(54) БАНДА( ВРАЩАЮЩЕЙСЯ ПЕЧИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ замены бандажа вращающейся печи | 1985 |
|
SU1448181A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2293639C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2271260C2 |
| Способ многослойной электрошлаковой сварки | 1990 |
|
SU1756074A1 |
| Формирующее устройство для сварки вертикальных швов | 1980 |
|
SU1039679A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2296657C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ОБРАЗОВАНИЯ СТЫКОВЫХ СВАРНЫХ ШВОВ НА ТРУБАХ | 2005 |
|
RU2279955C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБНЫХ ШПИЛЕК | 2003 |
|
RU2254949C1 |

Изобретение относится к конструк тивным элементам вращающихся печей или вращающихся аппаратов, преимуще ственно для тепловой обработки цементного, металлургического или химического сырья. Известен бандаж вращающейся печи выполненный из двух или нескольких массивных секторов, при соединении которых используют вспомогательные кольца и механическое крепление, преимущественно потайными болтами Недостатком этого бандажа является большая трудоемкость при изготовлении и нетранспортабельность пр изготовлении печей и аппаратов диаметром более 4 м. Наиболее близким по технической сущности и достигаемому результату к изобретению является бандаж вращающейся печи, содержащий отдельные сектора сплошного сечения, соединен ные на стыках посредством сварного шва. Бандаж такой конструкции поставляют на мрнтаж в виде двух оконч тельно механически обработанных сек торов (полубандажей), сваривают электрошлаковой сваркой i2l, Недостатком известного бандажа является отклонение поверхности качения от геометрической окружности в районе стыков за счет поперечной усадки швов на величину 1-2 мм и различие на 10-20% по твердости металла шва и околошовной зоны (зоны термического влияния). Это приводит к тому, что в начальный-период эксплуатации наблюдается биение бандажа на опорных роликах из-за отклонения поверхности качения от окружности, а в дальнейшем по мере неравномерного износа плоскости качения бандажа по основному металлу, металлу шва и околошовной зоны возникают в районе швов неровности (выступы и . впадины), что еще более увеличивает биение. В результате этого происходит интенсивное изнашивание как бандажа, так и опорных роликов. Причем интенсивность неравномерного износа бандажа резко возрастает с yBejjH4eHHeM частоты вращения. Особенно ощутимо это при эксплуатации аппаратов в химическом производстве, где частота вращения в 2-3 раза больше, чем вращение обжиговых печей в цементном и металлургическом производстве. Неравномерный износ контактной поверхности бандажей и возрастающее по мере износа биение бандажа на
ролике отрицательно влияет на огнеупорную футеровку корпусов печей или аппаратов, вызывая ее разрушение что приводит к частым нарушениям технологического процесса,прожегам стенок корпусов и аварийной остановке оборудования.
Цель изобретения - увеличение надежности и долговечности бандажа.
Указанная цель достигается тем, что в бандаже вращающейся печи,содержащем отдельные секторасплошного сечения, соединенные на стыках посредством сварного шва, сектора выполнены с канавками округлой формы, размещенными на стыках секторов на расстоянии от внешнего диаметра бандажа, равном величине допускаемого износа бандажа, а сварной шов расположен от внутренней поверхности бандажа до канавки..
Кроме того, сварной шов расположен.под углом от О до 20° к образующей бандажа.
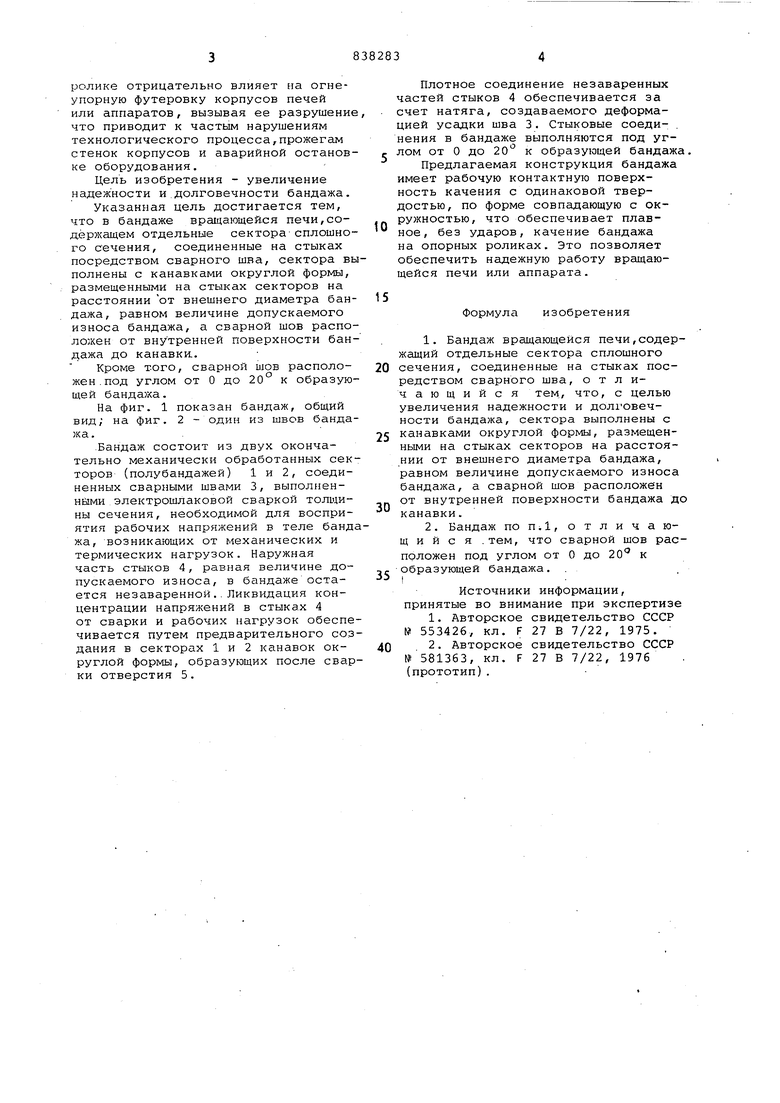
На фиг. 1 показан бандаж, общий вид; на фиг. 2 - один из швов бандажа .
.Бандаж состоит из двух окончательно механически обработанных секторов (полубандажей) 1 и 2, соединенных сварными швами 3, выполненнйми электрошлаковой сваркой толщины сечения, необходимой для восприятия рабочих напряжений в теле бандажа, возникающих от механических и термических нагрузок. Наружная часть стыков 4, равная величине допускаемого износа, в бандаже остается незаваренной.. Ликвидация концентрации напряжений в стыках 4 от сварки и рабочих нагрузок обеспечивается путем предварительного создания в секторах 1 и 2 канавок округлой формы, образующих после сварки отверстия 5.
Плотное соединение незаваренных частей стыков 4 обеспечивается за счет натяга, создаваемого деформацией усадки шва 3, Стыковые соединения в бандаже выполняются под углом от О до 20 к образующей бандаж
Предлагаемая конструкция бандажа имеет рабочую контактную поверхность качения с одинаковой твердостью, по форме совпадающую с окружностью, что обеспечивает плавное, без ударов, качение бандажа на опорных роликах. Это позволяет обеспечить надежную работу вращающейся печи или аппарата.
Формула изобретения
от внутренней поверхности бандажа д канавки.
Источники информации, принятые во внимание при экспертизе
Й/г./
2
. 1
