук-Слюсаренко и И.И.Лычко
(53)666.94.041(088.8)
I
(56) Дроздов Н.Е. Эксплуатация, ремонт и испытание оборудования предприятий строительных материалов, изделий и конструкций. М.: Высшая школа, 1979, с. 223-224.
(54)СПОСОБ ЗМШНЫ БАНДАЖА ВРАЩАЮЩЕЙСЯ ПЕЧИ
(57) Изобретение относится к способам монтажа бандажных блоков вращающихся печей при замене дефектных бандажей. Цель изобретения - уменьшение трудоемкости монтажных работ и сокращение сроков простоя вращающейся печи. Монтаж нового бандажа взамен дефектного бандажа производят из двух полуколец 6 в вертикальной плоскости непосредственно на корпусе действующей печи без нарушения ее целостности, Дефектный бандаж разрезают на полукольца и удаляют, а на его место устанавливают полукольца 6 нового бандажа и сваривают их между собой электрошлаковой сваркой, располагая сварочный шов вертикально. 2 ил.
с
(Л
00
эо
Изобретение относится к способам монтажа оборудования,тв частности к способам монтажа бандажных блоков вращающихся печей при замене дефект- ных бандажей.
Цель ...изобретения - уменьшение трудоемкости монтажных работ и сокращение сроков про стоя вращающейся печи
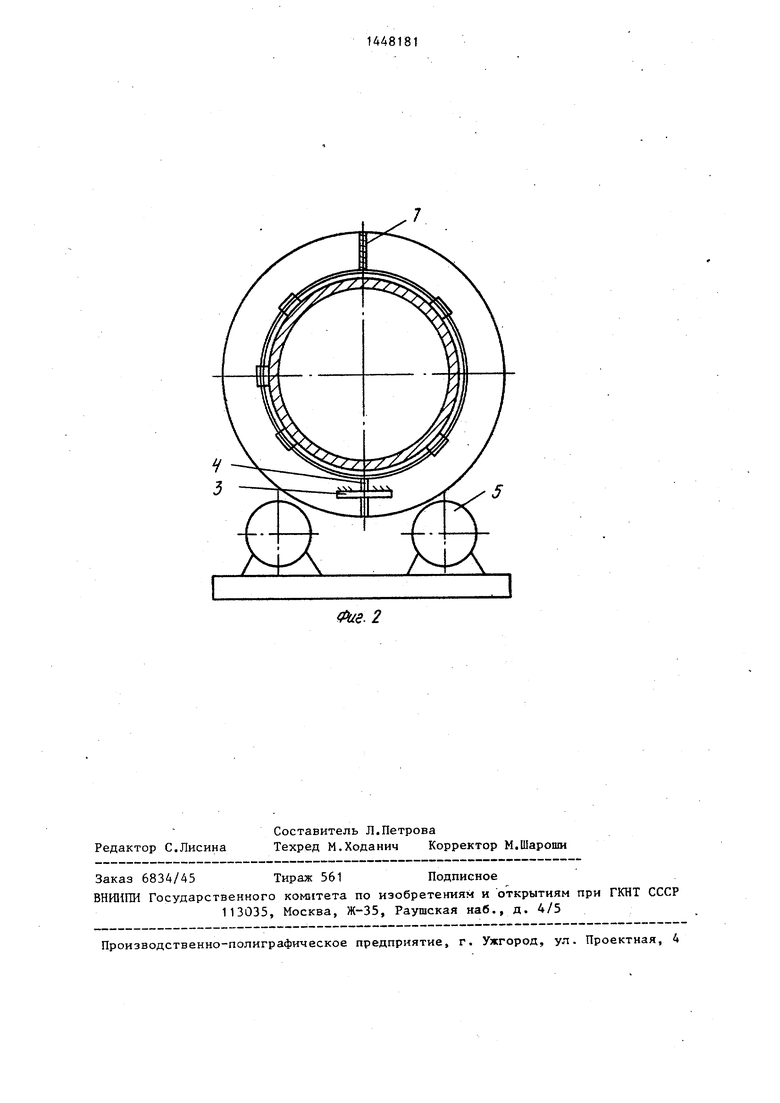
На фиг,1 показана схема монтажа (демонтажа) бандажа из двух половин на корпусе печи; на фиг.2 - расположение сварных: швов -на- бандаже.
На фигурах приняты следующие обо- Значения: подбандажная обечайка 1. корпуса ne4Hj упорные башмаки 2j технологические планки 3; разрезаемые или свариваемые стыки 4 бандажей; роликовая опора 5; снимаемое -или уст танавливаемое полукольцо 6 бандажа; сварной шов 7.
Газовой резкой разрезают дефектный бандаж на две половины 6. Приваривают нх на обоих стыках 4 технологические .планки 3. Поворотом обечайки 1 кор- пуса печи на роликоопорах 5 устанавливают одно полукольцо 6 бандазка так, что оно выходит из контакта с опорным роликом. Сре.зают сварные швы, соединяющие это полукольцо 6 бандалса с технологическими планками 3, и краном снимают его. На это: место устанавливают полукольцо 6 нового бандажа и соединяют концы его ручной сваркой с. технологическими планками 3. Поворачивают корпус печи на 1/2 оборота, выводят из контакта с роликом второе полукольцо 6 дефектного бандажа, отсоединяют его от технологических планок 3 и снимают краном. На это же место устанавливают второе полукольцо 6 нового бандажа И концы его присоединяют сваркой к технологическим планкам 3. Поворотом корпуса печи устанавливают один из стыков 4 в крайнее верхнее положение (фиг.2). Осуществляют однослойную или много - слойную электрошлаковуто сварку этого стыка 4 с образованием сварного шва 7. Обрабатывают газовой резкой и наждач- ными камнями сварной шов 7 на поверхности катания и на торцовых поверхностях бандажа. Поворотом корпуса печи устанавливают второй стык 4 в крайнее верхнее положение. Срезают
технологические планки 3. Осуществлят электрошлаковую сварку и зачищают ов. Замена бандажа крупногабаритной вращающейся печи, включающая сборку и сварку бандажа из двух полуколец 6 непосредственно на корпусе печи, знаительно сокращает сроки простоя печи в ремонте и трудозатраты на его проведение, так как исключаются опеации разборки и сборки огнеупорной футеровки внутри, резки и сварки двух кольцевых стыков 4 корпуса печи, удаления упорных башмаков 2 и их установки, снятия части подбандажной обб- чайки 1 с дефектным бандажом и установки ее с новым бандаясом.
При осуществлении поочередного снятия дефектных и установки новых полуколец 6 бандажа появляется возможность снизить в два раза ;грузоподъемность крана, например, заменив козловой кран на стреловой с меньшей грузоподъемностью. Предлагаемый способ также позволяет обеспечить высокую . ТОЧНОСТЬ геометрических размеров бандажей после их сварки из двух полуколец 6, так как последние стыкуются и свариваются в вертикальной плоскости, что практически исключает возможность образования конусности бандажа по образующей и развала, которые . наблюдаются осуществлении электрошлаковой сварки полуколец 6 на горизонтальной площадке. Высокая точность геометрической формы готовых бандажей позволяет повысить надежность их при эксплуатации, избежать отрывов упорных башмаков 2, пддкла- док, накладных пластин подбандажных обечаек 1, уменьшить их износ.
Формула изобретения
Способ замены бандажа вращающейся печи, включающий разрезание старого бандажа и сварку из двух полуколец новогй бандажа, отличающий- с я тем, что, с целью уменьшения трудоемкости монтажных работ и сокращения сроков простоя печи, разрезание старого бандажа, сборку и сварку нового бандажа осуществляют непосредственно на корпусе печи, располагая сварочный шов вертикально.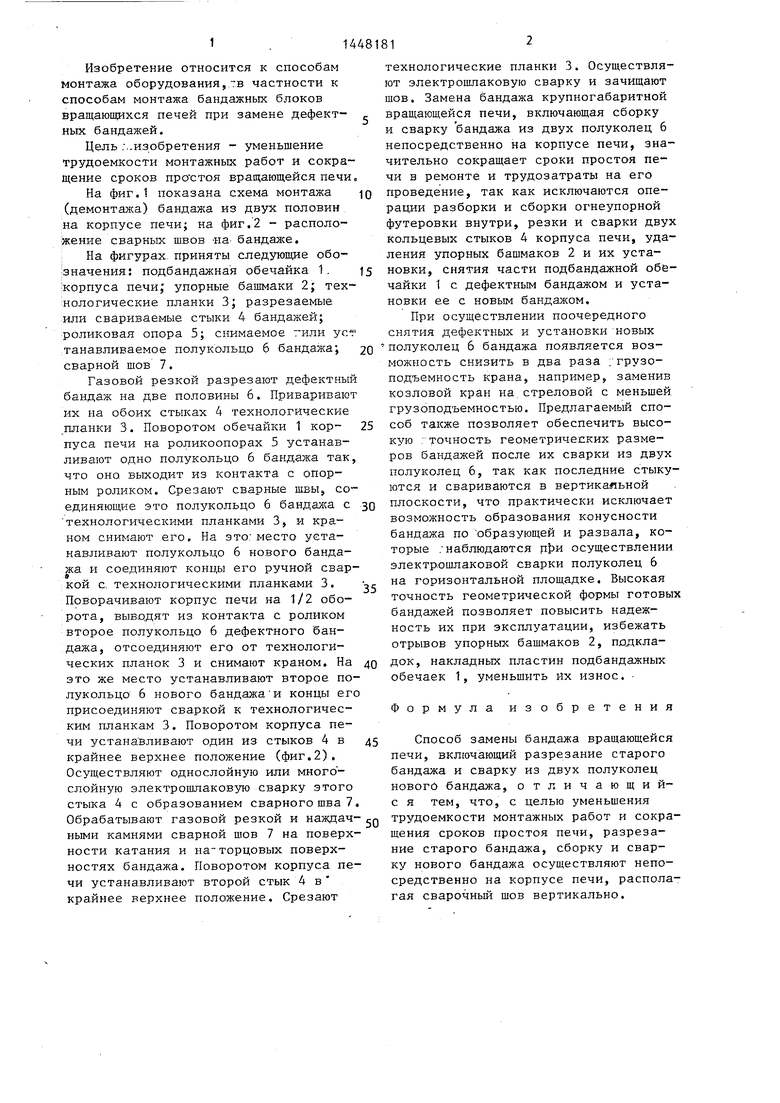
| название | год | авторы | номер документа |
|---|---|---|---|
| Бандаж вращающейся печи | 1979 |
|
SU838283A1 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| Способ Дагиса и Блоха восстановления изношенных деталей | 1989 |
|
SU1756089A1 |
| Способ электрошлаковой сварки | 1977 |
|
SU721288A1 |
| СПОСОБ РЕМОНТА ДЕЙСТВУЮЩЕГО ТРУБОПРОВОДА (ВАРИАНТЫ) | 2008 |
|
RU2451233C2 |
| Способ замены подбандажной обечайки корпуса вращающейся печи | 1982 |
|
SU1037030A1 |
| Устройство для крепления бандажа на корпусе вращающегося барабана | 1983 |
|
SU1149113A1 |
| Способ монтажа вращающейся печи | 1979 |
|
SU773404A1 |

Фие.2
